多色注塑模具的制作方法
本技术涉及注塑模具,尤其涉及多色注塑模具。
背景技术:
1、随着产品的多样化,同一产品可由多种材质通过注塑拼接而成。相应地,注塑该产品需配置多套注塑模具,注塑过程中需将半成品由一注塑模具搬至另一注塑模具,生产成本高、生产效率低。
技术实现思路
1、为了解决注塑由多种材质拼接而成的产品时,需配置多套注塑模具,注塑过程中需将半成品由一注塑模具搬至另一注塑模具,生产成本高、生产效率低的技术问题,本实用新型的目的在于提供多色注塑模具。
2、本实用新型是通过以下技术方案实现的:
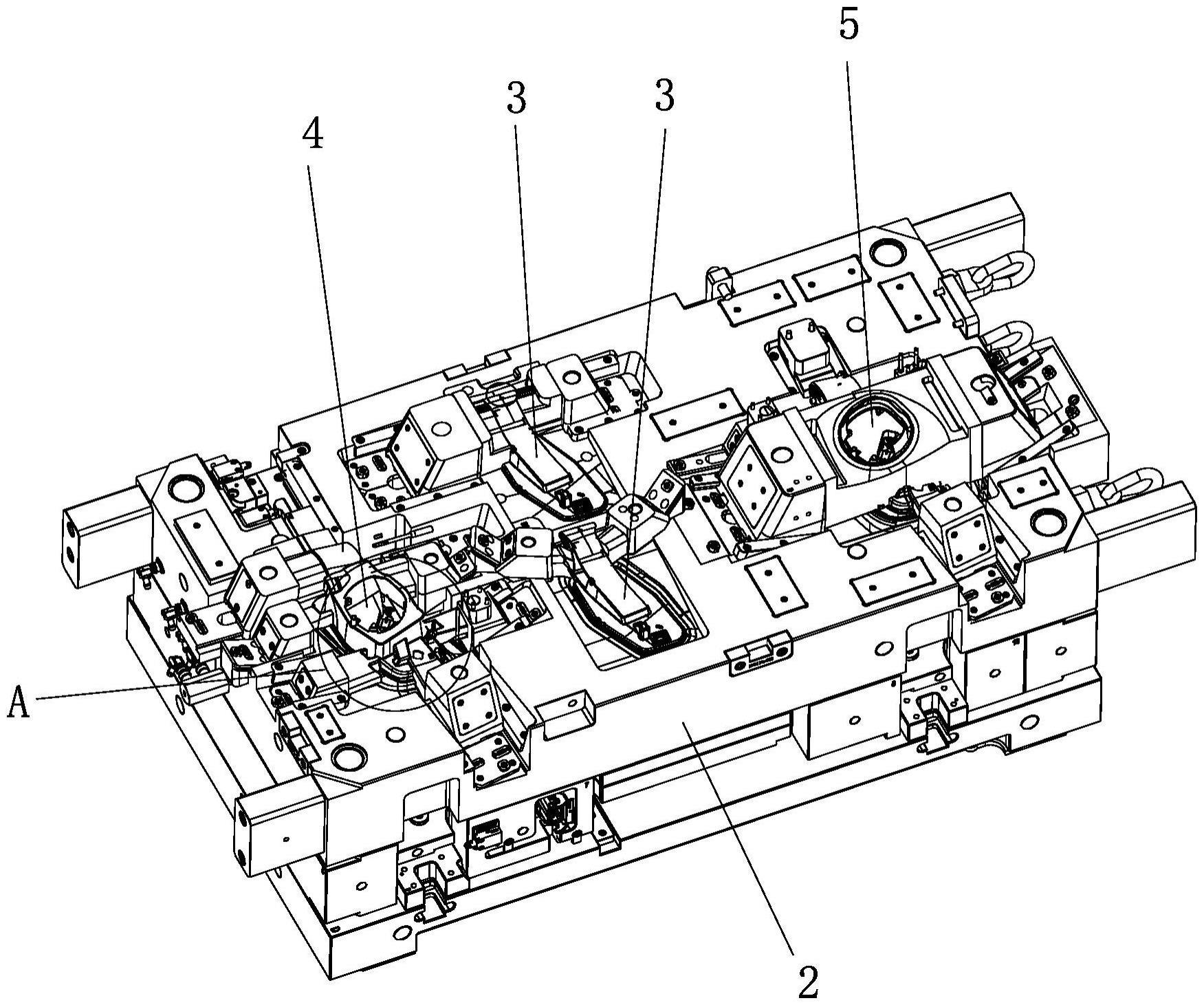
3、多色注塑模具,用于注塑由多个部分拼接而成的注塑件,包括上模组件和下模组件,所述上模组件和所述下模组件配合形成若干注塑腔,各所述注塑腔对应注塑形成注塑件的各个部分,所述上模组件和/或所述下模组件上设有若干与各所述注塑腔对应连通的注塑通道。
4、进一步地,注塑件包括由材质一制成的部件一、由材质二制成的部件二和由材质三制成的部件三;所述若干注塑腔包括第一注塑腔、第二注塑腔和第三注塑腔,所述第一注塑腔用于注塑形成注塑件的部件一,所述第二注塑腔用于注塑形成注塑件的部件二,所述第三注塑腔用于注塑形成注塑件的部件三。
5、进一步地,所述若干注塑通道包括第一注塑通道、第二注塑通道和第三注塑通道,所述第一注塑通道开设在所述上模组件上与所述第一注塑腔连通,所述第二注塑通道开设在所述上模组件上与所述第二注塑腔连通,所述第三注塑通道开设在所述下模组件上与所述第三注塑腔连通。
6、进一步地,所述第一注塑通道具有开设在所述上模组件顶部的第一进料口,所述第二注塑通道具有开设在所述上模组件顶部的第二进料口,所述第一进料口位于所述上模组件顶面的几何中心,所述第一进料口和所述第二进料口的圆心连线位于所述上模组件的对称轴上。
7、进一步地,所述第三注塑通道具有开设在所述下模组件底部的第三进料口,所述第三进料口位于所述下模组件底面的几何中心,所述第三进料口和所述第一进料口的圆心连接位于所述下模组件的对称轴上。
8、进一步地,所述第三注塑通道的过流面积小于所述第二注塑通道的过流面积,所述第二注塑通道的过流面积小于所述第一注塑通道的过流面积。
9、进一步地,所述第一注塑腔位于所述上模组件和所述下模组件的中部,所述第二注塑腔和所述第三注塑腔分别位于所述第一注塑腔的左右侧。
10、进一步地,所述第一注塑腔为2个,两所述第一注塑腔在前后方向上间隔设置。
11、进一步地,所述第二注塑腔具有供注塑件部件一嵌入的第一让位槽和自所述第一让位槽向外倾斜的第一斜面,所述下模组件具有与所述第一斜面斜推配合的斜推块;合模时,所述斜推块沿所述第一斜面自外向内移动抵在注塑件部件一上限制注塑件部件一移出所述第一让位槽;开模时,所述斜推块沿所述第一斜面自内向外移动脱离注塑件部件一。
12、进一步地,所述第三注塑腔具有供注塑件部件一和部件二嵌入的第二让位槽,所述上模组件具有限位压块;合模时,所述限位压块相对所述上模组件下移抵在注塑件部件二上限制注塑件部件一和部件二移出所述第二让位槽;开模时,所述限位压块相对所述上模组件上移脱离注塑件部件二。
13、与现有技术相比,本实用新型具有如下优点:
14、该多色注塑模具通过设置注塑形成注塑件不同部分的若干注塑腔,实现在同一模具上注塑完成注塑件的不同部分,最终得到多种材质拼接而成的注塑件,且由于注塑过程中形成的半成品由同一模具的一注塑腔移入另一注塑腔,移动准确、快捷。综上可知,该四色注塑模具有效降低生产成本,提高生产效率。
技术特征:
1.多色注塑模具,用于注塑由多个部分拼接而成的注塑件,其特征在于,包括上模组件和下模组件,所述上模组件和所述下模组件配合形成若干注塑腔,各所述注塑腔对应注塑形成注塑件的各个部分,所述上模组件和/或所述下模组件上设有若干与各所述注塑腔对应连通的注塑通道。
2.根据权利要求1所述的多色注塑模具,其特征在于,注塑件包括由材质一制成的部件一、由材质二制成的部件二和由材质三制成的部件三;
3.根据权利要求2所述的多色注塑模具,其特征在于,所述若干注塑通道包括第一注塑通道、第二注塑通道和第三注塑通道;
4.根据权利要求3所述的多色注塑模具,其特征在于,所述第一注塑通道具有开设在所述上模组件顶部的第一进料口,所述第二注塑通道具有开设在所述上模组件顶部的第二进料口,所述第一进料口位于所述上模组件顶面的几何中心,所述第一进料口和所述第二进料口的圆心连线位于所述上模组件的对称轴上。
5.根据权利要求4所述的多色注塑模具,其特征在于,所述第三注塑通道具有开设在所述下模组件底部的第三进料口,所述第三进料口位于所述下模组件底面的几何中心,所述第三进料口和所述第一进料口的圆心连接位于所述下模组件的对称轴上。
6.根据权利要求3所述的多色注塑模具,其特征在于,所述第三注塑通道的过流面积小于所述第二注塑通道的过流面积,所述第二注塑通道的过流面积小于所述第一注塑通道的过流面积。
7.根据权利要求2所述的多色注塑模具,其特征在于,所述第一注塑腔位于所述上模组件和所述下模组件的中部,所述第二注塑腔和所述第三注塑腔分别位于所述第一注塑腔的左右侧。
8.根据权利要求2所述的多色注塑模具,其特征在于,所述第一注塑腔为2个,两所述第一注塑腔在前后方向上间隔设置。
9.根据权利要求2所述的多色注塑模具,其特征在于,所述第二注塑腔具有供注塑件部件一嵌入的第一让位槽和自所述第一让位槽向外倾斜的第一斜面,所述下模组件具有与所述第一斜面斜推配合的斜推块;
10.根据权利要求2所述的多色注塑模具,其特征在于,所述第三注塑腔具有供注塑件部件一和部件二嵌入的第二让位槽,所述上模组件具有限位压块;
技术总结
本技术公开了多色注塑模具,包括上模组件和下模组件,上模组件和下模组件配合形成若干注塑腔,各注塑腔对应注塑形成注塑件的各个部分,上模组件和/或下模组件上设有若干与各注塑腔对应连通的注塑通道。该多色注塑模具通过设置注塑形成注塑件不同部分的若干注塑腔,实现在同一模具上注塑完成注塑件的不同部分,最终得到多种材质拼接而成的注塑件,且由于注塑过程中形成的半成品由同一模具的一注塑腔移入另一注塑腔,移动准确、快捷。综上可知,该四色注塑模具有效降低生产成本,提高生产效率。
技术研发人员:李凤山,李棠明,欧永星
受保护的技术使用者:中山市登盈精密注塑有限公司
技术研发日:20221212
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!