一种防飞边密封工装的制作方法
本技术涉及橡胶制品加工,特别是涉及一种防飞边密封工装。
背景技术:
1、橡胶密封圈是由一个或几个零件组成的环形罩,固定在轴承的一个套圈或垫圈上并与另一套圈或垫圈接触或形成窄的迷宫间隙,防止润滑油漏出及外物侵入。
2、参考公开号为:cn216543737u(一种密封圈坯料压制工装)中,提到:在压制环形的密封件(如o型圈、垫圈、星形密封圈)时,操作工人采用剪刀在碾压成一定厚度的生胶料上剪出条状,并搭接成环形的常用加料方式进行零件的压制。采用现工艺规程压制出的零件出现了以下两种问题:1、采用剪刀在生胶料上剪出条状,并搭接成环形的坯料进行零件的压制时,由于是手工下料,无法有效地控制坯料的外形尺寸和重量,则会造成压制出的零件出现不成形和飞边厚度难以控制在合适范围内,飞边难以去除的现象;2、压制出的零件在充高压氮气14mpa,放置三天和七天后,出现了断裂和表面起气泡的现象,从而造成了产品的气密性不合格,合格率仅达到了20%左右。
3、所以,根据现有橡胶密封圈的压制情况,现提出一种防飞边密封工装,实现一种双环形切刀的密封压制结构,提高橡胶密封圈压制成型效率和质量,以提高产品竞争力,丰富市场多样化。
技术实现思路
1、本实用新型的目的是提供一种防飞边密封工装,实现一种双环形切刀的密封压制结构,提高橡胶密封圈压制成型效率和质量。
2、为了实现上述目的,本实用新型采用了如下技术方案:
3、一种防飞边密封工装,包括:
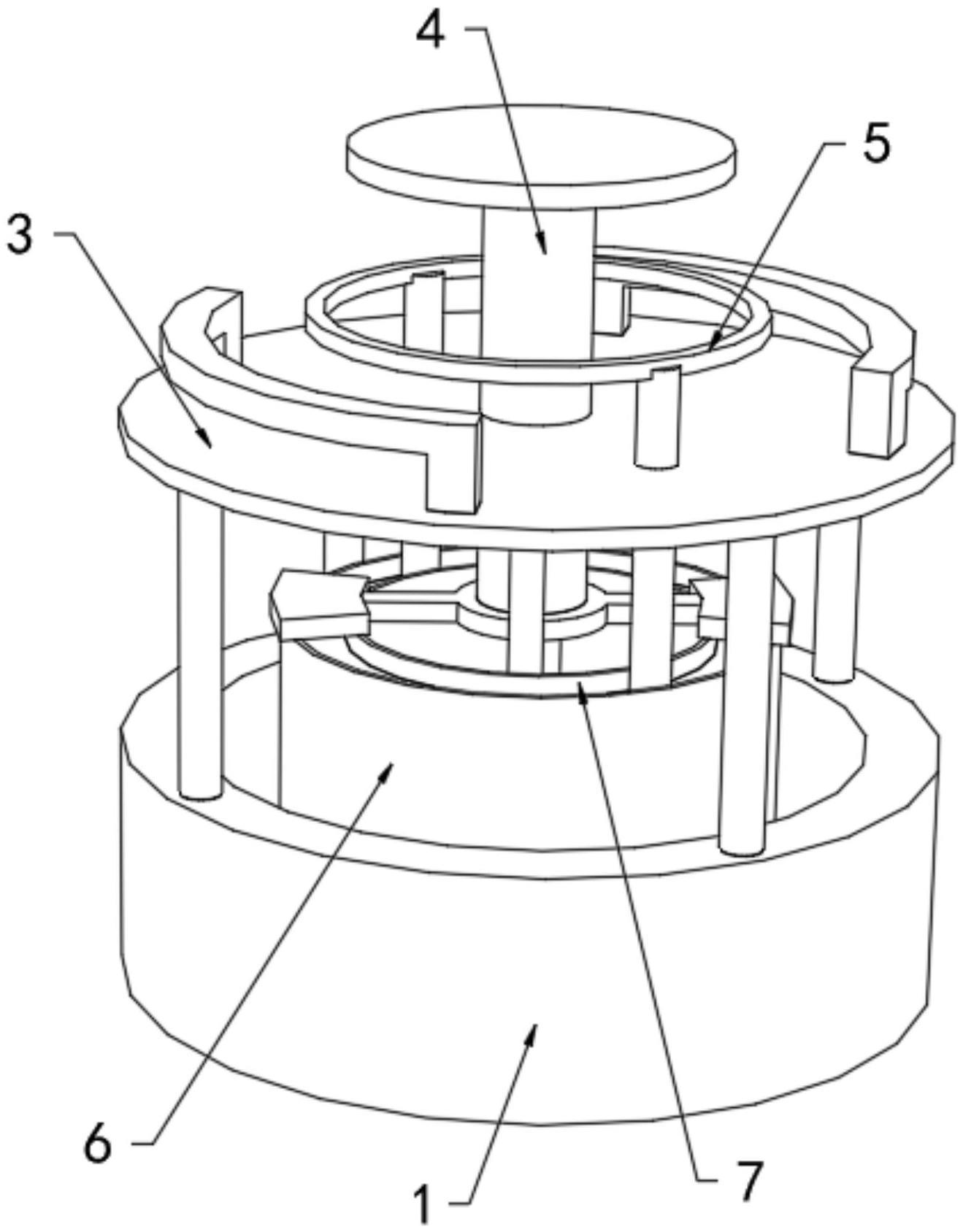
4、顶板,所述顶板的下方连接有外压板和内压板,所述外压板呈环形结构同轴心套在内压板外;
5、第一切刀和第二切刀,所述第一切刀和第二切刀呈环形结构,第一切刀外壁贴合外压板内壁,第二切刀内壁贴合内压板外壁,第一切刀和第二切刀顶部连接有推杆,推杆向上滑动贯穿至顶板上方;
6、活塞环,所述活塞环设置在第一切刀和第二切刀之间,所述活塞环的顶部连接有贯穿至顶板上方的滑杆,滑杆的顶部连接有推环。
7、优选的,所述推杆设置在顶板轴心位置处,所述推杆的底端安装有压板,压板与第一切刀和第二切刀顶部连接。
8、优选的,所述外压板内侧底部的竖直切面,和内压板外侧底部的竖直切面,呈竖直状态。
9、优选的,所述外压板和内压板的顶部分别使用连杆与顶板安装。
10、优选的,所述推环套在推杆外,活塞环的高度小于第一切刀的高度。
11、优选的,所述顶板顶部安装有提手。
12、本实用新型至少具备以下有益效果:
13、1.通过设置第一切刀和第二切刀竖直向下切割呈环形胶料,推杆推环竖直活动,可以一次成环形结构的橡胶圈密封压制装置,该装置还可以有效的防止橡胶圈压制出现飞边的情况,密封压制工装操作稳定,橡胶圈加工效率高,质量好。
14、2.通过第一切刀、第二切刀和活塞环的设置,可以便于压制切割的环形橡胶圈的推出,提高密封工装使用性。
技术特征:
1.一种防飞边密封工装,其特征在于,包括:
2.根据权利要求1所述的一种防飞边密封工装,其特征在于,所述推杆(4)设置在顶板(3)轴心位置处,所述推杆(4)的底端安装有压板,压板与第一切刀(6)和第二切刀(7)顶部连接。
3.根据权利要求1所述的一种防飞边密封工装,其特征在于,所述外压板(1)内侧底部的竖直切面,和内压板(2)外侧底部的竖直切面,呈竖直状态。
4.根据权利要求1所述的一种防飞边密封工装,其特征在于,所述外压板(1)和内压板(2)的顶部分别使用连杆与顶板(3)安装。
5.根据权利要求1所述的一种防飞边密封工装,其特征在于,所述推环(5)套在推杆(4)外,活塞环(9)的高度小于第一切刀(6)的高度。
6.根据权利要求1所述的一种防飞边密封工装,其特征在于,所述顶板(3)顶部安装有提手。
技术总结
本技术涉及橡胶制品加工技术领域,尤其涉及一种防飞边密封工装,目的为实现一种双环形切刀的密封压制结构,提高橡胶密封圈压制成型效率和质量。一种防飞边密封工装,包括:顶板,所述顶板的下方连接有外压板和内压板,所述外压板呈环形结构同轴心套在内压板外;第一切刀和第二切刀,所述第一切刀和第二切刀呈环形结构,第一切刀外壁贴合外压板内壁,第二切刀内壁贴合内压板外壁。本技术通过设置第一切刀和第二切刀竖直向下切割呈环形胶料,推杆推环竖直活动,可以一次成环形结构的橡胶圈密封压制装置,该装置还可以有效的防止橡胶圈压制出现飞边的情况,密封压制工装操作稳定,橡胶圈加工效率高,质量好。
技术研发人员:刘加斌
受保护的技术使用者:勃乐氏密封系统(太仓)有限公司
技术研发日:20221107
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!