一种热铆工装的制作方法
本技术属于加工装置机械,尤其涉及一种热铆工装。
背景技术:
1、灯具是汽车的重要功能件和外观件,现代汽车灯具的设计,在满足法规的基础上,还要符合整车的造型风格,由于外观不规则,且结构复杂,车灯总成设计为由多个零件装配组成,以满足法规和造型要求。装配是车灯设计和制造过程需要考虑的一个重要课题。
2、由于加热后铆钉的塑性高、硬度降低,钉头成型容易,所以在高位制动灯的电路板与壳体的组装过程中,热铆工艺应用的十分广泛,但是现有的热铆组装大都是靠人工来手动组装,需要人工对电路板上的铆点进行逐一热铆将电路板与壳体进行固定,由于在热铆过程中,热铆头的温度比较高,很容易对操作人员造成烫伤,所以市面上开始出现有一些热铆机,以取代手工的热铆操作,但是在热铆机的热铆过程中,热铆后的热铆处温度较高,配件之间的连接未完成定型,那么在热铆头上升时,热铆头与配件之间会产生粘结力而带动产品进行移动,使得产品的位置发生改变,导致配件之间的热铆间隙变大,容易出现不良品。
技术实现思路
1、本实用新型的目的是针对现有的技术存在上述问题,提出了一种操作简单,加工稳定的热铆工装。
2、本实用新型的目的可通过下列技术方案来实现:一种热铆工装,包括:
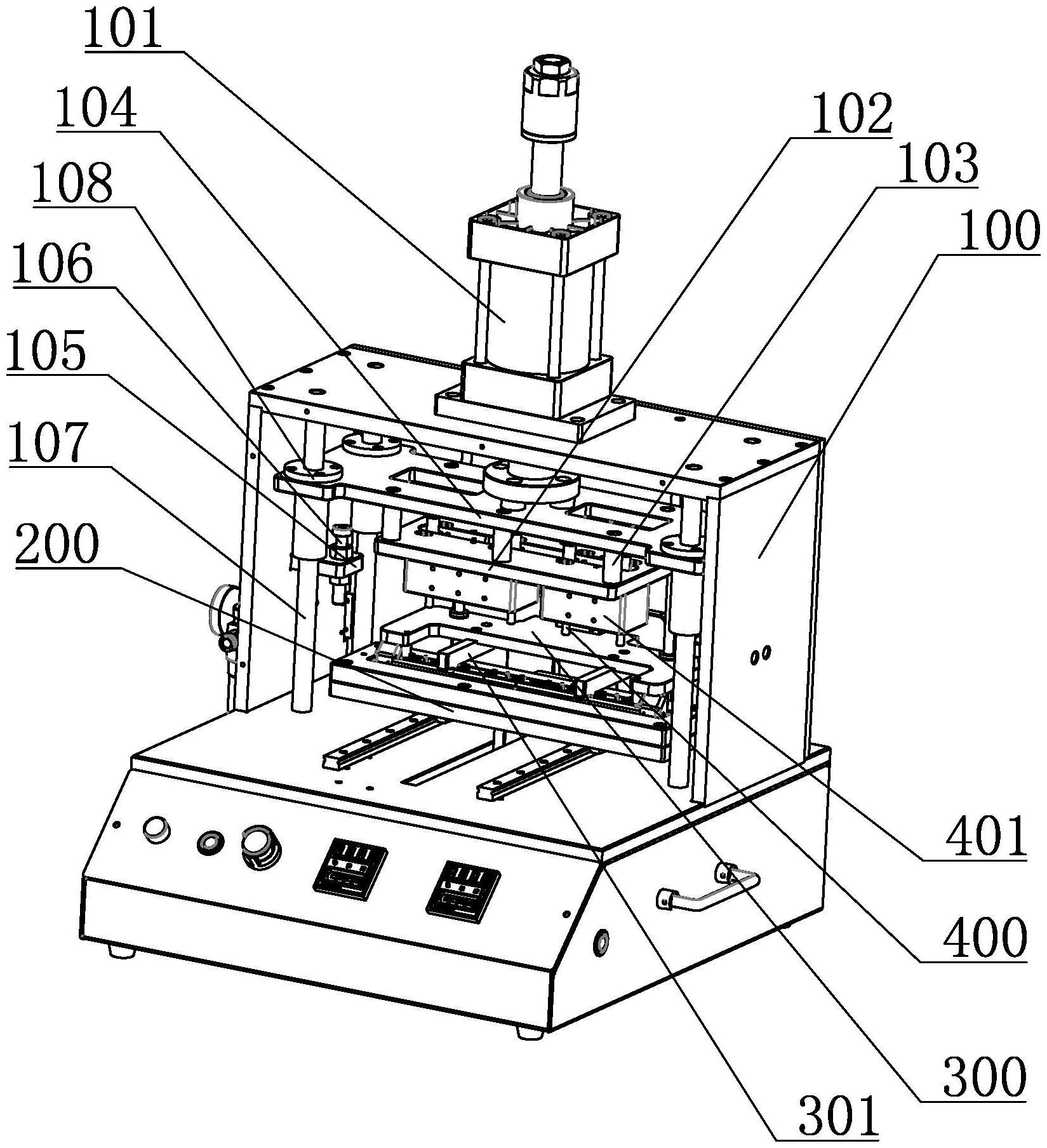
3、安装机架,所述安装机架上设置有热铆单元,所述热铆单元与所述安装机架之间有热铆驱动单元,所述热铆驱动单元与热铆单元驱动连接,可带动热铆单元在竖直方向上进行上下移动对制动灯内的电路板上的铆点进行热铆;
4、送料模块,所述送料模块包括载具板,所述载具板与安装机架之间设置有载具板驱动单元,载具板驱动单元与载具板驱动连接,可带动载具板向着热铆单元的方向进行移动;
5、还包括:
6、预压模块,所述预压模块包括设置在安装机架上的预压板,所述预压板上固定设置有多根预压柱,所述预压板与安装机架之间设置有预压板驱动单元,预压板驱动单元与预压板驱动连接,可带动预压板在竖直方向上进行上下往复式运动。
7、在上述的一种热铆工装中,所述预压板驱动单元包括竖直固定在安装机架上的固定板以及固定设置在固定板上的预压气缸,所述预压气缸的壳体与固定板相固定,所述预压气缸的气缸轴竖直向下与预压板相固定。
8、在上述的一种热铆工装中,所述热铆单元包括热熔头以及与热铆驱动单元固定连接的加热块,所述热熔头的一端穿过所述加热块从加热块内伸出,热熔头的另一端伸进加热块内且另一端与加热块之间还设置有伸出长度调节单元。
9、在上述的一种热铆工装中,所述伸出长度调节单元包括调节螺杆和锁紧螺母,所述调节螺杆竖直向下伸进加热块内与加热块螺纹连接,且调节螺杆伸进加热块的一端与热熔头的另一端相固定,所述锁紧螺母套在调节螺杆上与调节螺杆螺纹连接将调节螺杆与加热块相固定,且使得调节螺杆伸进加热块内的距离可调。
10、在上述的一种热铆工装中,所述锁紧螺母的端面上设置有多个散热通孔。
11、在上述的一种热铆工装中,所述载具板驱动单元包括水平设置在安装机架上的无杆气缸,无杆气缸的滑块与载具板相固定可带动载具板向着热铆定位处进行移动。
12、在上述的一种热铆工装中,所述安装机架上设置有第一限位块,所述第一限位块位于无杆气缸朝向预压板的一端,所述第一限位块上设置有第一限位缓冲器。
13、在上述的一种热铆工装中,热铆驱动单元包括驱动气缸,驱动气缸的气缸壳固定在安装机架上,驱动气缸的气缸轴竖直向下与加热块固定连接。
14、在上述的一种热铆工装中,所述加热块与驱动气缸的气缸轴之间通过连接板进行固定连接,所述驱动机架上设置有多个竖直方向的导向杆,所述导向杆上套有可相对导向杆进行上下移动的导向套,所述导向套与连接板相固定。
15、在上述的一种热铆工装中,安装机架上设置有第二限位块,第二限位块位于驱动气缸的气缸轴的前进方向上,且第二限位块上设置有第二限位缓冲器。
16、与现有技术相比,本实用新型的有益效果为:
17、(1)、一种热铆工装,包括安装机架,安装机架上设置有热铆单元与送料模块,可实现对制动灯的半自动热铆组装;
18、(2)、且安装机架上还设置有预压模块,预压模块包括设置在安装机架上的预压板,预压板上固定设置有多根预压柱,在热铆单元对制动灯进行热铆组装之前,预压模块可对制动灯壳体进行按压固定,防止在热铆过程中,制动灯可能会移动;且在热铆加工完成后,预压板保持对制动灯的按压固定,避免因热铆单元与产品之间的粘结力使得在热铆单元上升的过程中,制动灯的位置会发生改变,导致电路板与制动灯壳体之间的热铆间隙变大,可提高加工的稳定性;
19、(3)、热熔头的另一端伸进加热块内且另一端与加热块之间还设置有伸出长度调节单元,可对热熔头的伸出长度进行调节,保证热熔头与铆点的充分接触,保证产品热铆的一致性。
技术特征:
1.一种热铆工装,包括:
2.根据权利要求1所述的一种热铆工装,其特征在于,所述预压板驱动单元包括竖直固定在安装机架上的固定板以及固定设置在固定板上的预压气缸,所述预压气缸的壳体与固定板相固定,所述预压气缸的气缸轴竖直向下与预压板相固定。
3.根据权利要求1所述的一种热铆工装,其特征在于,所述热铆单元包括热熔头以及与热铆驱动单元固定连接的加热块,所述热熔头的一端穿过所述加热块从加热块内伸出,热熔头的另一端伸进加热块内且另一端与加热块之间还设置有伸出长度调节单元。
4.根据权利要求3所述的一种热铆工装,其特征在于,所述伸出长度调节单元包括调节螺杆和锁紧螺母,所述调节螺杆竖直向下伸进加热块内与加热块螺纹连接,且所述调节螺杆伸进加热块的一端与热熔头的另一端相固定,所述锁紧螺母套在调节螺杆上与调节螺杆螺纹连接将调节螺杆与加热块相固定,且使得调节螺杆伸进加热块内的距离可调。
5.根据权利要求4所述的一种热铆工装,其特征在于,所述锁紧螺母的端面上设置有多个散热通孔。
6.根据权利要求1所述的一种热铆工装,其特征在于,所述载具板驱动单元包括水平设置在安装机架上的无杆气缸,所述无杆气缸的滑块与所述载具板相固定可带动载具板向着热铆定位处进行移动。
7.根据权利要求6所述的一种热铆工装,其特征在于,所述安装机架上设置有第一限位块,所述第一限位块位于所述无杆气缸朝向所述预压板的一端,所述第一限位块上设置有第一限位缓冲器。
8.根据权利要求4所述的一种热铆工装,其特征在于,所述热铆驱动单元包括驱动气缸,所述驱动气缸的气缸壳固定在安装机架上,所述驱动气缸的气缸轴竖直向下与加热块固定连接。
9.根据权利要求8所述的一种热铆工装,其特征在于,所述加热块与驱动气缸的气缸轴之间通过连接板进行固定连接,所述安装机架上设置有多个竖直方向的导向杆,所述导向杆上套有可相对导向杆进行上下移动的导向套,所述导向套与连接板相固定。
10.根据权利要求8或9所述的一种热铆工装,其特征在于,所述安装机架上设置有第二限位块,所述第二限位块位于驱动气缸的气缸轴的前进方向上,且所述第二限位块上设置有第二限位缓冲器。
技术总结
本技术提供了一种热铆工装,属于加工装置机械技术领域,包括安装机架,安装机架上设置有热铆单元,热铆单元与安装机架之间有热铆驱动单元;送料模块,送料模块包括载具板,载具板与安装机架之间设置有载具板驱动单元;还包括预压模块,预压模块包括设置在安装机架上的预压板,预压板上固定设置有多根预压柱,预压板与安装机架之间设置有预压板驱动单元,预压板驱动单元与预压板驱动连接,可带动预压板在竖直方向上进行上下往复式运动;优点是在热铆加工完成后,预压板保持对制动灯的按压固定,避免因热铆单元与产品之间的粘结力使得在热铆单元上升的过程中,制动灯的位置会发生改变,可提高加工的稳定性。
技术研发人员:杨春,徐喆,孙啸弟
受保护的技术使用者:宁波福尔达智能科技股份有限公司
技术研发日:20221103
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!