一种无内胎轮辋收缩模具的制作方法
本技术涉及车轮生产领域,尤其涉及一种无内胎轮辋收缩模具。
背景技术:
1、轮辋(wheel rim)俗称轮圈,是在车轮上周边安装和支撑轮胎的部件,与轮辐组成车轮。轮辋和轮辐可以是整体式的、永久连接式的或可拆卸式的。
2、现有的车轮的轮辋具有内沿部分和外沿部分,外沿部分设胎圈座,内沿部分之外壁沿径向由外至内宽度逐窄布置,内沿部分之外壁呈回转面结构。现有的车轮轮辋,包含有不锈钢式和碳纤维轮圈。
3、碳纤维轮圈是一种用含浸有树脂的碳纱叠层出轮圈的形状置入模具(轮圈在卷制过程中一种外型定型辅助工具) 经过一段时间的高温加压定型固化成型(卷制好的产品经过高温、高压在模腔使其反应定型的一个过程)。通过此方法制造出的车轮轮辋生产偏心度较大,需对此作出改进。
技术实现思路
1、本实用新型的目的在于提供一种无内胎轮辋收缩模具,通过该收缩模具可对同心度不良的轮辋进行矫正,以使得生产出的轮辋达到合格标准。
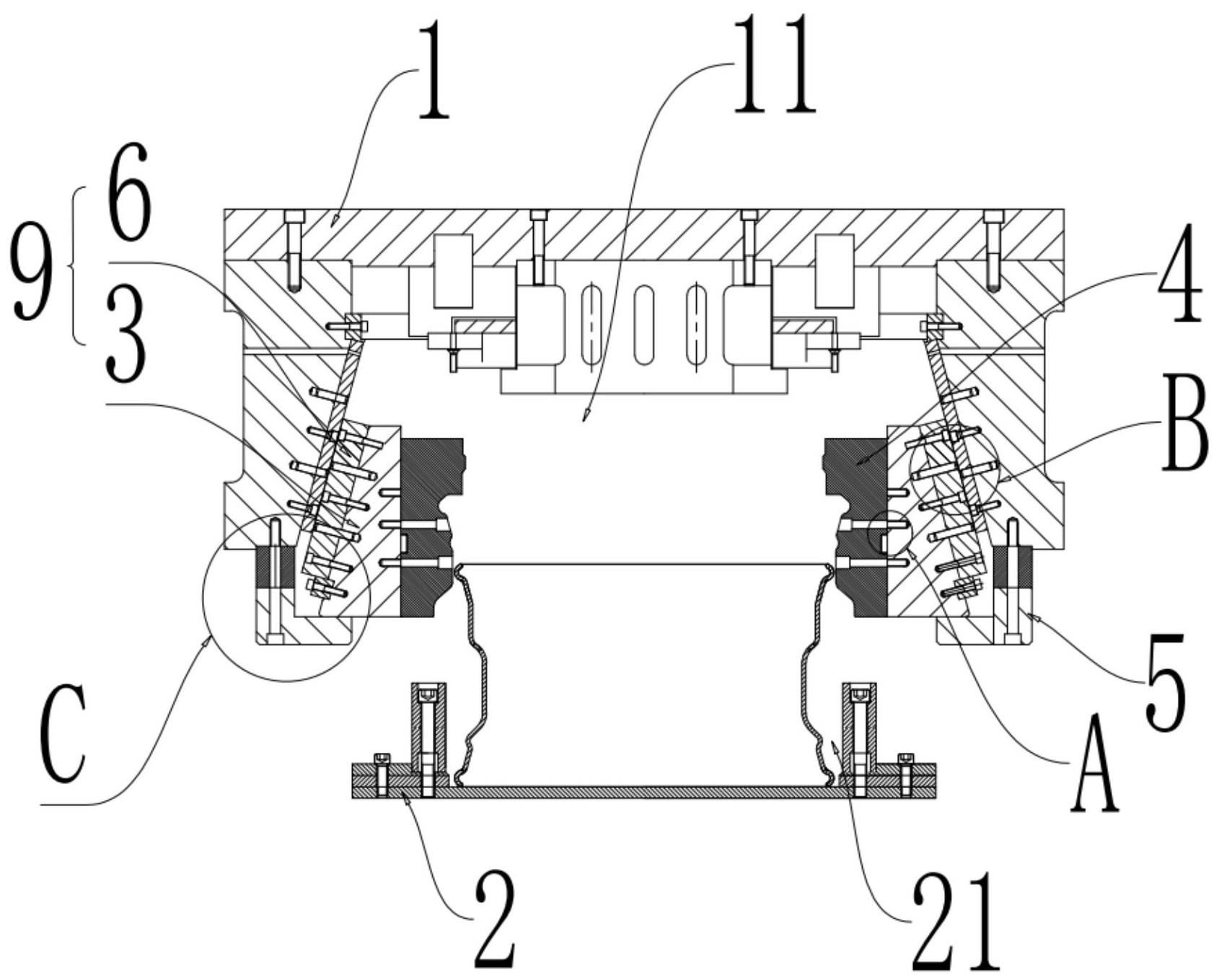
2、本实用新型公开一种无内胎轮辋收缩模具,包括上模、下模和托料板,所述下模中开设有下模腔,所述上模中开设有上模腔,所述上模腔的内壁呈倾斜状,所述上模腔底端的口径尺寸大于顶端的口径尺寸,所述上模腔内设置有数个收缩模瓣、数个滑移件和数个导轨,所述滑移件其中一侧设置成与上模内壁斜率一致的倾斜面,若干所述导轨沿着上模的内壁分布并与上模的内壁固定连接,各所述滑移件分别卡嵌在导轨内并可沿导轨移动,各所述收缩模瓣与滑移件固定连接后围合形成收缩腔,所述收缩腔的形状与产品的形状相匹配,所述托料板与上模的底端采用可拆卸连接,所述滑移件位于托料板上;所述滑移件位于托料板时,收缩模瓣之间设置有相同的第一间距a,当上模和下模合模时,所述收缩模瓣与滑移件沿导轨向上移动,所述收缩模瓣之间的间距逐步缩小为第二间距b,0≤b<a。
3、通过采用上述技术方案:在对该收缩模具进行安装时,将收缩模瓣和滑移件之间安装固定,随后将滑移件与上模腔内的导轨相卡嵌,最后将托料板与上模的底端固定连接,使得滑移件抵坐在托料板上;当需要对轮辋进行同心度的矫正时,将产品放进下模腔内,随后上模套设在产品的外围,使得产品位于收缩腔内,油压机下滑带动上模下行,待收缩模瓣的底端与下模相接触后,上模继续下行使得导轨和滑移件之间出现相对滑移,收缩模瓣从而在上模内侧壁斜面的推力作用下向中心收缩,逐渐对产品进行收缩成型,直至若干收缩模瓣之间相互抵接,以此完成对产品的矫正;通过该收缩模具对轮辋进行矫正,不但矫正方便还具有矫正精度高的优点。
4、优选的,所述滑移件包括滑块和燕尾,所述滑块靠近燕尾的一侧为倾斜面,所述滑块和燕尾之间通过第一安装螺栓锁付固定,所述滑块远离燕尾的一侧与收缩模瓣的外侧壁相抵接,所述滑块与收缩模瓣之间固定连接。
5、通过采用上述技术方案:在对收缩模具进行安装时,将滑块和燕尾之间通过第一安装螺栓锁付固定,将收缩模瓣和滑块之间相固定连接,随后将燕尾卡嵌进导轨内即可;安装后各滑块之间保持相同的间距,在滑移件中设置有燕尾,将其卡嵌进导轨内后不易从导轨内脱出,另外滑块设置也便于收缩模瓣与滑移件之间的安装固定。
6、优选的,所述导轨和上模之间通过第二安装螺栓锁付固定,所述滑块和收缩模瓣之间通过固定螺栓锁付固定。
7、通过采用上述技术方案:在对轮辋进行同心度矫正时,根据轮辋的型号选择对应的收缩模瓣,在对收缩模瓣进行安装时,将收缩模瓣外侧壁与滑块相抵接,由此使得若干滑块将收缩模瓣围合,通过固定螺栓将收缩模瓣和滑块之间锁付固定;从而使得该收缩模具能够对不同型号的轮辋进行矫正,而收缩模瓣和滑块之间通过固定螺栓锁付固定连接,不但固定牢固并且具有拆卸更换方便的优点;另外将导轨与上模的内侧壁相抵接,并通过第二安装螺栓锁付固定,通过第二安装螺栓将燕尾和导轨安装固定,不但固定牢固,当燕尾和导轨出现磨损严重情况时也便于对其进行更换。
8、优选的,所述燕尾靠近滑块的一面设置有若干第一安装销,所述滑块靠近燕尾的一面开设有若干第一安装槽,所述第一安装销和第一安装槽相匹配,所述导轨靠近上模的一面设置有若干第二安装销,所述上模的内侧壁上开设有若干第二安装槽,所述第二安装销和第二安装槽相匹配。
9、通过采用上述技术方案:将燕尾上的若干第一安装销插接进滑块表面的第一安装槽内,将导轨表面的第二安装销插接进上模内侧壁表面的第二安装槽内,第一安装销和第二安装销的设置分别对燕尾和导轨的安装起到定位作用,从而便于燕尾通过第一安装螺栓与滑块进行锁付固定,及导轨通过第二安装螺栓与上模进行锁付固定。
10、优选的,所述第一安装销和第一安装螺栓之间间隔设置。
11、通过采用上述技术方案:分别将第一安装销和第一安装螺栓间隔设置,进一步提升了燕尾和滑块之间的定位安装效果,从而尽量避免对燕尾和滑块之间进行安装时出现一端位置偏移的情况。
12、优选的,若干所述滑块靠近收缩模瓣的一侧设置有定位条,所述收缩模瓣靠近滑块的一侧开设有若干定位槽,所述定位槽与定位条相匹配。
13、通过采用上述技术方案:在对收缩模瓣和滑块之间进行安装时,将滑块一侧上的定位条卡嵌进收缩模板一侧的定位槽内,最后通过固定螺栓将滑块和收缩模瓣之间锁付固定;定位条和定位槽的设置对滑块和收缩模瓣之间起到定位作用,由此方便滑块和收缩模瓣之间的安装。
14、优选的,所述滑块远离收缩模瓣的一侧设置有限位块,所述限位块与滑块之间通过限位螺栓锁付固定,所述燕尾与限位块的顶端相抵接。
15、通过采用上述技术方案:在对限位块进行安装时,将限位块与滑块之间相抵接,并通过限位螺栓将限位块和滑块之间通过螺栓锁付固定,限位块的设置对燕尾起到一定的支撑作用,进一步使得燕尾在滑移的过程中保持位置稳固。
16、优选的,所述托料板通过紧固螺栓与上模相固定。
17、通过采用上述技术方案:托料板通过紧固螺栓与上模之间锁付固定后,托料板对滑块、燕尾和收缩模瓣起到支撑作用,当需要对燕尾或收缩模瓣进行更换时,将托料板与上模之间拆卸,由此即可将滑块、燕尾和收缩模瓣从上模内取出,以方便对燕尾或收缩模瓣进行更换;将托料板和上模之间采用紧固螺栓固定连接,不但固定牢固并且拆卸方便。
18、由上述对本实用新型的描述可知,本实用新型具有以下有益效果:
19、1.收缩模瓣在上模内侧壁斜面的推力作用下向中心收缩,逐渐对产品进行收缩成型,以此完成对产品的矫正,由此通过该收缩模具对轮辋进行矫正,不但矫正方便还具有矫正精度高的优点。
20、2.将滑块和收缩模瓣之间通过固定螺栓锁付固定,由此可对收缩模瓣进行拆卸更换,以根据轮辋的型号选择对应的收缩模瓣,从而能够对不同型号的轮辋进行矫正。
21、3.滑块远离收缩模瓣的一侧固定设置有燕尾,膜腔的内侧壁固定设置有导轨,使得滑块和上模的内侧壁发生相对滑移的过程中不直接接触,尽量避免上模内侧壁和滑块之间的滑移对各自表面造成磨损。
技术特征:
1.一种无内胎轮辋收缩模具,其特征在于:包括上模、下模和托料板,所述下模中开设有下模腔,所述上模中开设有上模腔,所述上模腔的内壁呈倾斜状,所述上模腔底端的口径尺寸大于顶端的口径尺寸,所述上模腔内设置有数个收缩模瓣、数个滑移件和数个导轨,所述滑移件其中一侧设置成与上模内壁斜率一致的倾斜面,若干所述导轨沿着上模的内壁分布并与上模的内壁固定连接,各所述滑移件分别卡嵌在导轨内并可沿导轨移动,各所述收缩模瓣与滑移件固定连接后围合形成收缩腔,所述收缩腔的形状与产品的形状相匹配,所述托料板与上模的底端采用可拆卸连接,所述滑移件位于托料板上;所述滑移件位于托料板时,收缩模瓣之间设置有相同的第一间距a,当上模和下模合模时,所述收缩模瓣与滑移件沿导轨向上移动,所述收缩模瓣之间的间距逐步缩小为第二间距b,0≤b<a。
2.根据权利要求1所述的一种无内胎轮辋收缩模具,其特征在于:所述滑移件包括滑块和燕尾,所述滑块靠近燕尾的一侧为倾斜面,所述滑块和燕尾之间通过第一安装螺栓锁付固定,所述滑块远离燕尾的一侧与收缩模瓣的外侧壁相抵接,所述滑块与收缩模瓣之间固定连接。
3.根据权利要求2所述的一种无内胎轮辋收缩模具,其特征在于:所述导轨和上模之间通过第二安装螺栓锁付固定,所述滑块和收缩模瓣之间通过固定螺栓锁付固定。
4.根据权利要求3所述的一种无内胎轮辋收缩模具,其特征在于:所述燕尾靠近滑块的一面设置有若干第一安装销,所述滑块靠近燕尾的一面开设有若干第一安装槽,所述第一安装销和第一安装槽相匹配,所述导轨靠近上模的一面设置有若干第二安装销,所述上模的内侧壁上开设有若干第二安装槽,所述第二安装销和第二安装槽相匹配。
5.根据权利要求4所述的一种无内胎轮辋收缩模具,其特征在于:所述第一安装销和第一安装螺栓之间间隔设置。
6.根据权利要求2所述的一种无内胎轮辋收缩模具,其特征在于:若干所述滑块靠近收缩模瓣的一侧设置有定位条,所述收缩模瓣靠近滑块的一侧开设有若干定位槽,所述定位槽与定位条相匹配。
7.根据权利要求2所述的一种无内胎轮辋收缩模具,其特征在于:所述滑块远离收缩模瓣的一侧设置有限位块,所述限位块与滑块之间通过限位螺栓锁付固定,所述燕尾与限位块的顶端相抵接。
8.根据权利要求1所述的一种无内胎轮辋收缩模具,其特征在于:所述托料板通过紧固螺栓与上模相固定。
技术总结
本技术公开一种无内胎轮辋收缩模具,包括上模、下模和托料板,上模中开设有上模腔,上模腔的内壁呈倾斜状,上模腔内设置有数个收缩模瓣、数个滑移件和数个导轨,滑移件其中一侧设置成与上模内壁斜率一致的倾斜面,若干导轨与上模的内壁固定连接,各滑移件分别卡嵌在导轨内并可沿导轨移动,托料板与上模的底端采用可拆卸连接,滑移件位于托料板上;收缩模瓣之间设置有相同的第一间距a,当上模和下模合模时,收缩模瓣之间的间距逐步缩小为第二间距b,0≤b<a。本技术中通过上模下行以推动滑块和收缩模瓣向中心收缩,逐渐对产品进行收缩成型,由此完成对轮辋同心度的矫正,不但矫正方便并且具有矫正精度高的优点。
技术研发人员:郑志康,刘聪晓,官步俊,郑方猛,吴绍铨,林庆宝
受保护的技术使用者:厦门日上集团股份有限公司
技术研发日:20221219
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!