一种薄膜气泡加工多焊道成型机的制作方法
本技术属于薄膜加工,具体涉及一种薄膜气泡加工多焊道成型机。
背景技术:
1、薄膜加工工程中,对于大宽度气泡加工,特别是同时进行上、下两层焊道的焊接,一直是个难题,因此大型充气泡加工的成型就成了棘手的事。比如牛棚的充气卷帘加工,即使采用单焊道手工焊接,也存在不仅工作量大,而且焊接质量也难以达到标准的问题,无法得到大量推广。
技术实现思路
1、为了解决上述技术问题,本实用新型提供一种薄膜气泡加工多焊道成型机,达到一次焊接成型上下两层薄膜,节约了材料和人工,提高了焊接质量,提高了工作效率。
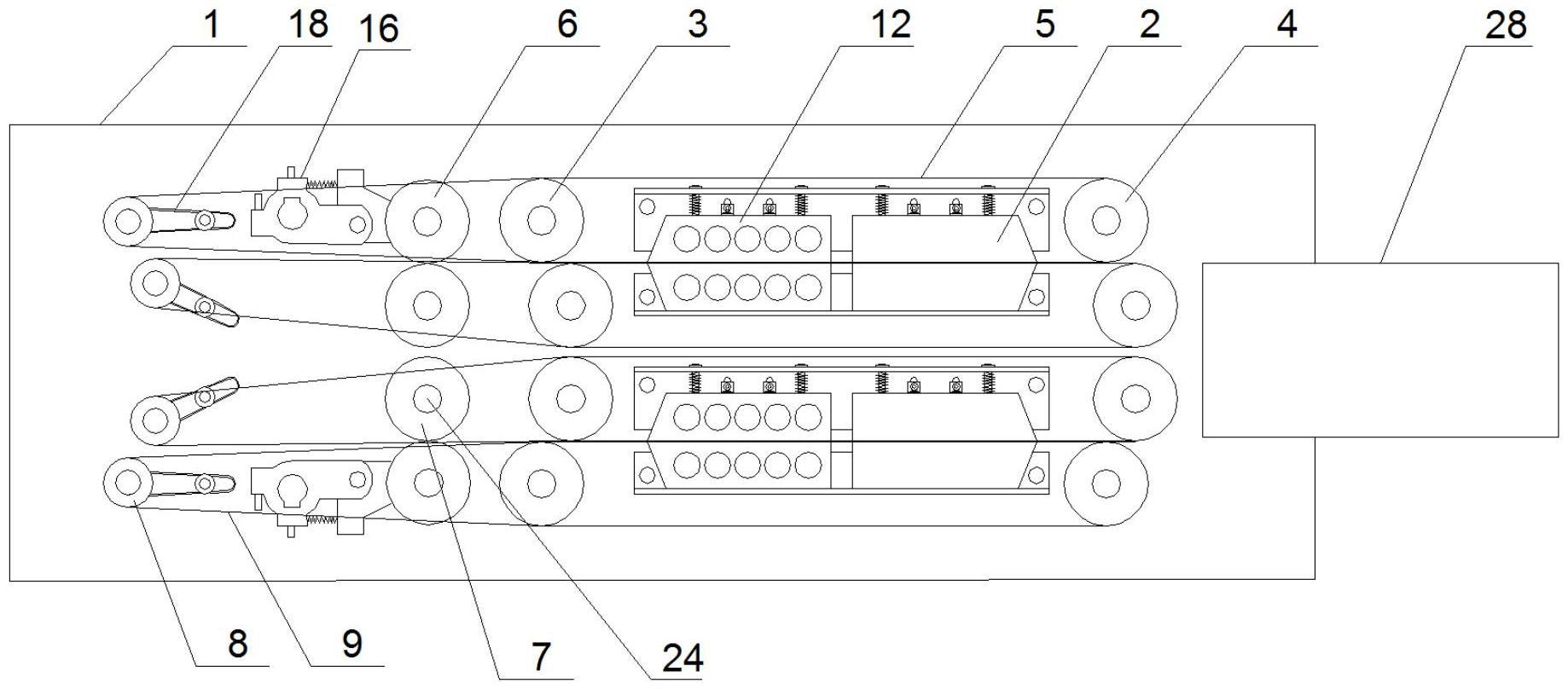
2、本实用新型是这样实现的,提供一种薄膜气泡加工多焊道成型机,包括控制箱和设置在控制箱外壁上的至少2n组焊道组件,n为自然数,相邻两组焊道组件形成一个气泡焊接单元,每组焊道组件均包括膜加热单元、膜加热传动单元、膜压合单元和膜压合传动单元,膜加热单元包括两个加热块,在控制箱外壁上设有加热支撑架,两个加热块上下设置在加热支撑架上,且两个加热块之间有一定距离的缝隙;膜加热传动单元包括两个主动轮和两个从动轮,主动轮和从动轮上下转动设置在加热支撑架的两侧,上端的主动轮和从动轮之间、下端的主动轮和从动轮之间分别套接一个加热传动带;膜压合单元包括一个压轮和一个胶轮,压轮和胶轮均转动连接在控制箱外壁上,压轮位于胶轮上方;膜压合传动单元包括两个膜压合导轮,膜压合导轮上下转动连接在控制箱外壁上,在上端的膜压合导轮与主动轮之间、下端的膜压合导轮与主动轮之间分别套接一个压合传动带,两个从动轮之间的缝隙、两个加热块之间的缝隙、两个主动轮之间的缝隙、压轮和胶轮之间的缝隙、两个膜压合导轮之间的缝隙位置均对应。
3、优选的,所述加热支撑架包括支撑管和l型架,l型架通过支撑管连接在控制箱外壁上,下端所述加热块固定在下端的l型架内,上端加热块位置可调地连接在上端的l型架内,且位于下端加热块的正上方;
4、在加热块靠近所述主动轮一侧的l型架内,设有散热块,下端散热块固定在下端的l型架内,上端散热块位置可调地连接在上端的l型架内,且位于下端散热块的正上方。
5、进一步优选,上端所述加热块、上端所述散热块均通过位置调节组件连接在上端所述l型架内,位置调节组件包括l型连板和调整弹簧,在所述l型架上设有长条孔,l型连板一侧位置可调地连接在长条孔上,另一侧与加热块/散热块固定连接,调整弹簧下端与加热块/散热块上表面固定连接,上端与l型架固定连接,在调整弹簧内,套接限位管,限位管上端固定在l型架上,下端为自由端,并伸入到加热块/散热块上端设置的槽内。
6、进一步优选,所述加热传动带套接在所述主动轮靠近所述控制箱的一侧,所述压合传动带套接在主动轮远离控制箱的一侧。
7、进一步优选,所述压轮通过压轮轴转动连接在所述控制箱的外壁上,在压轮轴远离所述控制箱的一端,设有连接压轮的弹性连接件,弹性连接件包括压轮轴连接部和压轮连接部,压轮轴连接部可拆卸地套接在压轮轴的端部,在压轮轴连接部的外壁转动连接压轮连接部,且在压轮连接部的上端与压轮轴连接部之间,连接有压轮弹簧,压轮转动连接在压轮连接部上。
8、进一步优选,所述膜压合导轮通过导轮轴转动连接在所述控制箱外壁上,在导轮轴远离控制箱的一端,设有长条孔连接件,长条孔连接件位置可变的连接在导轮轴的端部,在长条孔连接件的一端连接膜压合导轮。
9、进一步优选,还包括驱动组件,驱动组件设置在所述控制箱内壁,包括电机、主动轮传动齿轮、过桥齿轮和胶轮传动齿轮,电机的输出端设有电机齿轮,所述主动轮通过主动轮轴转动连接在控制箱外壁上,主动轮传动齿轮数量与主动轮相同,主动轮传动齿轮分别连接在主动轮轴远离主动轮的一端,主动轮传动齿轮互相啮合,电机齿轮与一个主动轮传动齿轮啮合,一半数量的主动轮传动齿轮分别啮合一个过桥齿轮,每个过桥齿轮分别啮合一个胶轮传动齿轮,所述胶轮通过胶轮轴转动连接在控制箱外壁上,胶轮传动齿轮分别连接在胶轮轴远离胶轮的一端。
10、进一步优选,还包括温度控制组件,温度控制组件包括控制器、加热丝和温度传感器,在所述加热块内部,设有加热丝和温度传感器,加热丝和温度传感器均与控制器连接。
11、进一步优选,在所述从动轮远离所述加热块的一侧,设有气泡限位架,气泡限位架为u型结构,开口端靠近所述控制箱,气泡限位架的上表面与一个气泡焊接单元上端的焊道组件的两个所述从动轮的缝隙位置对应,下表面与下端的焊道组件的两个从动轮的缝隙位置对应。
12、进一步优选,在每组焊道组件的两个所述从动轮之间,设有膜支撑板,膜支撑板一直延伸至对应的所述膜压合导轮远离所述主动轮的一侧。
13、与现有技术相比,本实用新型的优点在于:
14、提供一种薄膜气泡加工多焊道成型机,实现薄膜气泡加工双焊道焊接的一次成型,并且可调整气泡的宽度,精度高、速度快、焊接质量好,节约了材料和人工。
技术特征:
1.一种薄膜气泡加工多焊道成型机,其特征在于,包括控制箱(1)和设置在控制箱(1)外壁上的至少2n组焊道组件,n为自然数,相邻两组焊道组件形成一个气泡焊接单元,每组焊道组件均包括膜加热单元、膜加热传动单元、膜压合单元和膜压合传动单元,膜加热单元包括两个加热块(2),在控制箱(1)外壁上设有加热支撑架,两个加热块(2)上下设置在加热支撑架上,且两个加热块(2)之间有一定距离的缝隙;膜加热传动单元包括两个主动轮(3)和两个从动轮(4),主动轮(3)和从动轮(4)上下转动设置在加热支撑架的两侧,上端的主动轮(3)和从动轮(4)之间、下端的主动轮(3)和从动轮(4)之间分别套接一个加热传动带(5);膜压合单元包括一个压轮(6)和一个胶轮(7),压轮(6)和胶轮(7)均转动连接在控制箱(1)外壁上,压轮(6)位于胶轮(7)上方;膜压合传动单元包括两个膜压合导轮(8),膜压合导轮(8)上下转动连接在控制箱(1)外壁上,在上端的膜压合导轮(8)与主动轮(3)之间、下端的膜压合导轮(8)与主动轮(3)之间分别套接一个压合传动带(9),两个从动轮(4)之间的缝隙、两个加热块(2)之间的缝隙、两个主动轮(3)之间的缝隙、压轮(6)和胶轮(7)之间的缝隙、两个膜压合导轮(8)之间的缝隙位置均对应。
2.根据权利要求1所述的薄膜气泡加工多焊道成型机,其特征在于,所述加热支撑架包括支撑管(10)和l型架(11),l型架(11)通过支撑管(10)连接在控制箱(1)外壁上,下端所述加热块(2)固定在下端的l型架(11)内,上端加热块(2)位置可调地连接在上端的l型架(11)内,且位于下端加热块(2)的正上方;
3.根据权利要求2所述的薄膜气泡加工多焊道成型机,其特征在于,上端所述加热块(2)、上端所述散热块(12)均通过位置调节组件连接在上端所述l型架(11)内,位置调节组件包括l型连板(13)和调整弹簧(14),在所述l型架(11)上设有长条孔,l型连板(13)一侧位置可调地连接在长条孔上,另一侧与加热块(2)/散热块(12)固定连接,调整弹簧(14)下端与加热块(2)/散热块(12)上表面固定连接,上端与l型架(11)固定连接,在调整弹簧(14)内,套接限位管,限位管上端固定在l型架(11)上,下端为自由端,并伸入到加热块(2)/散热块(12)上端设置的槽内。
4.根据权利要求1所述的薄膜气泡加工多焊道成型机,其特征在于,所述加热传动带(5)套接在所述主动轮(3)靠近所述控制箱(1)的一侧,所述压合传动带(9)套接在主动轮(3)远离控制箱(1)的一侧。
5.根据权利要求1所述的薄膜气泡加工多焊道成型机,其特征在于,所述压轮(6)通过压轮轴(15)转动连接在所述控制箱(1)的外壁上,在压轮轴(15)远离所述控制箱的一端,设有连接压轮(6)的弹性连接件(16),弹性连接件(16)包括压轮轴连接部(1601)和压轮连接部(1602),压轮轴连接部(1601)可拆卸地套接在压轮轴(15)的端部,在压轮轴连接部(1601)的外壁转动连接压轮连接部(1602),且在压轮连接部(1602)的上端与压轮轴连接部(1601)之间,连接有压轮弹簧(1603),压轮(6)转动连接在压轮连接部(1602)上。
6.根据权利要求1所述的薄膜气泡加工多焊道成型机,其特征在于,所述膜压合导轮(8)通过导轮轴(17)转动连接在所述控制箱(1)外壁上,在导轮轴(17)远离控制箱(1)的一端,设有长条孔连接件(18),长条孔连接件(18)位置可变的连接在导轮轴(17)的端部,在长条孔连接件(18)的一端连接膜压合导轮(8)。
7.根据权利要求1所述的薄膜气泡加工多焊道成型机,其特征在于,还包括驱动组件,驱动组件设置在所述控制箱(1)内壁,包括电机(19)、主动轮传动齿轮(20)、过桥齿轮(21)和胶轮传动齿轮(22),电机(19)的输出端设有电机齿轮,所述主动轮(3)通过主动轮轴(23)转动连接在控制箱(1)外壁上,主动轮传动齿轮(20)数量与主动轮(3)相同,主动轮传动齿轮(20)分别连接在主动轮轴(23)远离主动轮(3)的一端,主动轮传动齿轮(20)互相啮合,电机齿轮与一个主动轮传动齿轮(20)啮合,一半数量的主动轮传动齿轮(20)分别啮合一个过桥齿轮(21),每个过桥齿轮(21)分别啮合一个胶轮传动齿轮(22),所述胶轮(7)通过胶轮轴(24)转动连接在控制箱(1)外壁上,胶轮传动齿轮(22)分别连接在胶轮轴(24)远离胶轮(7)的一端。
8.根据权利要求1所述的薄膜气泡加工多焊道成型机,其特征在于,还包括温度控制组件,温度控制组件包括控制器(25)、加热丝(26)和温度传感器(27),在所述加热块(2)内部,设有加热丝(26)和温度传感器(27),加热丝(26)和温度传感器(27)均与控制器(25)连接。
9.根据权利要求1所述的薄膜气泡加工多焊道成型机,其特征在于,在所述从动轮(4)远离所述加热块(2)的一侧,设有气泡限位架(28),气泡限位架(28)为u型结构,开口端靠近所述控制箱(1),气泡限位架(28)的上表面与一个气泡焊接单元上端的焊道组件的两个所述从动轮(4)的缝隙位置对应,下表面与下端的焊道组件的两个从动轮(4)的缝隙位置对应。
10.根据权利要求1所述的薄膜气泡加工多焊道成型机,其特征在于,在每组焊道组件的两个所述从动轮(4)之间,设有膜支撑板(29),膜支撑板(29)一直延伸至对应的所述膜压合导轮(8)远离所述主动轮(3)的一侧。
技术总结
本技术属于薄膜加工技术领域,具体涉及一种薄膜气泡加工多焊道成型机,包括控制箱和设置在控制箱外壁上的焊道组件,相邻两组焊道组件形成一个气泡焊接单元,每组焊道组件均包括膜加热单元、膜加热传动单元、膜压合单元和膜压合传动单元。本技术实现薄膜气泡加工双焊道焊接的一次成型,并且可调整气泡的宽度,精度高、速度快、焊接质量好,节约了材料和人工。
技术研发人员:黄永东,刚占库,高东伟
受保护的技术使用者:沈阳科维润工程技术有限公司
技术研发日:20220926
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!