定型工具的制作方法
本技术涉及模具,具体地,涉及一种定型工具。
背景技术:
1、一些喷嘴等产品大多是由弧形零件组装而成,且弧形零件的组装对贴合度的要求比较高。而目前常用的生产工艺是将弧形零件开模注塑,但是弧形零件在脱模后,弧形零件会随着温度的逐渐冷却而发生形变,进而影响弧形零件的结构尺寸,导致同一批次的弧形零件的尺寸差异较大,不方便操作人员的组装工作。
技术实现思路
1、本实用新型旨在至少在一定程度上解决相关技术中的技术问题之一。
2、为此,本实用新型的实施例提出一种可以对不同零件进行定型,减小零件之间的尺寸差异,且方便零件组装的定型工具。
3、本实用新型的实施例还提出一种定型工具。
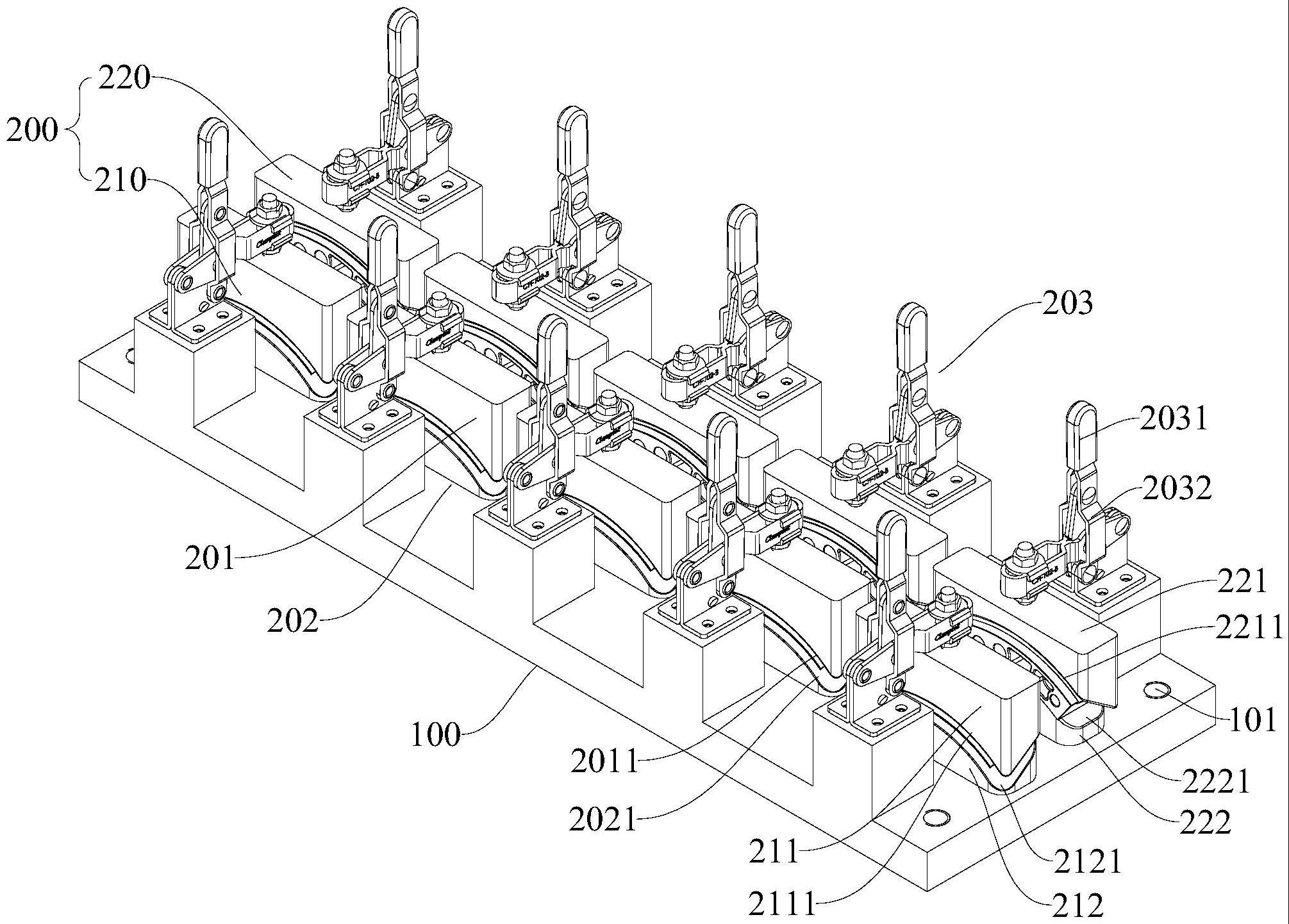
4、本实用新型的实施例的定型工具包括:底座和定型模块,所述定型模块至少为两种,且两种所述定型模块用于定型不同的零件,每种所述定型模块均包括上模具和下模具,所述下模具设有定位面,所述上模具设有定型面,所述下模具设于所述底座上,所述上模具在压紧位置和释放位置之间可移动,在所述压紧位置,所述定型面和所述定位面相互靠近,以与零件的相对两个侧面抵紧,在所述释放位置,所述定型面和所述定位面相互远离,以便取放所述零件。
5、根据本实用新型的实施例的定型工具,可以通过定型模块的上模具和下模具对零件进行定型矫正,以保证零件具有统一的外形尺寸,减少零件之间的尺寸差异。并且由于定型模块至少为两种,从而可以利用不同的定型模块对不同的零件进行定型,从而可以提高了零件的组装效率,且使得产品的组装效果较好,良品率较高。
6、在一些实施例中,所述下模具设有定位部,且所述定位部设于所述定位面上,所述定位部适于与所述零件配合,以对所述零件进行定位。
7、在一些实施例中,所述定型模块包括第一定型模块和第二定型模块,所述零件包括第一零件和第二零件,所述第一定型模块用于对第一零件进行定型,所述第二定型模块用于对第一零件和第二零件的组装结构进行定型。
8、在一些实施例中,所述第一定型模块为多个,多个所述第一定型模块沿所述底座的长度方向间隔布置;和/或,所述第二定型模块为多个,多个所述第二定型模块沿所述底座的长度方向间隔布置。
9、在一些实施例中,所述第一定型模块包括第一上模具和第一下模具,所述第一上模具设有第一定型面,所述第一下模具设有第一定位面,所述第一定位面上设有定位孔,所述定位孔适于与所述第一零件上的凸柱配合;所述第二定型模块包括第二上模具和第二下模具,所述第二上模具设有第二定型面,所述第二下模具设有第二定位面,所述第二定位面上设有定位柱,所述定位柱适于与所述第二零件上的凹孔配合。
10、在一些实施例中,所述第一定型面、所述第一定位面、所述第二定型面和所述第二定位面中的至少一者为弧形面。
11、在一些实施例中,每种所述定型模块均包括压紧机构,所述压紧机构设于所述底座上且与所述上模具相连,所述压紧机构用于带动所述上模具在所述压紧位置和所述释放位置之间移动。
12、在一些实施例中,所述压紧机构包括连杆组件和手持部,所述连杆组件的一端与所述底座可枢转地连接,所述连杆组件的另一端与所述上模具相连,所述手持部与所述连杆组件相连,所述手持部可驱动所述连杆组件相对所述底座转动,以带动所述上模具在所述压紧位置和所述释放位置之间移动。
13、在一些实施例中,所述上模具与所述连杆组件可拆卸地连接,和/或,所述下模具与所述底座可拆卸地连接。
14、在一些实施例中,所述底座上设有多个安装孔,多个安装孔沿所述底座的周向间隔布置,所述安装孔内适于穿设紧固件,以固定所述底座。
技术特征:
1.一种定型工具,其特征在于,包括:
2.根据权利要求1所述的定型工具,其特征在于,所述下模具设有定位部,且所述定位部设于所述定位面上,所述定位部适于与所述零件配合,以对所述零件进行定位。
3.根据权利要求1所述的定型工具,其特征在于,所述定型模块包括第一定型模块和第二定型模块,所述零件包括第一零件和第二零件,所述第一定型模块用于对第一零件进行定型,所述第二定型模块用于对第一零件和第二零件的组装结构进行定型。
4.根据权利要求3所述的定型工具,其特征在于,所述第一定型模块为多个,多个所述第一定型模块沿所述底座的长度方向间隔布置;
5.根据权利要求3所述的定型工具,其特征在于,所述第一定型模块包括第一上模具和第一下模具,所述第一上模具设有第一定型面,所述第一下模具设有第一定位面,所述第一定位面上设有定位孔,所述定位孔适于与所述第一零件上的凸柱配合;
6.根据权利要求5所述的定型工具,其特征在于,所述第一定型面、所述第一定位面、所述第二定型面和所述第二定位面中的至少一者为弧形面。
7.根据权利要求1所述的定型工具,其特征在于,每种所述定型模块均包括压紧机构,所述压紧机构设于所述底座上且与所述上模具相连,所述压紧机构用于带动所述上模具在所述压紧位置和所述释放位置之间移动。
8.根据权利要求7所述的定型工具,其特征在于,所述压紧机构包括连杆组件和手持部,所述连杆组件的一端与所述底座可枢转地连接,所述连杆组件的另一端与所述上模具相连,所述手持部与所述连杆组件相连,所述手持部可驱动所述连杆组件相对所述底座转动,以带动所述上模具在所述压紧位置和所述释放位置之间移动。
9.根据权利要求8所述的定型工具,其特征在于,所述上模具与所述连杆组件可拆卸地连接,和/或,所述下模具与所述底座可拆卸地连接。
10.根据权利要求1-9中任一项所述的定型工具,其特征在于,所述底座上设有多个安装孔,多个安装孔沿所述底座的周向间隔布置,所述安装孔内适于穿设紧固件,以固定所述底座。
技术总结
本技术涉及一种定型工具,所述定型工具包括:底座和定型模块,所述定型模块至少为两种,且两种所述定型模块用于定型不同的零件,每种所述定型模块均包括上模具和下模具,所述下模具设有定位面,所述上模具设有定型面,所述下模具设于所述底座上,所述上模具在压紧位置和释放位置之间可移动,在所述压紧位置,所述定型面和所述定位面相互靠近,以与零件的相对两个侧面抵紧,在所述释放位置,所述定型面和所述定位面相互远离,以便取放所述零件。本技术的定型工具可以对不同零件进行定型,减小零件之间的尺寸差异,且方便零件组装。
技术研发人员:任锐,孙淑伟,智立勃,张彦福
受保护的技术使用者:北京百度网讯科技有限公司
技术研发日:20221226
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!