一种模内嵌件装置的制作方法
本技术涉及注塑镶件,具体为一种模内嵌件装置。
背景技术:
1、现有合模生产过程中,由作业人员开启安全门在模内嵌入多粒金属小件,人工埋入方式需要主机开启半自动运行模式(即射出产品开模后自动停止,需要人员手动操作合模继续生产),人员开启安全门,且在安全作业指导下进入模内空间,伸展手臂逐个埋入小型金属件到模具内的指定位置,且手指复压确保埋入深度到位,没有合适的工具辅助作业。
2、该方式的实际作业中对人员作业强度大,持续时间长,对作业人员的精力与专注力要求高,产品较圆,且体型小,容易滑手掉落,距离远的埋入容易出现深度不够,自行滑落的问题,造成生产周期的波动差异,难有稳定的产出。
技术实现思路
1、本实用新型的目的在于提供一种模内嵌件装置,以解决上述背景技术中提出的问题。
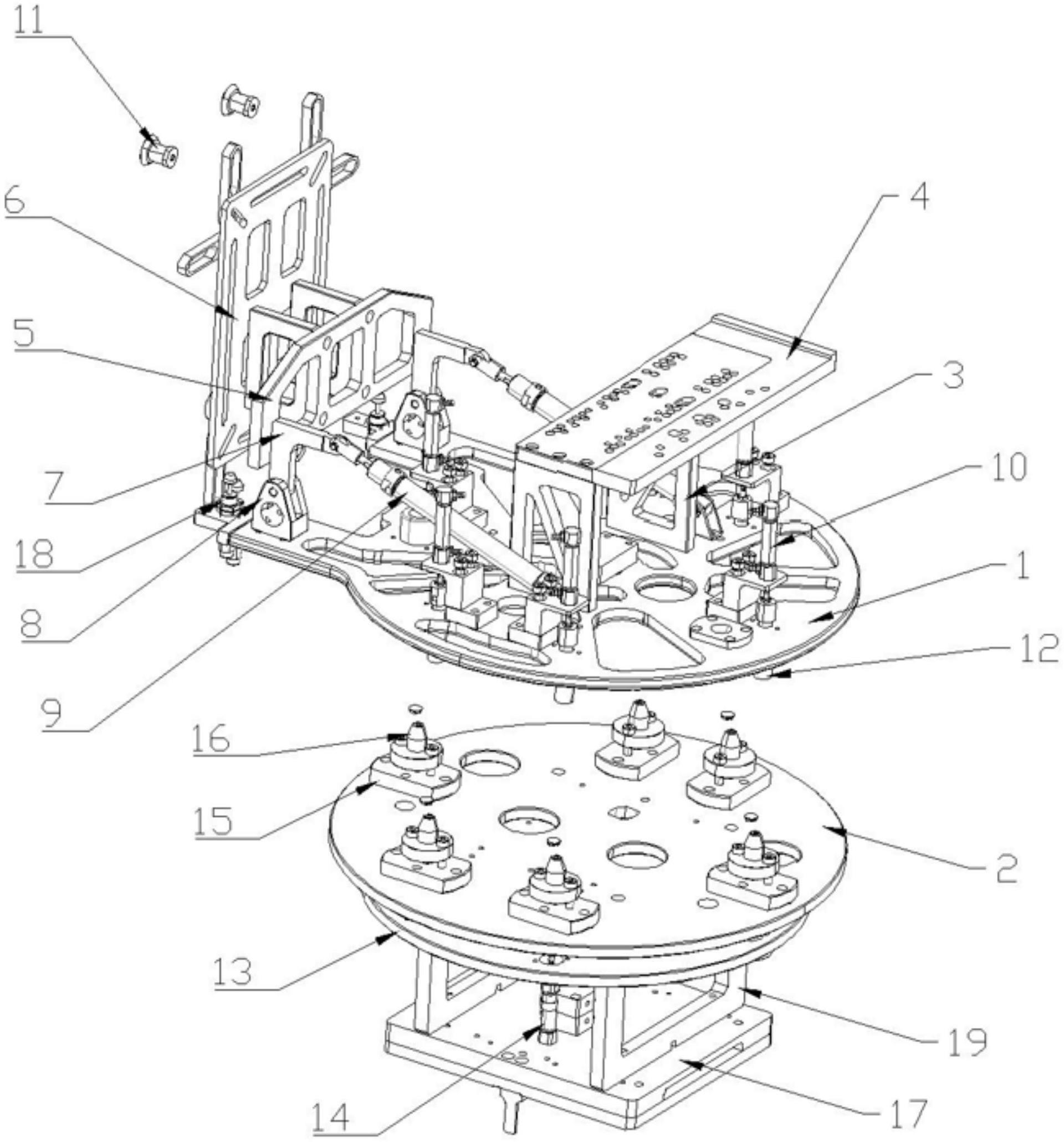
2、为实现上述目的,本实用新型提供如下技术方案:一种模内嵌件装置,包括上治具与下治具,所述上治具包括取料盘,所述取料盘端面中部设有机械臂安装法兰板,所述取料盘一端对称设有两个气缸支座,所述气缸支座上设有笔形气缸,两个所述气缸支座远离所述机械臂安装法兰板的另一端设有第一连接架,所述第一连接架远离所述笔形气缸的另一端设有取料板,所述机械臂安装法兰板以圆周方向的周围对称设有多个退位组件,多个所述退位组件下端均设有与之连接的镶件套筒;
3、所述下治具包括治具底座,所述治具底座上端依次设有治具支架、气缸安装盘以及顶料盘,所述顶料盘端面对称设有与所述镶件套筒匹配对应的镶件摆位组件,所述镶件摆位组件下端设有与之连接的顶升笔形气缸。
4、进一步优化的,所述机械臂安装法兰板下端设有与所述取料盘中部固定设置的第二连接架,通过第二连接件将机械臂安装法兰板支撑在取料盘端面,方便其对产品进行作业。
5、进一步优化的,两个所述气缸支座上端均设有与之活动连接的l型连接件,且所述l型连接件两端分别与所述气缸支座、笔形气缸活动连接,通过所述l型连接件实现取料盘侧姿动作。
6、进一步优化的,所述取料板远离所述取料盘的另一端设有多个与之连接的产品吸盘,通过产品吸盘将产品吸附于取料板上。
7、进一步优化的,两个所述气缸支座分别对称设置于所述取料盘一端的两个延伸板上,且两个所述延伸板上分别对称设有缓冲器,所述缓冲器能够有效的防止所述取料盘与所述第二连接架的撞击。
8、进一步优化的,所述镶件摆位组件下端设有与所述顶料盘固定设置的基座,所述顶升笔形气缸伸缩端穿过所述气缸安装盘与所述镶件摆位组件连接,通过所述顶升笔形气缸将镶件顶入至所述镶件套筒内。
9、进一步优化的,所述镶件套筒内设有镶件顶出气缸,且其出入口的末端设有防脱落钢珠,可通过所述防脱落钢珠将其限位在套筒内,防止镶件掉落。
10、有益效果
11、本实用新型所提供的模内嵌件装置,应用于水平开合模,如卧式注塑、压铸和上下开合模冲压行业的预埋件应用,特别适用于小型嵌件的模具内多点埋入同步,对埋入范围大、有高低差异的模腔尤为见效,完全替代人工在模内埋入嵌件的高强度作业,最大限度缩短注塑生产周期,较改善前时间缩短了50%,为生产提供更多的有效生产时间。
技术特征:
1.一种模内嵌件装置,其特征在于:包括上治具与下治具,所述上治具包括取料盘(1),所述取料盘(1)端面中部设有机械臂安装法兰板(4),所述取料盘(1)一端对称设有两个气缸支座(8),所述气缸支座(8)上设有笔形气缸(9),两个所述气缸支座(8)远离所述机械臂安装法兰板(4)的另一端设有第一连接架(5),所述第一连接架(5)远离所述笔形气缸(9)的另一端设有取料板(6),所述机械臂安装法兰板(4)以圆周方向的周围对称设有多个退位组件(10),多个所述退位组件(10)下端均设有与之连接的镶件套筒(12);
2.根据权利要求1所述的模内嵌件装置,其特征在于:所述机械臂安装法兰板(4)下端设有与所述取料盘(1)中部固定设置的第二连接架(3)。
3.根据权利要求1所述的模内嵌件装置,其特征在于:两个所述气缸支座(8)上端均设有与之活动连接的l型连接件(7),且所述l型连接件(7)两端分别与所述气缸支座(8)、笔形气缸(9)活动连接。
4.根据权利要求1所述的模内嵌件装置,其特征在于:所述取料板(6)远离所述取料盘(1)的另一端设有多个与之连接的产品吸盘(11)。
5.根据权利要求1所述的模内嵌件装置,其特征在于:两个所述气缸支座(8)分别对称设置于所述取料盘(1)一端的两个延伸板上,且两个所述延伸板上分别对称设有缓冲器(18)。
6.根据权利要求1所述的模内嵌件装置,其特征在于:所述镶件摆位组件(16)下端设有与所述顶料盘(2)固定设置的基座(15),所述顶升笔形气缸(14)伸缩端穿过所述气缸安装盘(13)与所述镶件摆位组件(16)连接。
7.根据权利要求1所述的模内嵌件装置,其特征在于:所述镶件套筒(12)内设有镶件顶出气缸,且其出入口的末端设有防脱落钢珠。
技术总结
本技术公开了一种模内嵌件装置,包括上治具与下治具,上治具包括取料盘,取料盘端面中部设有机械臂安装法兰板,取料盘一端对称设有两个气缸支座,气缸支座上设有笔形气缸,两个气缸支座远离机械臂安装法兰板的另一端设有连接架,连接架远离笔形气缸的另一端设有取料板,机械臂安装法兰板以圆周方向的周围对称设有多个退位组件,多个退位组件下端均设有与之连接的镶件套筒。本技术的有益效果:应用于水平开合模,如卧式注塑、压铸和上下开合模冲压行业的预埋件应用,适用于模具内多点埋入同步,对埋入范围大、有高低差异的模腔尤为见效,替代人工在模内埋入嵌件,缩短注塑生产周期,时间缩短了50%,为生产提供更多的有效生产时间。
技术研发人员:李钱欢,龚菁,于利银
受保护的技术使用者:苏州彤帆智能科技有限公司
技术研发日:20221223
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!