一种侧胶口自动切断料头结构的制作方法
本技术属于注塑,特别涉及一种侧胶口自动切断料头结构。
背景技术:
1、注塑技术就是将熔融的塑料利用压力注进塑料制品模具中,冷却成型得到想要各种塑料件的一种技术。注塑时,常见的进胶口有:盘形浇口、扇形浇口、环形浇口、点 浇 口、侧 浇 口、直接浇口、潜伏浇口,而在实际注塑生产中,生产者会就产品的实际结构与生产情况来选择需要的进胶方式。侧浇口是一种较为常见的进胶口设置方法,许多塑胶模具有很多产品要用到侧进胶方式,传统侧进胶方式生产的产品,脱模后产品是与料头连接在一起的,需要后期进行去除料头的工作,浪费人力且品质还得不到保障;或者,也可采用模内热切方式去除料头,但成本高,后期维护较为困难。
技术实现思路
1、实用新型目的:为了克服以上不足,本实用新型的目的是提供一种侧胶口自动切断料头结构,其结构简单,设计合理,操作便捷,省时省力,切断效果好,保证了产品的质量,且节约了生产成本,维护方便。
2、技术方案:为了实现上述目的,本实用新型提供了一种侧胶口自动切断料头结构,包括成型模具、切断侧板、料头顶杆、切断顶杆、一组零件顶杆,所述切断侧板设于成型模具进料口一侧,所述料头顶杆设于切断侧板一侧,且位于模具注塑流道的下方,所述切断顶杆设于切断侧板远离料头顶杆的一侧,且其上端延伸至成型模具内,所述零件顶杆间隔设于成型模具下侧,且其一端延伸至成型模具内;
3、所述切断侧板包括侧板本体、切断孔,所述切断孔设于侧板本体上,且位于成型模具进料口一侧。本实用新型结构简单,设计合理,操作便捷,省时省力,可在产品脱模时自动将料头和产品分离,提高了生产的便利性,切断效果好,保证了产品的质量,且节约了生产成本,使后期维护更加方便。
4、进一步的,所述成型模具上设有安装槽,所述侧板本体设于安装槽内,且与成型模具连接。安装槽使切断侧板更加贴合产品,提高了料头切断的准确度和效果,减少了后续工作量。
5、进一步的,所述成型模具上设有一组侧成型板,所述侧成型板相对间隔设于成型模具两侧,且与成型模具配合连接。侧成型板与成型模具配合,使产品成型效果更好。
6、进一步的,所述切断孔呈锥台状设置,所述切断孔靠近成型模具一侧开口小于另一侧开口。切断孔可有效将料头与产品切断,方便快捷,大大减少了修整的工作量,省时省力,节约成本。
7、进一步的,所述料头顶杆包括顶杆、顶杆套,所述顶杆套设于顶杆上端,且与顶杆活动连接。料头顶杆可有效将料头顶出,使料头的切断更加方便快捷。
8、进一步的,所述零件顶杆包括一组主顶杆和一组边缘顶杆,所述主顶杆设于成型模具型腔中部两侧,所述边缘顶杆间隔设于型腔的边缘处。零件顶杆可有效将成型后的零件顶出,便于料头的切断,提高了便利性。
9、进一步的,所述顶杆套顶部设有流道槽。流道槽提高了产品的成型效果。
10、进一步的,所述切断顶杆上端位于切断孔的一侧。切断顶杆靠近切断孔设置,保证了产品顶出时料头的切断效果。
11、上述技术方案可以看出,本实用新型具有如下有益效果:
12、1、本实用新型提供的侧胶口自动切断料头结构,结构简单,设计合理,操作便捷,省时省力,可在产品脱模时自动将料头和产品分离,提高了生产的便利性,切断效果好,保证了产品的质量,且节约了生产成本,使后期维护更加方便。
13、2、本实用新型提供的侧胶口自动切断料头结构,安装槽使切断侧板更加贴合产品,提高了料头切断的准确度和效果,减少了后续工作量。侧成型板与成型模具配合,使产品成型效果更好。
14、3、本实用新型提供的侧胶口自动切断料头结构,切断孔可有效将料头与产品切断,方便快捷,大大减少了修整的工作量,省时省力,节约成本。切断顶杆靠近切断孔设置,保证了产品顶出时料头的切断效果。
15、4、本实用新型提供的侧胶口自动切断料头结构,料头顶杆可有效将料头顶出,使料头的切断更加方便快捷。零件顶杆可有效将成型后的零件顶出,便于料头的切断,提高了便利性。流道槽提高了产品的成型效果。
技术特征:
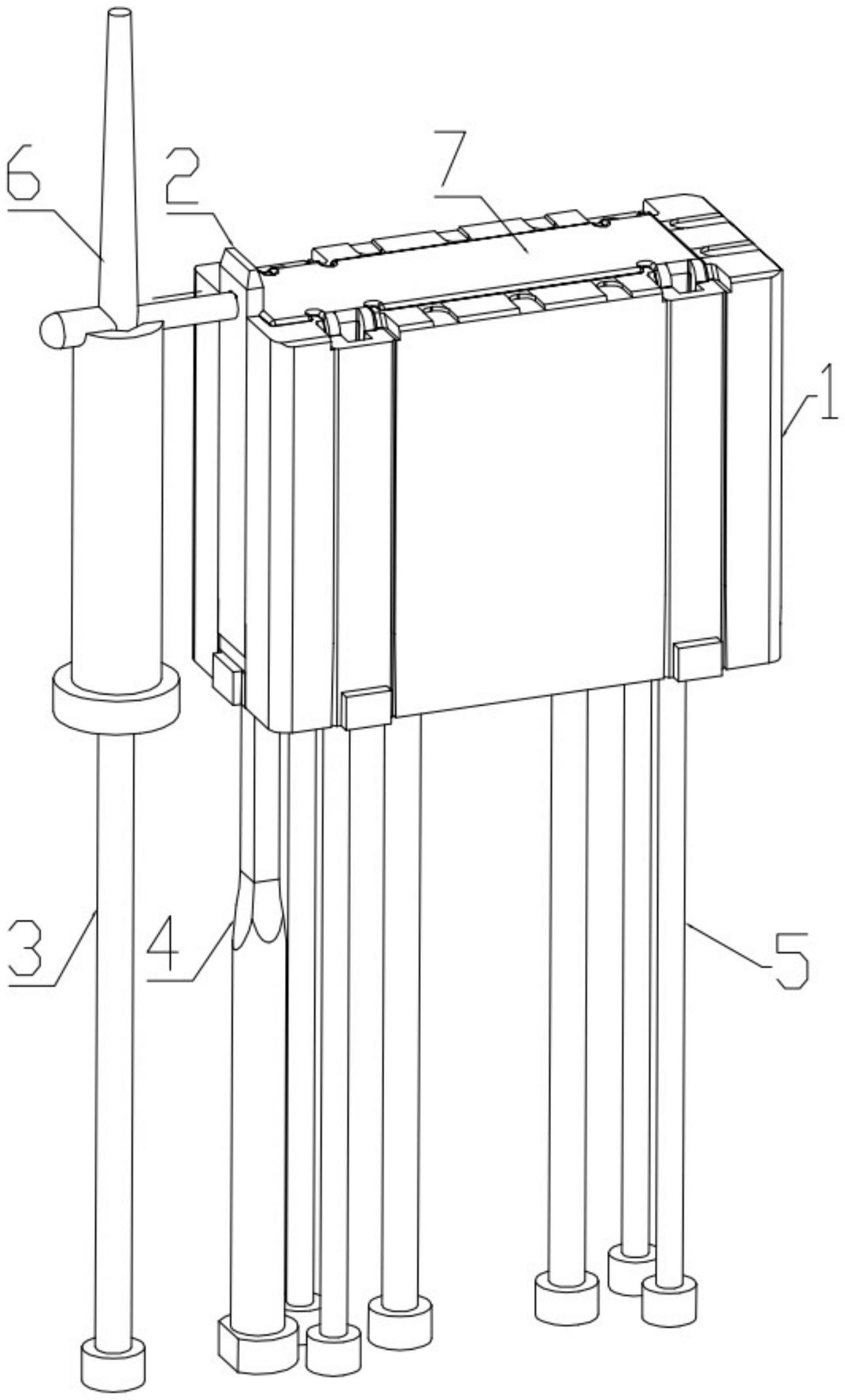
1.一种侧胶口自动切断料头结构,其特征在于:包括成型模具(1)、切断侧板(2)、料头顶杆(3)、切断顶杆(4)、一组零件顶杆(5),所述切断侧板(2)设于成型模具(1)进料口一侧,所述料头顶杆(3)设于切断侧板(2)一侧,且位于模具注塑流道的下方,所述切断顶杆(4)设于切断侧板(2)远离料头顶杆(3)的一侧,且其上端延伸至成型模具(1)内,所述零件顶杆(5)间隔设于成型模具(1)下侧,且其一端延伸至成型模具(1)内;
2.根据权利要求1所述的侧胶口自动切断料头结构,其特征在于:所述成型模具(1)上设有安装槽(10),所述侧板本体(20)设于安装槽(10)内,且与成型模具(1)连接。
3.根据权利要求1所述的侧胶口自动切断料头结构,其特征在于:所述成型模具(1)上设有一组侧成型板(11),所述侧成型板(11)相对间隔设于成型模具(1)两侧,且与成型模具(1)配合连接。
4.根据权利要求1所述的侧胶口自动切断料头结构,其特征在于:所述切断孔(21)呈锥台状设置,所述切断孔(21)靠近成型模具(1)一侧开口小于另一侧开口。
5.根据权利要求1所述的侧胶口自动切断料头结构,其特征在于:所述料头顶杆(3)包括顶杆(30)、顶杆套(31),所述顶杆套(31)设于顶杆(30)上端,且与顶杆(30)活动连接。
6.根据权利要求1所述的侧胶口自动切断料头结构,其特征在于:所述零件顶杆(5)包括一组主顶杆(50)和一组边缘顶杆(51),所述主顶杆(50)设于成型模具(1)型腔中部两侧,所述边缘顶杆(51)间隔设于型腔的边缘处。
7.根据权利要求5所述的侧胶口自动切断料头结构,其特征在于:所述顶杆套(31)顶部设有流道槽(32)。
8.根据权利要求1所述的侧胶口自动切断料头结构,其特征在于:所述切断顶杆(4)上端位于切断孔(21)的一侧。
技术总结
本技术公开了一种侧胶口自动切断料头结构,包括成型模具、切断侧板、料头顶杆、切断顶杆、一组零件顶杆,切断侧板设于成型模具进料口一侧,料头顶杆设于切断侧板一侧,且位于模具注塑流道的下方,切断顶杆设于切断侧板远离料头顶杆的一侧,且其上端延伸至成型模具内,零件顶杆间隔设于成型模具下侧,且其一端延伸至成型模具内;切断侧板包括侧板本体、切断孔,切断孔设于侧板本体上,且位于成型模具进料口一侧,侧板本体与成型模具连接。本技术结构简单,操作便捷,省时省力,可在产品脱模时自动将料头和产品分离,提高了生产的便利性,切断效果好,保证了产品的质量,且节约了生产成本,使后期维护更加方便。
技术研发人员:任黎明
受保护的技术使用者:昆山茂丰电气有限公司
技术研发日:20221123
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!