提升金属包胶件合格率成型的模具的制作方法
本技术涉及一种提升金属包胶件合格率成型的模具,属于模具。
背景技术:
1、为了实现将橡胶体5压入金属体6内部通孔构成所需的金属包胶件,由于橡胶体5具有弹性,工人手动将橡胶体5压入金属体6内部通孔时,会受到发生弹性变形后橡胶体5弹性反抗力从而增加劳动强度进而降低了生产效率,需要借助模具来达到便于实力的过程。
2、现有采用的模具如图2所示,型芯2安装在下模板1内,中模板3安装在下模板1上供橡胶体5放在型芯2中,橡胶体5套在型芯2上,通过上模板4将金属体6与橡胶体5完成压入成型构成金属包胶件;虽然,能通过上模板4实现金属体6与橡胶体5压入成型,但是,在压入成型时,各个部件均为紧密接触而未有容纳空气的空间,导致在金属体6与橡胶体5压入成型时,产生的高压气体无法排出橡胶体5与金属体6顶部或底部,导致橡胶体5与金属体6成型压入不到位,橡胶体5与金属体6接触不完全粘接不牢固,构成所需的金属包胶件报废率在70%。
技术实现思路
1、为解决上述技术问题,本实用新型提供了一种提升金属包胶件合格率成型的模具。
2、本实用新型通过以下技术方案得以实现。
3、本实用新型提供的一种提升金属包胶件合格率成型的模具,包括:
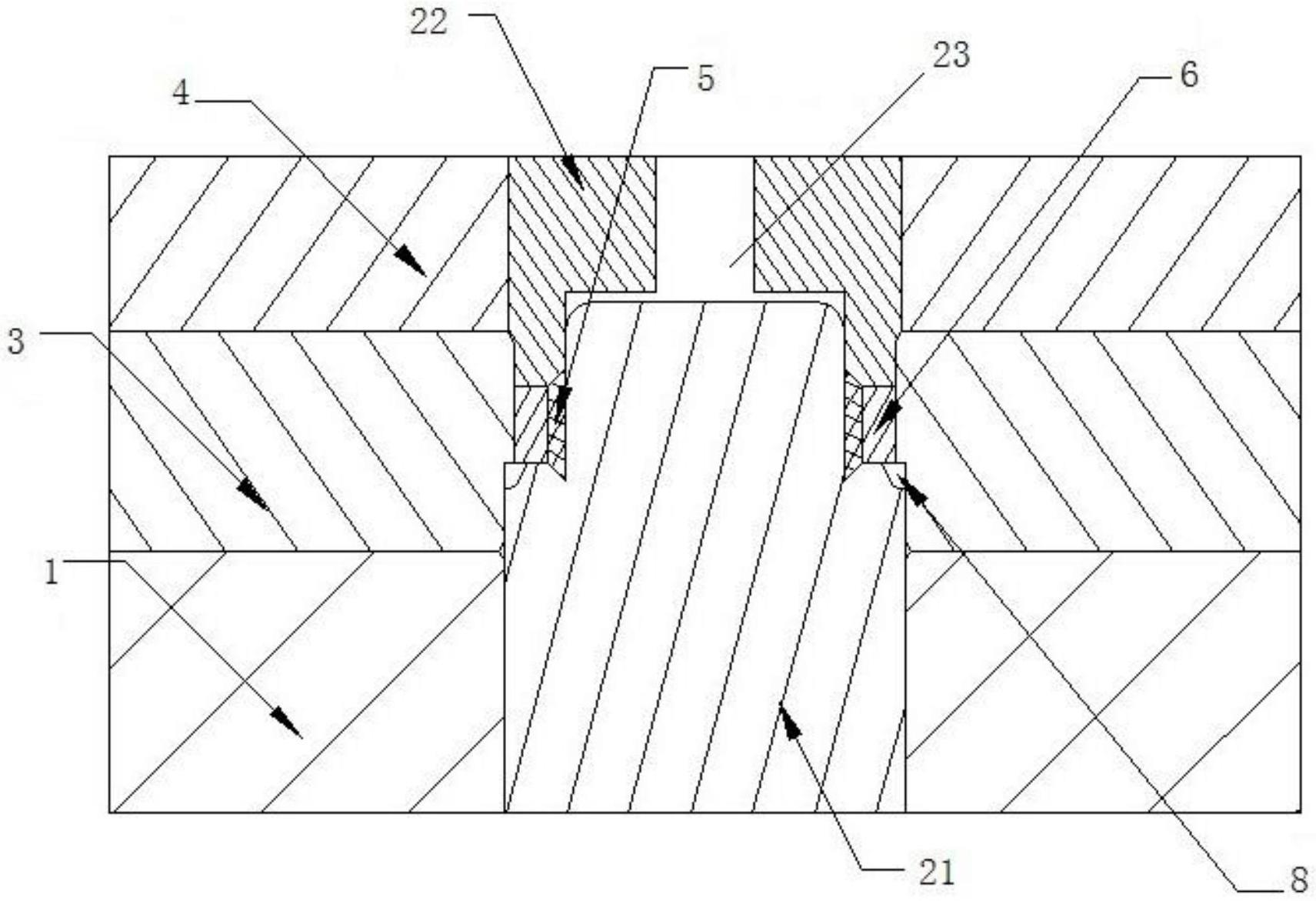
4、下型芯,下型芯顶端设有供橡胶体、金属体安装定位后进行压入的定位部;
5、中模板,中模板中部设有通孔供下型芯贯穿,下型芯顶端定位部外周设有槽口,槽口与金属体、中模板形成用于容纳气体的型腔;
6、上型芯,上型芯可套装在下型芯顶端,上型芯下压橡胶体与金属体成型压入。
7、还包括下模板。
8、提供安装基础的所述下模板中部设有通孔供下型芯进行安装。
9、所述中模板安装在下模板上。
10、所述上型芯对应下型芯顶端的中部有排气通孔。
11、还包括上模板。
12、所述上模板中部设有通孔供上型芯导向运动下压运动。
13、所述上型芯外部有限位台阶端与中模板进行限位配合。
14、本实用新型的有益效果在于:在金属体与橡胶体压入成型时,产生的高压气体排入型腔中,达到橡胶体与金属体成型压入不到位,解决了橡胶体与金属体成型压入不到位的问题,在金属体与橡胶体完全压入过程中,金属体与橡胶体接触完全,并且橡胶体与金属体过盈压入实现粘接牢固,避免了橡胶体与金属体接触不完全粘接不牢固。
技术特征:
1.一种提升金属包胶件合格率成型的模具,其特征在于,包括:
2.如权利要求1所述的提升金属包胶件合格率成型的模具,其特征在于:还包括下模板(1)。
3.如权利要求2所述的提升金属包胶件合格率成型的模具,其特征在于:提供安装基础的所述下模板(1)中部设有通孔供下型芯(21)进行安装。
4.如权利要求1所述的提升金属包胶件合格率成型的模具,其特征在于:所述中模板(3)安装在下模板(1)上。
5.如权利要求1所述的提升金属包胶件合格率成型的模具,其特征在于:所述上型芯(22)对应下型芯(21)顶端的中部有排气通孔(23)。
6.如权利要求1所述的提升金属包胶件合格率成型的模具,其特征在于:还包括上模板(4)。
7.如权利要求6所述的提升金属包胶件合格率成型的模具,其特征在于:所述上模板(4)中部设有通孔供上型芯(22)导向运动下压运动。
8.如权利要求1所述的提升金属包胶件合格率成型的模具,其特征在于:所述上型芯(22)外部有限位台阶端与中模板(3)进行限位配合。
技术总结
本技术公开了一种提升金属包胶件合格率成型的模具,包括:下型芯,下型芯顶端设有供橡胶体、金属体安装定位后进行压入的定位部;中模板,中模板中部设有通孔供下型芯贯穿,下型芯顶端定位部外周设有槽口,槽口与金属体、中模板形成用于容纳气体的型腔;上型芯,上型芯可套装在下型芯顶端,上型芯下压橡胶体与金属体成型压入。在金属体与橡胶体压入成型时,产生的高压气体排入型腔中,达到橡胶体与金属体成型压入不到位,解决了橡胶体与金属体成型压入不到位的问题,在金属体与橡胶体完全压入过程中,金属体与橡胶体接触完全,并且橡胶体与金属体过盈压入实现粘接牢固,避免了橡胶体与金属体接触不完全粘接不牢固。
技术研发人员:李寻,黄世祥,冉寒,李霞,何伟
受保护的技术使用者:贵州红阳机械有限责任公司
技术研发日:20221027
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!