电动车尾箱注塑模具多级温控进胶成型机构的制作方法
本技术属于注塑模具,涉及一种电动车尾箱注塑模具多级温控进胶成型机构。
背景技术:
1、电动车尾箱一般通过注塑成型,电动车尾箱的内部需要形成外边缘卡扣、外螺钉连接柱和内螺钉连接柱,且外边缘卡扣、外螺钉连接柱需要有多组,以便于外覆盖塑件进行安装,现有技术中的模具在进行注塑的过程中是将注塑机直接与注塑模具直接连接,注塑的塑料在进入注塑模具不方便对塑胶的温度进行控制,同时由于塑件内侧需要设置多个不同方向的扣件,因此设置侧抽芯机构会增加模具的制造难度。
技术实现思路
1、本实用新型的目的是针对上述问题,提供一种电动车尾箱注塑模具多级温控进胶成型机构。
2、为达到上述目的,本实用新型采用了下列技术方案:
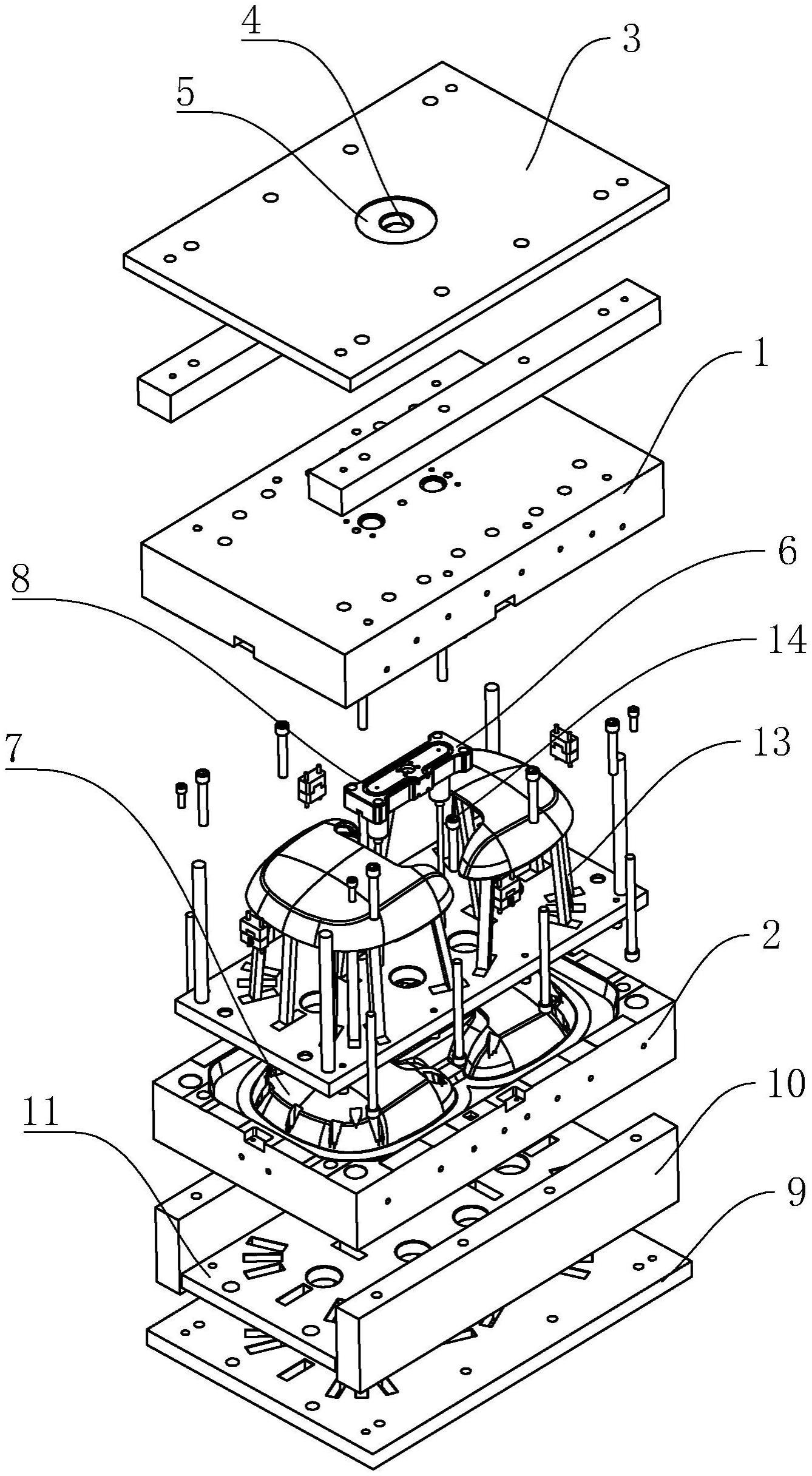
3、一种电动车尾箱注塑模具多级温控进胶成型机构,包括上模板和下模板,所述的上模板上方安装有前模架底板,所述的前模架底板的中央开设有主流道,所述的主流道上设置有定位环,所述的上模板在对应主流道的位置设置有浇口衬套,所述的浇口衬套将主流道分流为两个独立的分流道,所述的上模板上设有两个向内凹陷的上成型面,所述的下模板上设有两个向外凸出的下成型面,所述的上成型面和下成型面组合形成成型腔,所述的成型腔分别与两个独立的分流道相连通,所述的浇口衬套的上下表面均开设有温控回流通道,所述的下模板上设置有顶出机构。
4、在上述的电动车尾箱注塑模具多级温控进胶成型机构中,所述的顶出机构的一端插入至成型腔内,所述的下模板的底部连接有下模固定板,所述的下模固定板与下模板之间设置有垫板,所述的下模板通过垫板与所述的下模固定板连接。
5、在上述的电动车尾箱注塑模具多级温控进胶成型机构中,所述的顶出机构包括位于下模固定板上方的上顶出板和下顶出板,所述的上顶出板和下顶出板之间安装有与成型腔相连的侧抽芯顶出组件和直顶出组件,所述的下模板的下成型面上开设有卡扣成型槽、外螺钉连接柱成型槽和内螺钉连接柱成型槽。
6、在上述的电动车尾箱注塑模具多级温控进胶成型机构中,所述的侧抽芯顶出组件包括位于上顶出板和下顶出板上的一号顶杆、二号顶杆和三号顶杆,所述的一号顶杆、二号顶杆和三号顶杆底部与上顶出板和下顶出板铰接。
7、在上述的电动车尾箱注塑模具多级温控进胶成型机构中,所述的一号顶杆、二号顶杆和三号顶杆的另一端位于下模板内,所述的下模板在对应一号顶杆、二号顶杆和三号抽芯的位置设置有一号抽芯槽、二号抽芯槽和三号抽芯槽,所述的一号顶杆、二号顶杆和三号顶杆分别位于一号抽芯槽、二号抽芯槽和三号抽芯槽内,且与抽芯槽活动连接。
8、在上述的电动车尾箱注塑模具多级温控进胶成型机构中,所述的一号顶杆在位于下成型面的一端设置有卡扣成型结构,所述的二号顶杆和三号顶杆在位于下成型面的一端设置有螺钉连接柱成型结构。
9、在上述的电动车尾箱注塑模具多级温控进胶成型机构中,所述的卡扣成型结构设置有若干组,且所述的卡扣成型结构由一号卡扣成型块和二号卡扣成型块组成,且所述的一号卡扣成型块和二号卡扣成型块的上表面为半圆弧形结构,且所述的一号卡扣成型块和二号卡扣成型块上表面通过圆弧面过度。
10、在上述的电动车尾箱注塑模具多级温控进胶成型机构中,所述的螺钉连接柱成型结构由第一成型部、第二成型部、第三成型部组成,所述的第二成型部位于第一成型部上,所述的第三成型部位于第二成型部上,所述的第三成型部上连接有螺孔成型部,所述的第一成型部、第二成型部、第三成型部表面为半圆弧形结构,且第一成型部、第二成型部、第三成型部的上表面通过圆弧面过度。
11、在上述的电动车尾箱注塑模具多级温控进胶成型机构中,所述的一号顶杆、二号顶杆和三号顶杆顶部和下成型面内腔面齐平,且紧密配合。
12、在上述的电动车尾箱注塑模具多级温控进胶成型机构中,所述的直顶出组件包括若干竖直设置在上顶出板和下顶出板上的直顶杆,所述的直顶杆顶部贯穿下模板并和下成型面顶部齐平。
13、与现有的技术相比,本实用新型的优点在于:
14、本实用新型通过注塑机向模具的主流道内注射融化的塑胶,塑胶液体通过主流道进入浇口衬套,在浇口衬套上分流进入两个独立的分流道,通过在浇口衬套的上下表面均开设有温控回流通道,温控回流通道内形成回路可以通入适当温度的液体来控制进胶的温度,通过温控回流通道可以实现对进入注塑模内的塑胶液体进行控制,从而适应生产的需求,侧抽芯顶出组件配合直顶顶出组件能够将产品顶出并在顶出的同时使扣件和下模板分离,无需额外设置侧抽芯机构,且结构简单,使用方便。
15、本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
技术特征:
1.一种电动车尾箱注塑模具多级温控进胶成型机构,包括上模板(1)和下模板(2),其特征在于,所述的上模板(1)上方安装有前模架底板(3),所述的前模架底板(3)的中央开设有主流道(4),所述的主流道(4)上设置有定位环(5),所述的上模板(1)在对应主流道(4)的位置设置有浇口衬套(6),所述的浇口衬套(6)将主流道(4)分流为两个独立的分流道,所述的上模板(1)上设有两个向内凹陷的上成型面,所述的下模板(2)上设有两个向外凸出的下成型面(7),所述的上成型面和下成型面(7)组合形成成型腔,所述的成型腔分别与两个独立的分流道相连通,所述的浇口衬套(6)的上下表面均开设有温控回流通道(8),所述的下模板(2)上设置有顶出机构。
2.根据权利要求1所述的电动车尾箱注塑模具多级温控进胶成型机构,其特征在于,所述的顶出机构的一端插入至成型腔内,所述的下模板(2)的底部连接有下模固定板(9),所述的下模固定板(9)与下模板(2)之间设置有垫板(10),所述的下模板(2)通过垫板(10)与所述的下模固定板(9)连接。
3.根据权利要求2所述的电动车尾箱注塑模具多级温控进胶成型机构,其特征在于,所述的顶出机构包括位于下模固定板(9)上方的上顶出板(11)和下顶出板(12),所述的上顶出板(11)和下顶出板(12)之间安装有与成型腔相连的侧抽芯顶出组件(13)和直顶出组件(14),所述的下模板(2)的下成型面上开设有卡扣成型槽(15)、外螺钉连接柱成型槽(16)和内螺钉连接柱成型槽(17)。
4.根据权利要求3所述的电动车尾箱注塑模具多级温控进胶成型机构,其特征在于,所述的侧抽芯顶出组件(13)包括位于上顶出板(11)和下顶出板(12)上的一号顶杆(18)、二号顶杆(19)和三号顶杆(20),所述的一号顶杆(18)、二号顶杆(19)和三号顶杆(20)底部与上顶出板(11)和下顶出板(12)铰接。
5.根据权利要求4所述的电动车尾箱注塑模具多级温控进胶成型机构,其特征在于,所述的一号顶杆(18)、二号顶杆(19)和三号顶杆(20)的另一端位于下模板(2)内,所述的下模板(2)在对应一号顶杆(18)、二号顶杆(19)和三号顶杆(20)的位置设置有一号抽芯槽(21)、二号抽芯槽(22)和三号抽芯槽(23),所述的一号顶杆(18)、二号顶杆(19)和三号顶杆(20)分别位于一号抽芯槽(21)、二号抽芯槽(22)和三号抽芯槽(23)内,且与抽芯槽活动连接。
6.根据权利要求5所述的电动车尾箱注塑模具多级温控进胶成型机构,其特征在于,所述的一号顶杆(18)在位于下成型面的一端设置有卡扣成型结构(24),所述的二号顶杆(19)和三号顶杆(20)在位于下成型面(7)的一端设置有螺钉连接柱成型结构(25)。
7.根据权利要求6所述的电动车尾箱注塑模具多级温控进胶成型机构,其特征在于,所述的卡扣成型结构(24)设置有若干组,且所述的卡扣成型结构(24)由一号卡扣成型块(26)和二号卡扣成型块(27)组成,且所述的一号卡扣成型块(26)和二号卡扣成型块(27)的上表面为半圆弧形结构,且所述的一号卡扣成型块(26)和二号卡扣成型块(27)上表面通过圆弧面过度。
8.根据权利要求7所述的电动车尾箱注塑模具多级温控进胶成型机构,其特征在于,所述的螺钉连接柱成型结构(25)由第一成型部(28)、第二成型部(29)、第三成型部(30)组成,所述的第二成型部(29)位于第一成型部(28)上,所述的第三成型部(30)位于第二成型部(29)上,所述的第三成型部(30)上连接有螺孔成型部(31),所述的第一成型部(28)、第二成型部(29)、第三成型部(30)表面为半圆弧形结构,且第一成型部(28)、第二成型部(29)、第三成型部(30)的上表面通过圆弧面过度。
9.根据权利要求8所述的电动车尾箱注塑模具多级温控进胶成型机构,其特征在于,所述的一号顶杆(18)、二号顶杆(19)和三号顶杆(20)顶部和下成型面内腔面齐平,且紧密配合。
10.根据权利要求9所述的电动车尾箱注塑模具多级温控进胶成型机构,其特征在于,所述的直顶出组件(14)包括若干竖直设置在上顶出板(11)和下顶出板(12)上的直顶杆(32),所述的直顶杆(32)顶部贯穿下模板(2)并和下成型面(7)顶部齐平。
技术总结
本技术属于注塑模具技术领域,尤其涉及一种电动车尾箱注塑模具多级温控进胶成型机构。本技术,包括上模板和下模板,所述的上模板上方安装有前模架底板,所述的前模架底板的中央开设有主流道,所述的主流道上设置有定位环,所述的上模板在对应主流道的位置设置有浇口衬套,所述的浇口衬套将主流道分流为两个独立的分流道,所述的上模板上设有两个向内凹陷的上成型面,所述的下模板上设有两个向外凸出的下成型面,本技术通过在浇口衬套的上下表面均开设有温控回流通道,温控回流通道内形成回路可以通入适当温度的液体来控制进胶的温度,通过温控回流通道可以实现对进入注塑模内的塑胶液体进行控制,从而适应生产的需求。
技术研发人员:魏兆利
受保护的技术使用者:台州市昱泰机车部件有限公司
技术研发日:20221223
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!