一种丙烯酸树脂涂料生产用挤塑机的出料装置的制作方法
1.本技术涉及挤塑机领域,尤其是涉及一种丙烯酸树脂涂料生产用挤塑机的出料装置。
背景技术:
2.丙烯酸树脂涂料,以丙烯酸树脂为主要成膜物质的合成树脂涂料,具有色浅、透明度高、光亮丰满、耐候、保色、保光、附着力强、耐腐蚀、坚硬、柔韧等特点,是一种广泛用于飞机、汽车、机床、仪表、家用电器、高级木器及缝纫机、自行车等轻工产品的防护和装饰性涂装。在用丙烯酸树脂制成丙烯酸树脂涂料之前,通常需通过挤塑机对丙烯酸树脂进行加工,将不规则固态丙烯酸树脂进行加热融化,再塑形成规则片状树脂进行粉碎。
3.相关技术中,挤塑机包括安装座,安装座上安装有进料装置和挤塑机本体,本体内穿设有螺杆,本体的侧壁上连接有多根电加热管,本体上靠近进料装置的一端对应开设有进料口,本体上远离进料装置的一端开设有出料口;固态丙烯酸树脂在挤塑机中经过加热挤压后均匀融化成液态的丙烯酸树脂,再直接倒入冷却装置人工利用工具进行塑形。
4.针对上述中的相关技术,发明人认为固态丙烯酸树脂在挤塑机内经过加热挤压后呈现熔融状态,再将熔融状态的丙烯酸树脂倒入冷却装置进行塑形压片,挤塑成片效率低下,因此有待提供一种丙烯酸树脂涂料生产用挤塑机的出料装置。
技术实现要素:
5.为了提高挤塑成片的效率,本技术提供一种丙烯酸树脂涂料生产用挤塑机的出料装置。
6.本技术提供的一种丙烯酸树脂涂料生产用挤塑机的出料装置采用如下的技术方案:
7.一种丙烯酸树脂涂料生产用挤塑机的出料装置,包括挤塑机本体和出料装置,所述出料装置包括安装壳,所述安装壳上开设有进料口,所述进料口位于挤塑机本体出料口的下方,所述安装壳内设置有多个压片辊,相邻的所述压片辊的转向相反,所述安装壳上设置有转动组件,所述压片辊通过转动组件转动。
8.通过采用上述技术方案,固态丙烯酸树脂在挤塑机本体内经过加热挤压后呈熔融状态,通过安装壳上的进料口进入安装壳内,熔融状态的丙烯酸树脂顺着压片辊之间的缝隙流入并被压片辊挤压成片,压片辊的转向相反,将片状丙烯酸树脂顺着压片辊之间的缝隙从远离挤塑机本体的一端输出,提高了丙烯酸树脂挤塑成片的效率。
9.可选的,所述压片辊的内部均中空设置,所述出料装置还包括水箱和水泵,所述水箱上连通有进水管和出水管,所述水泵设置于进水管上,所述进水管远离水箱的一端与压片辊的一端连通,所述出水管远离水箱的一端与压片辊的另一端连通。
10.通过采用上述技术方案,在压片辊对熔融状态的丙烯酸树脂进行挤压成片时,启动水泵,使水箱内的水通过进水管流入压片辊内,对丙烯酸树脂进行冷却,丙烯酸树脂将热
量传递给水流,水流又通过出水管回到水箱,形成了水循环,有助于熔融状态的丙烯酸树脂压片成型,提高了丙烯酸树脂挤压成片的效率。
11.可选的,所述进水管和出水管均通过机械密封与压片辊的端部连通。通过采用上述技术方案,当压片辊转动时,进水管和出水管不会随着压片辊一起转动,而是与安装壳保持相对静止,实现了进水管和出水管的转动安装,且具有良好的密封性能。
12.可选的,所述压片辊包括第一辊体和第二辊体,所述进水管包括多根进水主管和多根进水支管,多根所述进水支管分别与第一辊体和第二辊体对应设置,所述进水主管与水箱连通,多根所述进水支管同时与进水主管连通;所述出水管包括多根出水主管和多根出水支管,多根所述出水支管分别与第一辊体和第二辊体对应设置,所述出水主管与水箱连通,多根所述出水支管同时与出水主管连通。
13.通过采用上述技术方案,水箱向压片辊内输水时,水流从进水主管进入多根进水支管中,在吸收了丙烯酸树脂的热量后,又从多根出水支管中进入出水主管中,水流得到集中,输水的效率得到提高,通过一个水箱和一个水泵即可实现同时对多个压片辊进行输水,简化了安装结构,同时节省了能耗。
14.可选的,所述转动组件包括转动电机、锥齿轮、同步主齿轮和同步从齿轮,所述锥齿轮的锥轮与转动电机的转轴相连且同轴设置,所述锥齿轮的齿轮通过连杆与同步主齿轮相连且同轴设置,所述同步主齿轮和同步从齿轮上均啮合有同步带,所述同步从齿轮与压片辊靠近端部的位置对应相连且同轴设置。
15.通过采用上述技术方案,熔融状态的丙烯酸树脂从挤塑机本体的出料口进入安装壳上的进料口后,启动转动电机,使锥齿轮的锥轮开始转动,带动锥齿轮的齿轮开始转动,接着带动与齿轮同轴设置的同步主齿轮开始转动,同步主齿轮又通过与其啮合的同步带带动同步从齿轮转动,从而带动对应相连的压片辊开始转动,便于进水管和出水管与压片辊的端部连通,为进水管和出水管的安装进行让位、提供安装空间。
16.可选的,所述第一辊体相较于第二辊体靠近挤塑机本体,所述第一辊体的直径大于第二辊体,所述进料口位于第一辊体和第二辊体之间间隙的正上方。
17.通过采用上述技术方案,熔融状态的丙烯酸树脂从安装壳的进料口流入压片辊内,第一辊体的直径大于第二辊体,便于熔融状态的丙烯酸树脂进入第一辊体和第二辊体之间的缝隙中。
18.可选的,所述挤塑机本体上盖设有安装罩,所述安装罩的侧壁上开设有多个散热孔。
19.通过采用上述技术方案,安装罩将挤塑机本体罩住,使挤塑机本体运行不易受到外部影响;在挤塑机对固态丙烯酸树脂进行挤压加热时,本体内产生热量,由于安装罩上开设有散热孔,便于挤塑机本体内部运行散热。
20.可选的,所述出料装置还包括观察梯,所述观察梯位于挤塑机本体的一侧。
21.通过采用上述技术方案,在挤塑机对固态丙烯酸树脂进行加热挤压时,能够从观察梯上观察挤塑机内丙烯酸树脂挤压的情况,便于及时对挤塑机进行检修。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1.通过压片辊的设置,在固态丙烯酸树脂在挤塑机本体内经过加热挤压后,固态丙烯酸树脂通过安装壳上的进料口进入安装壳内,丙烯酸树脂顺着压片辊之间的缝隙流入
并被压片辊挤压成片,压片辊的转向相反,将片状丙烯酸树脂顺着压片辊之间的缝隙从远离挤塑机本体的一端输出,提高了丙烯酸树脂挤塑成片的效率;
24.2.通过进水支管和出水支管的设置,水箱向压片辊内输水时,水流从进水主管进入多根进水支管中,在吸收了丙烯酸树脂的热量后,又从多根出水支管中进入出水主管中,水流得到集中,输水的效率得到提高,通过一个水箱和一个水泵即可实现同时对多个压片辊进行输水,简化了安装结构,同时节省了能耗;
25.3.通过转动组件的设置,熔融状态的丙烯酸树脂从挤塑机本体的出料口进入安装壳上的进料口后,启动转动电机,使锥齿轮的锥轮开始转动,带动锥齿轮的齿轮开始转动,接着带动与齿轮同轴设置的同步主齿轮开始转动,同步主齿轮又通过与其啮合的同步带带动同步从齿轮转动,从而带动对应相连的压片辊开始转动,便于进水管和出水管与压片辊的端部连通,为进水管和出水管的安装进行让位、提供安装空间。
附图说明
26.图1是本技术实施例一种丙烯酸树脂涂料生产用挤塑机的出料装置的整体结构示意图。
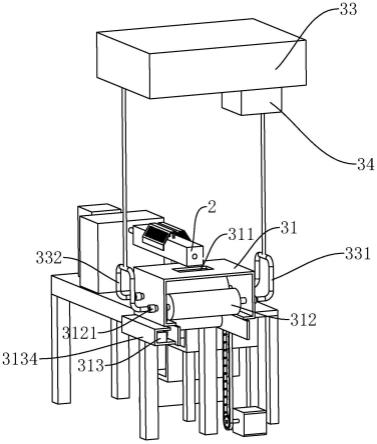
27.图2是本技术实施例中用于展示出料装置的结构示意图。
28.图3是本技术实施例中用于展示挤塑机本体的结构示意图。
29.图4是本技术实施例中用于展示转动组件的结构示意图。
30.图5是本技术实施例中用于展示进水管和出水管的结构示意图。
31.附图标记说明:1、安装座;2、挤塑机本体;21、安装罩;211、散热孔;22、支撑杆;3、出料装置;31、安装壳;311、进料口;312、压片辊;3121、机械密封;3122、第一辊体;3123、第二辊体;313、转动组件;3131、转动电机;3132、同步主齿轮;3133、同步从齿轮;3134、安装套;3135、锥轮;3136、齿轮;3137、连杆;3138、同步带;32、观察梯;33、水箱;331、进水管;3311、进水主管;3312、进水支管;332、出水管;3321、出水主管;3322、出水支管;34、水泵。
具体实施方式
32.以下结合附图1-5对本技术作进一步详细说明。
33.本技术实施例公开一种丙烯酸树脂涂料生产用挤塑机的出料装置。参照图1和图2,丙烯酸树脂涂料生产用挤塑机的出料装置包括安装座1,安装座1上固定安装有挤塑机本体2和出料装置3,出料装置3包括安装壳31,安装壳31上开设有进料口311,安装壳31内固定设置有两个压片辊312,两个压片辊312沿安装壳31的宽度方向并列设置且转向相反,两个压片辊312均沿着两个压片辊312之间的间隙向下转动;安装壳31上固定安装有两组转动组件313,两组转动组件313位于安装壳31的同一侧,压片辊312通过转动组件313转动。
34.挤塑机本体2对固态丙烯酸树脂进行加热处理后,熔融状态的丙烯酸树脂从挤塑机本体2的出料口进入安装壳31内,同时启动转动组件313,使两个压片辊312沿着两个压片辊312之间的间隙向下转动,使熔融状态丙烯酸树脂输送至两个压片辊312之间的间隙中进行挤压成片并从压片辊312之间的间隙中向远离挤塑机本体2的一端输出,提高了丙烯酸树脂挤塑成片的效率
35.参照图1、图2和图3,挤塑机本体2上罩设有安装罩21,挤塑机本体2顶端固定安装
有多个支撑杆22,支撑杆22的一端与安装罩21的底面固定连接,安装罩21的侧壁上开设有多个散热孔211。出料装置3还包括观察梯32,观察梯32位于挤塑机本体2的一侧。在挤塑机内对丙烯酸树脂进行加热处理时,支撑杆22将安装罩21撑起,使安装罩21与挤塑机本体2之间形成空腔,便于散热且挤塑机本体2运行不易受到外部物品影响,同时安装罩21侧边行开设有多个散热孔211,便于挤塑机本体2内部进行进一步散热。
36.参照图1、图2和图4,出料装置3还包括水箱33和水泵34,水箱33可根据实际情况设置于指定位置,水箱33上连通有进水管331和出水管332,水泵34位于进水管331上靠近水箱33的一端用于抽取水箱33中的水,进水管331远离水箱33的一端与压片辊312的一端连通,出水管332远离水箱33的一端与压片辊312的另一端连通且进水管331和出水管332均通过机械密封3121与压片辊312的端部连通。压片辊312的内部均中空设置,压片辊312包括第一辊体3122和第二辊体3123,第一辊体3122相较于第二辊体3123靠近挤塑机本体2,第一辊体3122的直径大于第二辊体3123,安装壳31上的进料口311位于第一辊体3122和第二辊体3123之间间隙的正上方。
37.在熔融状态的丙烯酸树脂输入第一辊体3122和第二辊体3123之间的间隙时,启动水泵34,使水箱33内的水通过进水管331进入第一辊体3122和第二辊体3123中,熔融状态的丙烯酸树脂受到水流的影响温度下降冷凝成型并且被第一辊体3122和第二辊体3123挤压成片;第一辊体3122的直径大于第二辊体3123且第一辊体3122相较于第二辊体3123靠近挤塑机本体2,便于熔融状态的丙烯酸树脂从安装壳31上的进料口311输送至第一辊体3122和第二辊体3123之间的间隙中。
38.参照图2和图5,进水管331包括多根进水主管3311和多根进水支管331,多根进水支管3312分别与第一辊体3122和第二辊体3123对应设置,进水主管3311与水箱33连通,多根进水支管3312同时与进水主管3311连通;出水管332包括多根出水主管3321和多根出水支管3322,多根出水支管3322分别与第一辊体3122和第二辊体3123对应设置,出水主管3321与水箱33连通,多根出水支管3322同时与出水主管3321连通。
39.在水箱33向压片辊312内输送水流时,水流从进水主管3311进入多根进水支管3312中进而输送进压片辊312内,在吸收了丙烯酸树脂的热量后,又从多根出水支管3322中进入出水主管3321中,水流得到集中,输水的效率得到提高,通过一个水箱33和一个水泵34即可实现同时对多个压片辊312进行输水,简化了安装结构,同时节省了能耗
40.参照图2和图4,转动组件313包括转动电机3131、锥齿轮、同步主齿轮3132和同步从齿轮3133,安装座1上靠近转动组件313的一侧侧板固定连接有安装套3134,转动电机3131位于安装套3134内,锥齿轮的锥轮3135与转动电机3131的转轴相连且同轴设置,锥齿轮的齿轮3136通过连杆3137与同步主齿轮3132相连且同轴设置,同步主齿轮3132和同步从齿轮3133上均啮合有同步带3138,同步从齿轮3133与压片辊312靠近端部的位置对应相连且同轴设置。
41.当需要压片辊312转动时,启动转动电机3131,使锥齿轮的锥轮3135开始转动,带动锥齿轮的齿轮3136开始转动,接着带动与齿轮3136同轴设置的同步主齿轮3132开始转动,同步主齿轮3132又带动同步带3138开始转动进而带动同步从齿轮3133转动,从而带动对应相连的压片辊312开始转动,实现了压片辊312的转动且便于进水管331和出水管332与压片辊312的端部连通,为进水管331和出水管332的安装提供了安装空间。
42.本技术实施例一种丙烯酸树脂涂料生产用挤塑机的出料装置的实施原理为:丙烯酸树脂在挤塑机本体2内进行加热挤压后呈现熔融状态,然后从挤塑机本体2上的出料口输送至安装壳31上的进料口311内。丙烯酸树脂进入第一辊体3122和第二辊体3123之间的间隙中,第一辊体3122的直径大于第二辊体3123且第一辊体3122和第二辊体3123的转向相反,便于丙烯酸树脂进入第一辊体3122和第二辊体3123之间的缝隙中;同时启动水泵34,使水箱33内的水通过进水管331进入第一辊体3122和第二辊体3123内,熔融状态下的丙烯酸树脂将热量传递给水流并且受到第一辊体3122和第二辊体3123的挤压形成片状丙烯酸树脂并且从第一辊体3122和第二辊体3123之间的间隙输出,同时水流从出水管332回流至水箱33中进行降温,再通过进水管331流入第一辊体3122和第二辊体3123内,形成水循环,提高了丙烯酸树脂挤塑成片的效率。
43.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1