轻量化纯电动汽车封闭式格栅精密注塑模具的制作方法
本技术属于模具,涉及一种轻量化纯电动汽车封闭式格栅精密注塑模具。
背景技术:
1、通常,汽车格栅通过模具注塑成型工艺进行制造和生产,由于汽车格栅中间区域的网格结构通常比较复杂。现有的汽车格栅注塑模具在注塑成型过程中,难以同步成型格栅所需的空隙结构,需要进行二次加工,成型周期较长,成型精度较为一般,若采用固定式空隙成型结构,容易对脱模造成影响,实用性较差。
2、为了克服现有技术的不足,人们经过不断探索,提出了各种各样的解决方案,如中国专利公开了一种汽车格栅的成型模具[申请号:202210246005.7],包括下模和动模,所述下模的内部固设有模型内槽,所述动模的下端设有定型上模,所述模型内槽的内部固设有型腔,所述型腔的内部安装有格栅板,所述型腔的内侧设有密封边槽,所述下模的内部设有定位内槽。本发明在脱模时,通过支撑轴杆升起,使第二气压送气管路的一端与限位内腔的内部处于同一位置,通过气体加压后,使内缩充气柱下移,此时送气出口与限位内腔形成连通状态,进而将气体由送气出口送入限位顶架的内壁与产品的下表面之间。但是该方案在注塑成型过程中,仍然难以同步成型格栅所需的空隙结构,需要进行二次加工,成型周期较长,成型精度较为一般,若采用固定式空隙成型结构,容易对脱模造成影响,存在实用性较差的缺陷。
技术实现思路
1、本实用新型的目的是针对上述问题,提供一种轻量化纯电动汽车封闭式格栅精密注塑模具。
2、为达到上述目的,本实用新型采用了下列技术方案:
3、一种轻量化纯电动汽车封闭式格栅精密注塑模具,包括注塑上模,所述的注塑上模内设有上镶座,所述的上镶座内设有格栅成型上部,所述的上镶座内还设有滑动式格栅空隙成型组件,所述的滑动式格栅空隙成型组件与格栅成型上部的位置相对应,所述的注塑上模上方设有注塑件。
4、在上述的轻量化纯电动汽车封闭式格栅精密注塑模具中,所述的滑动式格栅空隙成型组件包括设置于上镶座内的若干格栅空隙成型滑块,所述的格栅空隙成型滑块与格栅成型上部的位置相对应,所述的注塑上模内设有滑块连接件,所述的滑块连接件与格栅空隙成型滑块相连。
5、在上述的轻量化纯电动汽车封闭式格栅精密注塑模具中,所述的若干格栅空隙成型滑块沿上镶座中心线对称设置,所述的格栅空隙成型滑块与上镶座相抵接配合。
6、在上述的轻量化纯电动汽车封闭式格栅精密注塑模具中,所述的滑块连接件包括设置于注塑上模内的连接滑杆,所述的连接滑杆贯穿通过上镶座且与格栅空隙成型滑块相连。
7、在上述的轻量化纯电动汽车封闭式格栅精密注塑模具中,所述的格栅成型上部包括设置于上镶座内的格栅成型上腔室,所述的格栅空隙成型滑块与格栅成型上腔室的位置相对应。
8、在上述的轻量化纯电动汽车封闭式格栅精密注塑模具中,所述的上镶座内还设有内侧防偏卡件,所述的内侧防偏卡件与格栅成型上腔室交错设置。
9、在上述的轻量化纯电动汽车封闭式格栅精密注塑模具中,所述的内侧防偏卡件包括设置于上镶座内的内侧卡块,所述的内侧卡块与格栅成型上腔室交错设置。
10、在上述的轻量化纯电动汽车封闭式格栅精密注塑模具中,所述的内侧卡块内设有若干对位孔。
11、在上述的轻量化纯电动汽车封闭式格栅精密注塑模具中,所述的注塑件包括设置于注塑上模上方的注塑主板,所述的注塑主板内设有注塑孔。
12、在上述的轻量化纯电动汽车封闭式格栅精密注塑模具中,所述的注塑上模内设有若干冷却水管,所述的冷却水管延伸通入至上镶座内。
13、与现有的技术相比,本实用新型的优点在于:
14、1、本实用新型在使用过程中,注塑上模与相对应的下模相抵接,形成完整的型腔,将熔融物料通过注塑件注入至型腔内,格栅成型上部用以成型格栅的上部结构,滑动式格栅空隙成型组件用以同步成型格栅所需的空隙结构,无需进行二次加工,缩短成型周期,成型精度高,在成型完成后,将滑动式格栅空隙成型组件进行滑动,有利于在下一步脱模过程中将成型塑件进行快速脱模,降低操作难度,实用性较强。
15、2、本实用新型通过设置内侧卡块,用以在合模过程中与相对应的下模进行卡接固定,达到内侧防偏的作用,避免在合模过程中其型腔内部发生位移偏差,塑件精确度较高。
16、本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
技术特征:
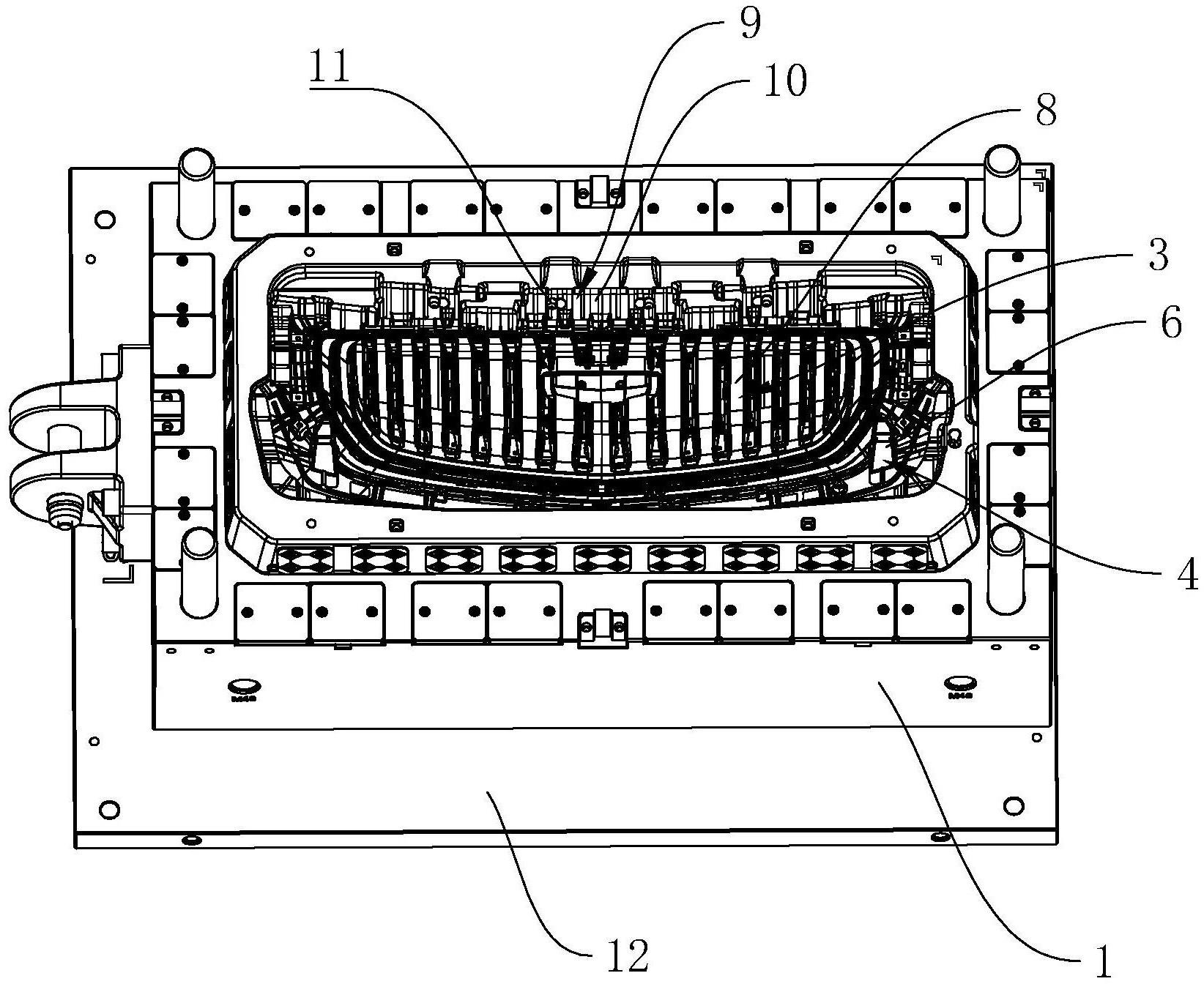
1.一种轻量化纯电动汽车封闭式格栅精密注塑模具,包括注塑上模(1),其特征在于,所述的注塑上模(1)内设有上镶座(2),所述的上镶座(2)内设有格栅成型上部(3),所述的上镶座(2)内还设有滑动式格栅空隙成型组件(4),所述的滑动式格栅空隙成型组件(4)与格栅成型上部(3)的位置相对应,所述的注塑上模(1)上方设有注塑件(5)。
2.根据权利要求1所述的一种轻量化纯电动汽车封闭式格栅精密注塑模具,其特征在于,所述的滑动式格栅空隙成型组件(4)包括设置于上镶座(2)内的若干格栅空隙成型滑块(6),所述的格栅空隙成型滑块(6)与格栅成型上部(3)的位置相对应,所述的注塑上模(1)内设有滑块连接件(7),所述的滑块连接件(7)与格栅空隙成型滑块(6)相连。
3.根据权利要求2所述的一种轻量化纯电动汽车封闭式格栅精密注塑模具,其特征在于,所述的若干格栅空隙成型滑块(6)沿上镶座(2)中心线对称设置,所述的格栅空隙成型滑块(6)与上镶座(2)相抵接配合。
4.根据权利要求3所述的一种轻量化纯电动汽车封闭式格栅精密注塑模具,其特征在于,所述的滑块连接件(7)包括设置于注塑上模(1)内的连接滑杆(77),所述的连接滑杆(77)贯穿通过上镶座(2)且与格栅空隙成型滑块(6)相连。
5.根据权利要求4所述的一种轻量化纯电动汽车封闭式格栅精密注塑模具,其特征在于,所述的格栅成型上部(3)包括设置于上镶座(2)内的格栅成型上腔室(8),所述的格栅空隙成型滑块(6)与格栅成型上腔室(8)的位置相对应。
6.根据权利要求5所述的一种轻量化纯电动汽车封闭式格栅精密注塑模具,其特征在于,所述的上镶座(2)内还设有内侧防偏卡件(9),所述的内侧防偏卡件(9)与格栅成型上腔室(8)交错设置。
7.根据权利要求6所述的一种轻量化纯电动汽车封闭式格栅精密注塑模具,其特征在于,所述的内侧防偏卡件(9)包括设置于上镶座(2)内的内侧卡块(10),所述的内侧卡块(10)与格栅成型上腔室(8)交错设置。
8.根据权利要求7所述的一种轻量化纯电动汽车封闭式格栅精密注塑模具,其特征在于,所述的内侧卡块(10)内设有若干对位孔(11)。
9.根据权利要求8所述的一种轻量化纯电动汽车封闭式格栅精密注塑模具,其特征在于,所述的注塑件(5)包括设置于注塑上模(1)上方的注塑主板(12),所述的注塑主板(12)内设有注塑孔。
10.根据权利要求9所述的一种轻量化纯电动汽车封闭式格栅精密注塑模具,其特征在于,所述的注塑上模(1)内设有若干冷却水管(13),所述的冷却水管(13)延伸通入至上镶座(2)内。
技术总结
本技术属于模具技术领域,尤其涉及一种轻量化纯电动汽车封闭式格栅精密注塑模具。本技术,包括注塑上模,所述的注塑上模内设有上镶座,所述的上镶座内设有格栅成型上部。本技术在使用过程中,注塑上模与相对应的下模相抵接,形成完整的型腔,将熔融物料通过注塑件注入至型腔内,格栅成型上部用以成型格栅的上部结构,滑动式格栅空隙成型组件用以同步成型格栅所需的空隙结构,无需进行二次加工,缩短成型周期,成型精度高,在成型完成后,将滑动式格栅空隙成型组件进行滑动,有利于在下一步脱模过程中将成型塑件进行快速脱模,降低操作难度,实用性较强。
技术研发人员:毛德军
受保护的技术使用者:台州市黄岩联盛模塑有限公司
技术研发日:20221108
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!