一种挤出成型机的制作方法
本技术涉及挤出成型,尤其是涉及一种挤出成型机。
背景技术:
1、在挤出成型技术领域中,通常采用挤出螺杆与模具配合,挤出螺杆将塑料熔体搅拌后,输送至模具内进行挤出,但现有的模具通常无法挤出多层结构的薄膜,已经逐渐无法满足部分生产需求。公开号为cn108115919a,公开了一种薄膜挤出成型系统,包括挤出装置和成型装置,所述成型装置设置在所述挤出装置的挤出口处,所述挤出装置将塑料树脂融熔挤出成薄膜初品,所述成型装置将所述挤出装置挤出的薄膜初品冷却、拉伸后即得到薄膜成品。本发明将所述挤出装置挤出的薄膜初品迅速经过成型装置进行冷却,拉伸调节厚度并消除褶皱,使得薄膜的品质提高,设置钨丝和静电发生装置,使得钨丝与冷却辊带不同电荷,薄膜初品与钨丝接触后带有与钨丝相同的电荷,而与冷却辊的电荷相反,在异性相吸的原理下,所述薄膜在电荷的作用下贴附在所述冷却辊的外周表面,在旋转辊的旋转下进行拉伸调整厚度和除褶皱。该挤出成型机虽然简化了结构,但还是无法挤出至少三层以上的结构。
技术实现思路
1、针对现有技术的不足,本实用新型的目的在于提供一种实用性强的挤出成型机。
2、为实现上述目的,本实用新型提供的方案为:一种挤出成型机,包括挤出机构、挤出模具,所述挤出机构包括挤出通道,所述挤出模具外侧壁开有进料口,所述挤出通道连接进料口,所述挤出模具内成形有第一成型通道、第二成型通道、第三成型通道、第四成型通道、第五成型通道、主成型通道,所述第一成型通道、第二成型通道、第三成型通道、第四成型通道、第五成型通道横截面均为弧形结构,所述第一成型通道、第二成型通道、第三成型通道、第四成型通道、第五成型通道由内之外依次间隔设置,所述第一成型通道、第二成型通道、第三成型通道、第四成型通道、第五成型通道的进料端分别连通进料口,所述第一成型通道、第二成型通道、第三成型通道、第四成型通道、第五成型通道的出料端分别连接主成型通道,所述主成型通道横截面成型环形结构实现挤出筒状结构的薄膜。
3、本实用新型的有益效果为:实现挤出具有五层结构的薄膜,该挤出成型机通过设置挤出通道,以向挤出模具输送塑料熔体,然后通过挤出模具内成形的第一成型通道、第二成型通道、第三成型通道、第四成型通道、第五成型通道、主成型通道,以将物料输送至第一成型通道、第二成型通道、第三成型通道、第四成型通道、第五成型通道,再组合成五层结构进入主成型通道内挤出,实现挤出具有五层结构的薄膜,整体结构实用性强。
4、进一步地,所述挤出机构包括机座、进料料斗、进料电机、挤出螺杆,所述机座内成型所述挤出通道,所述挤出通道内转动连接所述挤出螺杆,所述挤出通道的前端开有入料口,所述进料料斗连接入料口。本实用新型采用上述结构后,实现输入塑料熔体。
5、进一步地,所述进料电机连接有进料减速箱,所述进料减速箱连接有主动轮,所述挤出螺杆同轴连接有从动轮,所述主动轮与从动轮之间通过传动皮带连接,所述挤出螺杆外侧壁成形有螺旋部,所述螺旋部沿挤出螺杆长度方向螺旋延伸。本实用新型采用上述结构后,实现带动挤出螺杆转动。
6、进一步地,所述机座上设置有多个散热风机,多个所述散热风机位于挤出通道正下方,多个所述散热风机沿挤出通道延伸方向等间隔排布,所述散热风机用于对挤出管道进行降温。本实用新型采用上述结构后,可根据实际需求调节塑料熔体的挤出温度。
7、进一步地,所述挤出通道与进料口之间设置有换网器,所述换网器内成形有转料通道、过滤通道,所述转料通道连接挤出通道,所述过滤通道连接进料口,所述转料通道与过滤通道之间设置有过滤网,所述过滤网呈圆筒型结构,所述过滤通道内成形有引导头。本实用新型采用上述结构后,通过设置换网器,实现对塑料熔体的过滤,且过滤网面积大,不积料,增大换网周期,其中引导头用于引导塑料熔体流动。
8、进一步地,所述挤出模具内设置有进料座、分配盘,所述进料座内开设所述进料口,所述分配盘与进料座上下设置,所述分配盘开有第一进料通道、第二进料通道、第三进料通道、第四进料通道、第五进料通道,所述进料口分别连接第一进料通道、第二进料通道、第三进料通道、第四进料通道、第五进料通道,所述第一进料通道连接第一成型通道,所述第二进料通道连接第二成型通道,所述第三进料通道连接第三成型通道,所述第四进料通道连接第四成型通道,所述第五进料通道连接第五成型通道。
9、进一步地,所述挤出模具内开有成型腔,所述成型腔内设置有第一成型盘、第二成型盘、第三成型盘、第四成型盘,所述第一成型盘、第二成型盘、第三成型盘、第四成型盘横截面均为弧形结构,所述第一成型盘、第二成型盘、第三成型盘、第四成型盘由内至外依次设置。
10、进一步地,所述第一成型盘与成型腔之间的间隙形成所述第一成型通道,所述第一成型盘与第二成型盘之间的间隙形成所述第二成型通道,所述第二成型盘与第三成型盘之间的间隙形成所述第三成型通道,所述第三成型盘与第四成型盘之间的间隙形成所述第四成型通道,所述第四成型盘与成型腔之间的间隙形成第五成型通道。
11、进一步地,所述第一成型通道、第三成型通道、第五成型通道的出料端共同连接主成型通道,所述第二成型通道的出料端连接第一成型通道,所述第四成型通道的出料端连接第五成型通道。
12、进一步地,所述挤出模具上设置有引导块,所述引导块位于主挤出通道的出料端用于引导薄膜挤出。本实用新型采用上述结构后,实现引导环形的薄膜挤出。
技术特征:
1.一种挤出成型机,包括挤出机构、挤出模具(2),其特征在于:所述挤出机构包括挤出通道(111),所述挤出模具(2)外侧壁开有进料口(231),所述挤出通道(111)连接进料口(231),所述挤出模具(2)内成形有第一成型通道(211)、第二成型通道(212)、第三成型通道(213)、第四成型通道(214)、第五成型通道(215)、主成型通道(22),所述第一成型通道(211)、第二成型通道(212)、第三成型通道(213)、第四成型通道(214)、第五成型通道(215)横截面均为弧形结构,所述第一成型通道(211)、第二成型通道(212)、第三成型通道(213)、第四成型通道(214)、第五成型通道(215)由内之外依次间隔设置,所述第一成型通道(211)、第二成型通道(212)、第三成型通道(213)、第四成型通道(214)、第五成型通道(215)的进料端分别连通进料口(231),所述第一成型通道(211)、第二成型通道(212)、第三成型通道(213)、第四成型通道(214)、第五成型通道(215)的出料端分别连接主成型通道(22),所述主成型通道(22)横截面成型环形结构实现挤出筒状结构的薄膜。
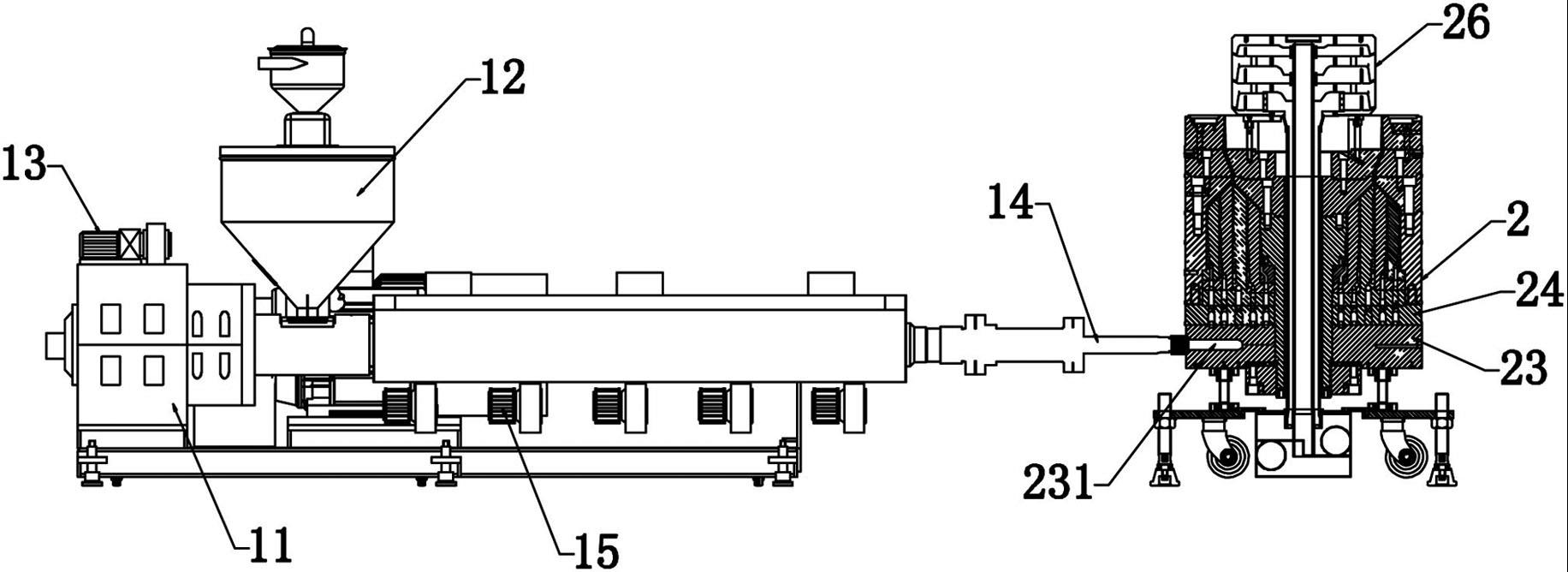
2.根据权利要求1所述的一种挤出成型机,其特征在于:所述挤出机构包括机座(11)、进料料斗(12)、进料电机(13)、挤出螺杆(112),所述机座(11)内成型所述挤出通道(111),所述挤出通道(111)内转动连接所述挤出螺杆(112),所述挤出通道(111)的前端开有入料口,所述进料料斗(12)连接入料口。
3.根据权利要求2所述的一种挤出成型机,其特征在于:所述进料电机(13)连接有进料减速箱(131),所述进料减速箱(131)连接有主动轮(132),所述挤出螺杆(112)同轴连接有从动轮(113),所述主动轮(132)与从动轮(113)之间通过传动皮带(133)连接,所述挤出螺杆(112)外侧壁成形有螺旋部,所述螺旋部沿挤出螺杆(112)长度方向螺旋延伸。
4.根据权利要求3所述的一种挤出成型机,其特征在于:所述机座(11)上设置有多个散热风机(15),多个所述散热风机(15)位于挤出通道(111)正下方,多个所述散热风机(15)沿挤出通道(111)延伸方向等间隔排布,所述散热风机(15)用于对挤出管道进行降温。
5.根据权利要求4所述的一种挤出成型机,其特征在于:所述挤出通道(111)与进料口(231)之间设置有换网器(14),所述换网器(14)内成形有转料通道(141)、过滤通道(142),所述转料通道(141)连接挤出通道(111),所述过滤通道(142)连接进料口(231),所述转料通道(141)与过滤通道(142)之间设置有过滤网(143),所述过滤网(143)呈圆筒型结构,所述过滤通道(142)内成形有引导头(144)。
6.根据权利要求5所述的一种挤出成型机,其特征在于:所述挤出模具(2)内设置有进料座(23)、分配盘(24),所述进料座(23)内开设所述进料口(231),所述分配盘(24)与进料座(23)上下设置,所述分配盘(24)开有第一进料通道(241)、第二进料通道(242)、第三进料通道(243)、第四进料通道(244)、第五进料通道(245),所述进料口(231)分别连接第一进料通道(241)、第二进料通道(242)、第三进料通道(243)、第四进料通道(244)、第五进料通道(245),所述第一进料通道(241)连接第一成型通道(211),所述第二进料通道(242)连接第二成型通道(212),所述第三进料通道(243)连接第三成型通道(213),所述第四进料通道(244)连接第四成型通道(214),所述第五进料通道(245)连接第五成型通道(215)。
7.根据权利要求6所述的一种挤出成型机,其特征在于:所述挤出模具(2)内开有成型腔(25),所述成型腔(25)内设置有第一成型盘(251)、第二成型盘(252)、第三成型盘(253)、第四成型盘(254),所述第一成型盘(251)、第二成型盘(252)、第三成型盘(253)、第四成型盘(254)横截面均为弧形结构,所述第一成型盘(251)、第二成型盘(252)、第三成型盘(253)、第四成型盘(254)由内至外依次设置。
8.根据权利要求7所述的一种挤出成型机,其特征在于:所述第一成型盘(251)与成型腔(25)之间的间隙形成所述第一成型通道(211),所述第一成型盘(251)与第二成型盘(252)之间的间隙形成所述第二成型通道(212),所述第二成型盘(252)与第三成型盘(253)之间的间隙形成所述第三成型通道(213),所述第三成型盘(253)与第四成型盘(254)之间的间隙形成所述第四成型通道(214),所述第四成型盘(254)与成型腔(25)之间的间隙形成第五成型通道(215)。
9.根据权利要求8所述的一种挤出成型机,其特征在于:所述第一成型通道(211)、第三成型通道(213)与第五成型通道(215)的出料端共同连接主成型通道(22),所述第二成型通道(212)的出料端连接第一成型通道(211),所述第四成型通道(214)的出料端连接第五成型通道(215)。
10.根据权利要求9所述的一种挤出成型机,其特征在于:所述挤出模具(2)上设置有引导块(26),所述引导块(26)位于主挤出通道(111)的出料端用于引导薄膜挤出。
技术总结
本技术公开了一种挤出成型机,包括挤出机构、挤出模具,所述挤出机构包括挤出通道,所述挤出模具外侧壁开有进料口,所述挤出通道连接进料口,所述挤出模具内成形有第一成型通道、第二成型通道、第三成型通道、第四成型通道、第五成型通道、主成型通道;该挤出成型机通过设置挤出通道,以向挤出模具输送物料,然后通过挤出模具内成形的第一成型通道、第二成型通道、第三成型通道、第四成型通道、第五成型通道、主成型通道,以将塑料熔体输送至第一成型通道、第二成型通道、第三成型通道、第四成型通道、第五成型通道,再组合成五层结构进入主成型通道内挤出,实现挤出具有五层结构的薄膜,整体结构实用性强。
技术研发人员:张元江
受保护的技术使用者:广东科志达机械科技有限公司
技术研发日:20221207
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!