聚乙烯PE管生产用新型挤出机的制作方法
聚乙烯pe管生产用新型挤出机
技术领域
1.本实用新型涉及pe管生产技术领域,尤其涉及聚乙烯pe管生产用新型挤出机。
背景技术:
2.聚乙烯是乙烯经聚合制得的一种热塑性树脂,在工业上,也包括乙烯与少量α-烯烃的共聚物,聚乙烯无臭,无毒,手感似蜡,具有优良的耐低温性能(最低使用温度可达-100~-70℃),化学稳定性好,能耐大多数酸碱的侵蚀(不耐具有氧化性质的酸),常温下不溶于一般溶剂,吸水性小,电绝缘性优良;
3.在生产聚乙烯pe管的过程中需要使用进行挤出加工,这就需要用到挤出机,挤出机是聚乙烯pe管生产线中的重要设备,用于物料的挤出成型,具体为:将物料挤向机头,利用机头的环槽将物料挤出成管,现有的机头环槽一般为固定设置,只能挤出统一规格的管材,如果需要挤出其他规格时,则必须更换机头,比较麻烦,效率低,因此,本实用新型提出聚乙烯pe管生产用新型挤出机以解决现有技术中存在的问题。
技术实现要素:
4.针对上述问题,本实用新型提出聚乙烯pe管生产用新型挤出机,该聚乙烯pe管生产用新型挤出机便于挤出不同规格的管材,切换更加方便,效率高。
5.为实现本实用新型的目的,本实用新型通过以下技术方案实现:聚乙烯pe管生产用新型挤出机,包括输料管和挤料端头,所述挤料端头设在输料管的一端,且挤料端头包括第一空心管、第二空心管和实心管,所述第二空心管设在第一空心管的内侧,所述实心管设在第二空心管的内侧,所述第一空心管和第二空心管之间形成第一挤出槽,所述第二空心管和实心管之间形成第二挤出槽,所述第一空心管的内端设有挡板,所述第二空心管、实心管的内端与挡板固定,所述挡板上设有第一通腔和第二通腔,所述第一通腔连通输料管和第一挤出槽,所述第二通腔连通输料管和第二挤出槽;
6.所述实心管内部的一端设有马达,且马达外设有隔温套,所述马达的输出端穿过挡板并连接有隔热盘,所述隔热盘上设有封闭板。
7.进一步改进在于:所述封闭板为半弧形板,且封闭板的口径大于所述第一通腔、第二通腔的口径。
8.进一步改进在于:所述输料管的外侧套设有保温罩,所述输料管下方设有支架,所述支架架设在底座上,所述底座的一端设有电机座,所述输料管的一端与电机座连接。
9.进一步改进在于:所述输料管顶部的一端连通有原料斗,所述输料管远离原料斗的一端和挤料端头的一端均设有法兰盘,所述输料管和挤料端头通过法兰盘连接。
10.进一步改进在于:所述输料管的内部转动设有转轴,所述电机座的输出端与所述转轴连接,所述转轴的外侧设有螺旋叶片。
11.进一步改进在于:所述转轴包括外管和内杆,所述内杆设在外管的内部,且内杆和外管之间设有安装腔,所述安装腔的内部填充有加热丝。
12.进一步改进在于:所述底座上的一端设有支杆,且支杆上设有冷却套,所述冷却套与挤料端头的圆心在同一轴线上,所述冷却套的侧壁内部设有风扇。
13.本实用新型的有益效果为:
14.1、本实用新型利用第一挤出槽、第二挤出槽将原料挤出成管,通过隔热盘旋转,驱动封闭板旋转,便于封闭第一通腔或者第二通腔,以此只保留第一挤出槽或者第二挤出槽与输料管内连通,挤出不同规格的管材,切换更加方便,效率高。
15.2、本实用新型通过转轴以及螺旋叶片旋转进行送料,通过加热丝加热,使得转轴具备一定的温度,避免在输送的时候原料凝固。
16.3、本实用新型将挤出的管材经过冷却套的内部,通过风扇提供冷风,便于对管材降温,加速管材的定型,避免变形,功能多样化。
附图说明
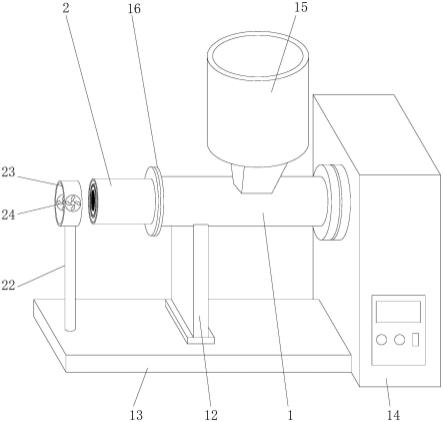
17.图1为本实用新型的主视图;
18.图2为本实用新型的挤料端头前端示意图;
19.图3为本实用新型的挤料端头后端示意图;
20.图4为本实用新型的输料管内部示意图;
21.图5为本实用新型的转轴组成示意图。
22.其中:1、输料管;2、第一空心管;3、第二空心管;4、实心管;5、第一挤出槽;6、第二挤出槽;7、挡板;8、第一通腔;9、第二通腔;10、隔热盘;11、封闭板;12、支架;13、底座;14、电机座;15、原料斗;16、法兰盘;17、转轴;18、螺旋叶片;19、外管;20、内杆;21、加热丝;22、支杆;23、冷却套;24、风扇。
具体实施方式
23.为了加深对本实用新型的理解,下面将结合实施例对本实用新型做进一步详述,本实施例仅用于解释本实用新型,并不构成对本实用新型保护范围的限定。
24.实施例一
25.根据图1、2、3、4、5所示,本实施例提出了聚乙烯pe管生产用新型挤出机,包括输料管1和挤料端头,所述挤料端头设在输料管1的一端,且挤料端头包括第一空心管2、第二空心管3和实心管4,所述第二空心管3设在第一空心管2的内侧,所述实心管4设在第二空心管3的内侧,所述第一空心管2和第二空心管3之间形成第一挤出槽5,所述第二空心管3和实心管4之间形成第二挤出槽6,所述第一空心管2的内端设有挡板7,所述第二空心管3、实心管4的内端与挡板7固定,所述挡板7上设有第一通腔8和第二通腔9,所述第一通腔8连通输料管1和第一挤出槽5,所述第二通腔9连通输料管1和第二挤出槽6;
26.所述实心管4内部的一端设有马达,且马达外设有隔温套,所述马达的输出端穿过挡板7并连接有隔热盘10,所述隔热盘10上设有封闭板11。使用时,通过第一空心管2、第二空心管3和实心管4组成挤出端头,利用输料管1输料,原料进入挤料端头,利用第一挤出槽5或者第二挤出槽6将原料挤出成管,切换的时候,启动隔热的马达带动隔热盘10旋转,驱动封闭板11旋转,封闭第一通腔8或者第二通腔9,以此只保留第一挤出槽5或者第二挤出槽6与输料管1内连通,根据实际需要选择不同的挤出槽挤出不同规格的管材,切换更加方便。
27.所述封闭板11为半弧形板,且封闭板11的口径大于所述第一通腔8、第二通腔9的口径。使用时,启动隔热的马达带动隔热盘10旋转,驱动封闭板11旋转,封闭第一通腔8或者第二通腔9,以此只保留第一挤出槽5或者第二挤出槽6与输料管1内连通,根据实际需要选择不同的挤出槽挤出不同规格的管材,切换更加方便。
28.所述输料管1的外侧套设有保温罩,所述输料管1下方设有支架12,所述支架12架设在底座13上,所述底座13的一端设有电机座14,所述输料管1的一端与电机座14连接。所述输料管1顶部的一端连通有原料斗15,所述输料管1远离原料斗15的一端和挤料端头的一端均设有法兰盘16,所述输料管1和挤料端头通过法兰盘16连接。所述输料管1的内部转动设有转轴17,所述电机座14的输出端与所述转轴17连接,所述转轴17的外侧设有螺旋叶片18。使用时,将原料加入原料斗15中,原料落入输料管1中,启动电机座14,带动转轴17以及螺旋叶片18旋转,将原料输送向挤出端头,进行挤出成管。
29.所述转轴17包括外管19和内杆20,所述内杆20设在外管19的内部,且内杆20和外管19之间设有安装腔,所述安装腔的内部填充有加热丝21。输料管1使用的过程中,通过转轴17以及螺旋叶片18旋转进行送料,通过加热丝21加热,使得转轴17具备一定的温度,避免在输送的时候原料凝固。
30.实施例二
31.根据图1、2、3所示,本实施例提出了聚乙烯pe管生产用新型挤出机,包括输料管1和挤料端头,所述挤料端头设在输料管1的一端,且挤料端头包括第一空心管2、第二空心管3和实心管4,所述第二空心管3设在第一空心管2的内侧,所述实心管4设在第二空心管3的内侧,所述第一空心管2和第二空心管3之间形成第一挤出槽5,所述第二空心管3和实心管4之间形成第二挤出槽6,所述第一空心管2的内端设有挡板7,所述第二空心管3、实心管4的内端与挡板7固定,所述挡板7上设有第一通腔8和第二通腔9,所述第一通腔8连通输料管1和第一挤出槽5,所述第二通腔9连通输料管1和第二挤出槽6;
32.所述实心管4内部的一端设有马达,且马达外设有隔温套,所述马达的输出端穿过挡板7并连接有隔热盘10,所述隔热盘10上设有封闭板11。使用时,通过第一空心管2、第二空心管3和实心管4组成挤出端头,利用输料管1输料,原料进入挤料端头,利用第一挤出槽5或者第二挤出槽6将原料挤出成管,切换的时候,启动隔热的马达带动隔热盘10旋转,驱动封闭板11旋转,封闭第一通腔8或者第二通腔9,以此只保留第一挤出槽5或者第二挤出槽6与输料管1内连通,根据实际需要选择不同的挤出槽挤出不同规格的管材,切换更加方便。
33.所述封闭板11为半弧形板,且封闭板11的口径大于所述第一通腔8、第二通腔9的口径。使用时,启动隔热的马达带动隔热盘10旋转,驱动封闭板11旋转,封闭第一通腔8或者第二通腔9,以此只保留第一挤出槽5或者第二挤出槽6与输料管1内连通,根据实际需要选择不同的挤出槽挤出不同规格的管材,切换更加方便。
34.所述输料管1的外侧套设有保温罩,所述输料管1下方设有支架12,所述支架12架设在底座13上,所述底座13的一端设有电机座14,所述输料管1的一端与电机座14连接。使用时,将原料加入原料斗15中,原料落入输料管1中,启动电机座14,带动转轴17以及螺旋叶片18旋转,将原料输送向挤出端头,进行挤出成管。
35.所述底座13上的一端设有支杆22,且支杆22上设有冷却套23,所述冷却套23与挤料端头的圆心在同一轴线上,所述冷却套23的侧壁内部设有风扇24。在挤出管材的时候,管
材经过冷却套23的内部,通过风扇24提供冷风,便于对管材降温,加速管材的定型,避免变形。
36.该聚乙烯pe管生产用新型挤出机通过第一空心管2、第二空心管3和实心管4组成挤出端头,利用第一挤出槽5、第二挤出槽6将原料挤出成管,通过隔热的马达带动隔热盘10旋转,即可驱动封闭板11旋转,便于封闭第一通腔8或者第二通腔9,以此只保留第一挤出槽5或者第二挤出槽6与输料管1内连通,根据实际需要选择不同的挤出槽挤出不同规格的管材,切换更加方便,效率高。且输料管1使用的过程中,通过转轴17以及螺旋叶片18旋转进行送料,通过加热丝21加热,使得转轴17具备一定的温度,避免在输送的时候原料凝固。同时,在挤出管材的时候,管材经过冷却套23的内部,通过风扇24提供冷风,便于对管材降温,加速管材的定型,避免变形,功能多样化。
37.以上显示和描述了本实用新型的基本原理、主要特征和优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1