一种偏光片贴合机构的制作方法
本技术属于偏光片制造设备,具体为一种偏光片贴合机构。
背景技术:
1、在现阶段偏光片制造领域,贴合站采用水胶与uv胶及psa感压胶贴合工艺的偏光片,往往因材料厚度与边侧压花边影响、严重影响贴合站贴合机速的提升。
2、贴合站贴合不稳定,边侧波浪与押花边会导致贴合性不佳、容易出现斜纹与贴合打皱,表现在偏光片产品性能上的会有斜纹压迹、光学指标不稳定。偏光片异常,易造成产品斜纹缺点的不良,影响产品品质和良率。目前的偏光片贴合站都是使用双压轮式工艺,不管在延伸站将tac膜与偏光子三层产品进行贴合,或再在涂布站进行感压胶与延伸站五层产品进行贴合,此类二段处理工艺非常注意贴合性,且贴合不良生产损耗偏高,严重影响到生产稼动,会造成半成品peeling和制程中剥离的异常。
技术实现思路
1、本实用新型的目的在于提供一种偏光片贴合机构,能够降低产品斜纹缺点的不良率,进一步提高偏光片产品品质。
2、为达到上述目的,本实用新型所采用的技术方案是:
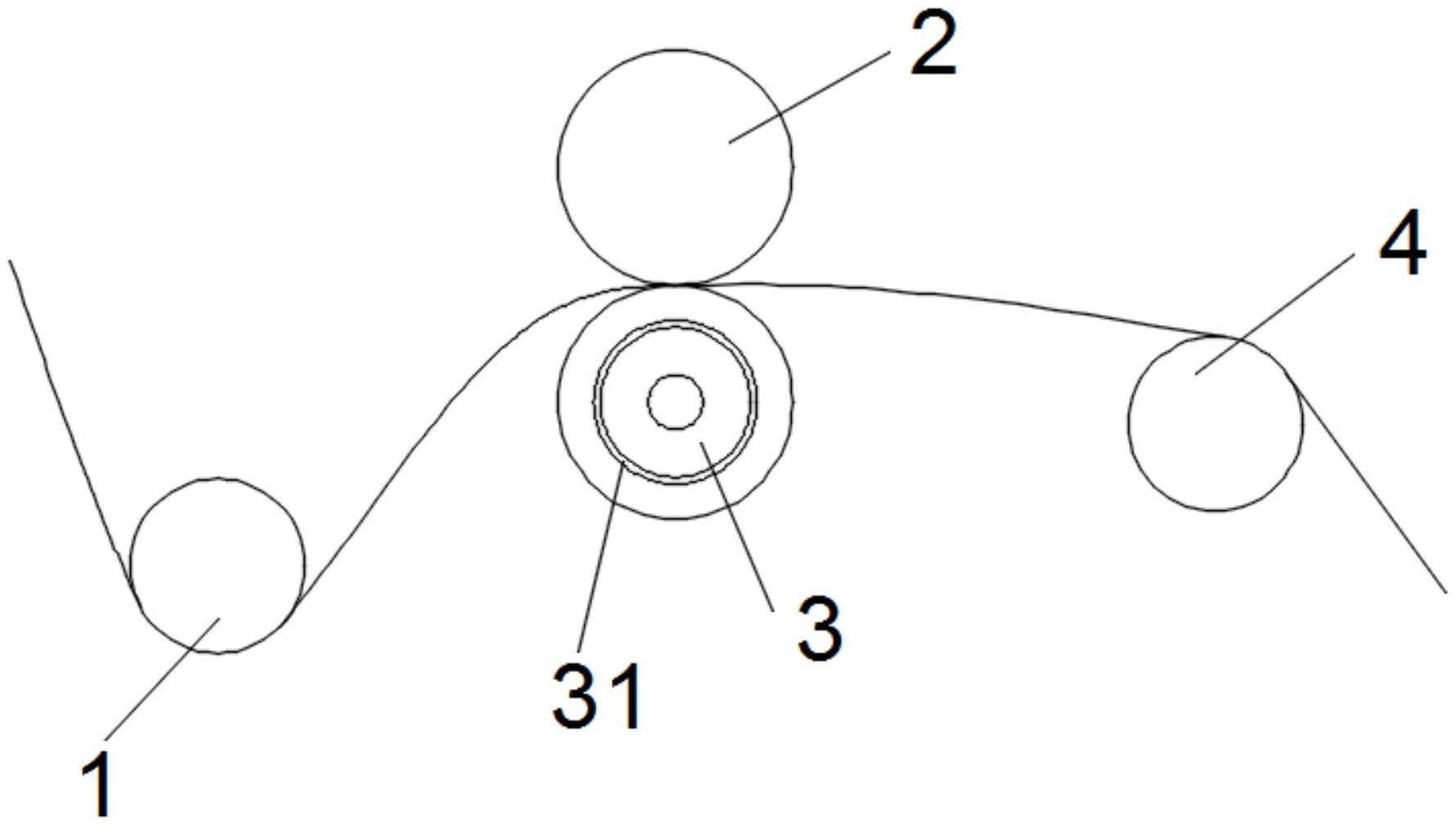
3、一种偏光片贴合机构,包括第一弯曲轮、第二弯曲轮、上贴合轮和下贴合轮;所述上贴合轮和下贴合轮配合挤压偏光片与tac膜贴合;所述第一弯曲轮、上贴合轮和下贴合轮、第二弯曲轮沿tac膜传送方向依次设置;所述第一弯曲轮和第二弯曲轮用于使tac膜平行延展;
4、所述下贴合轮内设有压力感测片;所述下贴合轮设置于转轴上;转轴两侧设有驱动所述下贴合轮移动的压力调节装置;所述压力调节装置作用于调节所述上贴合轮和下贴合轮之间的压力;所述压力感测片电性连接至控制器的输入端;所述控制器的输出端电性连接至压力调节装置。
5、优选的,所述上贴合轮设置为铝轮镀铬辊轮或不锈钢辊轮。
6、优选的,所述下贴合轮设置为液态硅胶辊轮。
7、优选的,所述上贴合轮和下贴合轮贴合压力设置为0.4mp至0.6mpa。
8、优选的,所述压力感测片包裹设置于所述下贴合轮内。
9、优选的,所述下贴合轮的长度小于tac膜幅宽15mm至40mm;所述上贴合轮的长度大于tac膜幅宽。
10、优选的,所述压力调节装置包括气缸和气压系统;所述下贴合轮的转轴与所述气缸的活塞杆转动连接;气压系统控制所述气缸伸缩,所述气压系统与所述控制器电性连接。
11、与现有技术相比,本实用新型所达到的有益效果是:
12、在本实用新型中,通过第一弯曲轮和第二弯曲轮使tac膜平行延展;使经展开的tac膜恢复其伸缩性,通过所述压力调节装置调节所述上贴合轮和下贴合轮之间的压力;能够降低产品斜纹缺点的不良率提高了产品品质,同时能够使偏光片贴合工艺转速提升至不低于55m/min保证正常生产,进一步提高了偏光片的生产效率。
技术特征:
1.一种偏光片贴合机构,其特征在于,包括第一弯曲轮(1)、第二弯曲轮(4)、上贴合轮(2)和下贴合轮(3);所述上贴合轮(2)和下贴合轮(3)配合挤压偏光片与tac膜贴合;所述第一弯曲轮(1)、上贴合轮(2)和下贴合轮(3)、第二弯曲轮(4)沿tac膜传送方向依次设置;所述第一弯曲轮(1)和第二弯曲轮(4)用于使tac膜平行延展;
2.根据权利要求1所述的一种偏光片贴合机构,其特征在于,所述上贴合轮(2)设置为铝轮镀铬辊轮或不锈钢辊轮。
3.根据权利要求1所述的一种偏光片贴合机构,其特征在于,所述下贴合轮(3)设置为液态硅胶辊轮。
4.根据权利要求1所述的一种偏光片贴合机构,其特征在于,所述上贴合轮(2)和下贴合轮(3)贴合压力设置为0.4mp至0.6mpa。
5.根据权利要求1所述的一种偏光片贴合机构,其特征在于,所述压力感测片(31)包裹设置于所述下贴合轮(3)内。
6.根据权利要求1所述的一种偏光片贴合机构,其特征在于,所述下贴合轮(3)的长度小于tac膜幅宽15mm至40mm;所述上贴合轮(2)的长度大于tac膜幅宽。
7.根据权利要求1所述的一种偏光片贴合机构,其特征在于,所述压力调节装置包括气缸(5)和气压系统;所述下贴合轮(3)的转轴(32)与所述气缸(5)的活塞杆转动连接;气压系统控制所述气缸(5)伸缩,所述气压系统与所述控制器电性连接。
技术总结
本技术公开了一种偏光片贴合机构,属于偏光片制造设备技术领域,包括第一弯曲轮、第二弯曲轮、上贴合轮和下贴合轮;所述上贴合轮和下贴合轮配合挤压偏光片与TAC膜贴合;所述第一弯曲轮、上贴合轮和下贴合轮、第二弯曲轮沿TAC膜传送方向依次设置;所述第一弯曲轮和第二弯曲轮用于使TAC膜平行延展;所述下贴合轮设置于转轴上;转轴两侧设有驱动所述下贴合轮移动的压力调节装置;所述压力调节装置作用于调节所述上贴合轮和下贴合轮之间的压力;所述压力感测片电性连接至所述控制器的输入端;所述控制器的输出端电性连接至所述压力调节装置;本技术降低了偏光片在生产过程中斜纹缺点的不良率,进一步提高了产品品质。
技术研发人员:郑筱薇,严兵华,黄源,陈俊铭,张良宝
受保护的技术使用者:福州恒美光电材料有限公司
技术研发日:20221130
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!