一种油表盖自动冲压机的制作方法
本技术属于机械,涉及一种冲压设备,特别是一种油表盖自动冲压机。
背景技术:
1、在油表压盖生产中,有一个环节需要把密封圈跟透明亚克力板用冲床压在一起,经过冲压形成卷边将密封圈及透明亚克力板包覆,同时使密封圈受压变形,以保障密封效果。
2、由于冲床加工是高危职业,现有技术为员工用手把零件放进冲床模具内进行冲压。因疲劳操作、机械故障等引起的工伤事故,往往给操作者带来了无法承担的严重后果。
3、例如,中国专利公开了一种用于扭力螺母封盖的自动转盘压力机,专利号:cn201710580013.4,一种用于扭力螺母封盖的自动转盘压力机,包括机架体、冲杆、导向块、凸模、驱动机构、曲轴、连杆、棘轮、棘爪、第一转轴、第二转轴、送料转盘和定位装置,定位装置装在机架体工作台上,机架体后部开设有卸料口,卸料口底部装有出料滑板,送料转盘位于工作台上,送料转盘周圈有存放扭力螺母的豁口,送料转盘的右侧设置有弧形挡板,弧形挡板装在工作台上,棘轮装在第一转轴上,棘爪顶在棘轮外壁上并与第一转轴铰接,另一端与连杆连接,连杆顶部与曲轴铰接,当冲杆带动凸模上升时,棘爪拨动棘轮使送料转盘旋转,待豁口位于凸模正下方时停止,凸模下移冲压。本发明操作简单,方便可靠,能够保证工人人身安全,提高生产产量,降低工人劳动强度。
4、上述技术方案中,上料、卸料结构不够完善,从而尚未形成由自动上料、自动定位传输,自动定位压料,自动下料的一体化流水线,从而仍需要人工进行辅助上下料,未能达到全自动操作。另外上述定位结构属于推压硬性定位,由此弧形挡板在直推驱动下容易对产品表面造成擦伤,从而影响产品品质,提高不良率,降低经济效益。
技术实现思路
1、本实用新型的目的是针对现有的技术存在上述问题,提出了一种由进料、上料、定位压料和卸料全部通过机械化自动完成的油表盖自动冲压机。
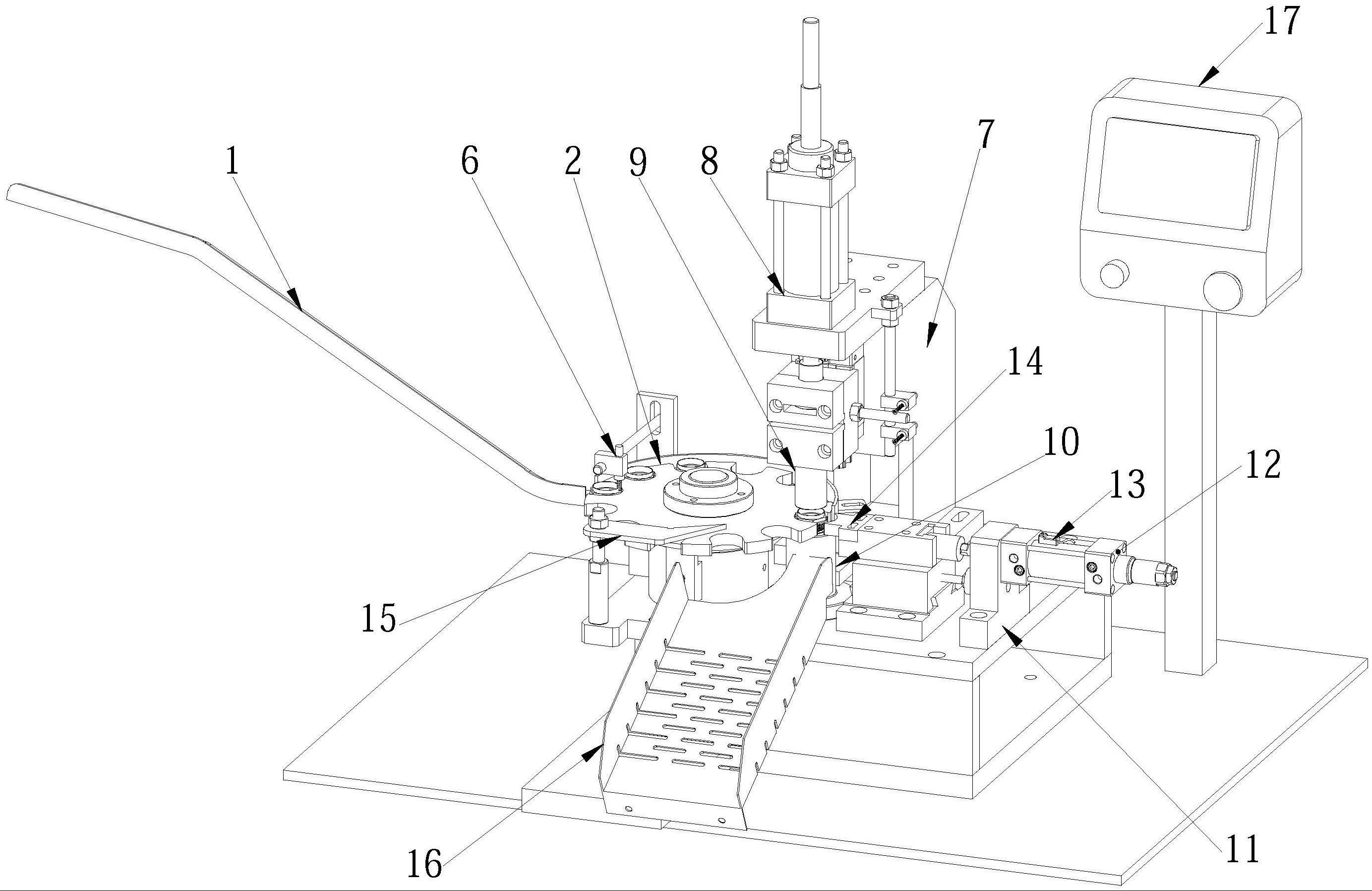
2、本实用新型的目的可通过下列技术方案来实现:一种油表盖自动冲压机,包括进料通道,所述进料通道的出料端衔接转盘,所述转盘外周圈均匀开设若干嵌料缺口,所述转盘的一侧设定一个进料缺口位,另一侧设定一个压料缺口位,再一侧设定一个出料缺口位,所述转盘由间歇式动力机构驱动连接,所述进料通道的出料端外侧还设置进料到位检测器,所述进料到位检测器的检测头伸至所述进料缺口位,所述转盘的旁侧设置冲压机构和定位机构,所述冲压机构包括支撑座,所述支撑座上固设冲压油缸,所述冲压油缸的下方驱动连接冲头,所述冲头设置于所述压料缺口位的正上方,所述压料缺口位的正下方固设下模,所述定位机构包括固定座,所述固定座上固设定位气缸,所述定位气缸的伸缩板连接定位板,所述伸缩板与所述定位板之间设置弹性组件一,所述定位板与所述嵌料缺口之间设置弹性组件二,所述定位板的外端凹设定位缺口,所述定位缺口与所述压料缺口位相匹配设置,所述出料缺口位的下方设置出料槽,所述出料缺口位的上方固设出料板。
3、在上述的油表盖自动冲压机中,还包括plc控制盒,所述plc控制盒电控连接所述间歇式动力机构、冲压油缸和定位气缸,所述进料到位检测器通过电路连接所述plc控制盒。
4、在上述的油表盖自动冲压机中,所述定位气缸上设置定位到位磁性开关,所述定位到位磁性开关通过电路连接所述plc控制盒。
5、在上述的油表盖自动冲压机中,所述间歇式动力机构包括推进气缸,所述推进气缸的伸缩杆上固连棘爪,所述棘爪与棘轮呈间歇式齿啮合连接,所述棘轮通过中心轴固连所述转盘,所述plc控制盒电控连接所述推进气缸。
6、在上述的油表盖自动冲压机中,所述进料通道具有光滑的送料槽壁,所述进料通道的进料端高、出料端低形成倾斜设置。
7、在上述的油表盖自动冲压机中,所述嵌料缺口位于所述转盘的周边上,所述嵌料缺口具有内凹圆弧,所述嵌料缺口的外侧为平置通口。
8、在上述的油表盖自动冲压机中,所述定位气缸的伸缩板通过销轴铰接所述定位板,所述弹性组件一包括连接于所述伸缩板与所述定位板之间的弹簧一和弹簧二,所述弹簧一、所述弹簧二分别位于所述销轴的两侧;所述定位板前端的侧壁上开设装配孔,所述弹性组件二包括由内至外卡嵌于所述装配孔内的压簧、钢珠,部分所述钢珠由所述装配孔的孔口露出形成弹性球头,所述嵌料缺口的内壁上对应凹设球坑,所述弹性球头嵌入所述球坑形成弹性定位卡接。
9、在上述的油表盖自动冲压机中,所述出料槽具有光滑的出料槽壁,所述出料槽的接料口高、排料口低形成倾斜设置。
10、在上述的油表盖自动冲压机中,所述转盘的旁侧竖立固定柱,所述出料板通过螺栓固装在所述固定柱的顶端上,所述出料板具有挡料沿,所述挡料沿位于所述出料缺口位的边沿处。
11、在上述的油表盖自动冲压机中,所述转盘的旁侧竖立装配板,所述装配板的顶部固连横杆,所述横杆的末端固连所述进料到位检测器,所述进料到位检测器位于所述进料缺口位的上方。
12、与现有技术相比,本油表盖自动冲压机具有以下优点:
13、通过plc智能控制转盘,让零件自动进入冲模,再控制液压自动冲压,完成冲压后产品自动进入出料槽,提高了产量,降低了零件的生产成本。高效的实现了油表盖零件的自动化冲压生产,代替了冲床,避免了工伤事故的发生,减轻了操作者的劳动强度,为投资者带来了良好的经济效益。同时利用弹性缓冲定位,进行一定幅度的调整配合,避免直推导致产品表面擦伤,既能保护产品提升成品品质,又能对产品形成精准、稳固定位,利于精准冲压。
技术特征:
1.一种油表盖自动冲压机,其特征在于,包括进料通道,所述进料通道的出料端衔接转盘,所述转盘外周圈均匀开设若干嵌料缺口,所述转盘的一侧设定一个进料缺口位,另一侧设定一个压料缺口位,再一侧设定一个出料缺口位,所述转盘由间歇式动力机构驱动连接,所述进料通道的出料端外侧还设置进料到位检测器,所述进料到位检测器的检测头伸至所述进料缺口位,所述转盘的旁侧设置冲压机构和定位机构,所述冲压机构包括支撑座,所述支撑座上固设冲压油缸,所述冲压油缸的下方驱动连接冲头,所述冲头设置于所述压料缺口位的正上方,所述压料缺口位的正下方固设下模,所述定位机构包括固定座,所述固定座上固设定位气缸,所述定位气缸的伸缩板连接定位板,所述伸缩板与所述定位板之间设置弹性组件一,所述定位板与所述嵌料缺口之间设置弹性组件二,所述定位板的外端凹设定位缺口,所述定位缺口与所述压料缺口位相匹配设置,所述出料缺口位的下方设置出料槽,所述出料缺口位的上方固设出料板。
2.根据权利要求1所述的油表盖自动冲压机,其特征在于,还包括plc控制盒,所述plc控制盒电控连接所述间歇式动力机构、冲压油缸和定位气缸,所述进料到位检测器通过电路连接所述plc控制盒。
3.根据权利要求2所述的油表盖自动冲压机,其特征在于,所述定位气缸上设置定位到位磁性开关,所述定位到位磁性开关通过电路连接所述plc控制盒。
4.根据权利要求2所述的油表盖自动冲压机,其特征在于,所述间歇式动力机构包括推进气缸,所述推进气缸的伸缩杆上固连棘爪,所述棘爪与棘轮呈间歇式齿啮合连接,所述棘轮通过中心轴固连所述转盘,所述plc控制盒电控连接所述推进气缸。
5.根据权利要求1所述的油表盖自动冲压机,其特征在于,所述进料通道具有光滑的送料槽壁,所述进料通道的进料端高、出料端低形成倾斜设置。
6.根据权利要求1所述的油表盖自动冲压机,其特征在于,所述嵌料缺口位于所述转盘的周边上,所述嵌料缺口具有内凹圆弧,所述嵌料缺口的外侧为平置通口。
7.根据权利要求6所述的油表盖自动冲压机,其特征在于,所述定位气缸的伸缩板通过销轴铰接所述定位板,所述弹性组件一包括连接于所述伸缩板与所述定位板之间的弹簧一和弹簧二,所述弹簧一、所述弹簧二分别位于所述销轴的两侧;所述定位板前端的侧壁上开设装配孔,所述弹性组件二包括由内至外卡嵌于所述装配孔内的压簧、钢珠,部分所述钢珠由所述装配孔的孔口露出形成弹性球头,所述嵌料缺口的内壁上对应凹设球坑,所述弹性球头嵌入所述球坑形成弹性定位卡接。
8.根据权利要求1所述的油表盖自动冲压机,其特征在于,所述出料槽具有光滑的出料槽壁,所述出料槽的接料口高、排料口低形成倾斜设置。
9.根据权利要求1所述的油表盖自动冲压机,其特征在于,所述转盘的旁侧竖立固定柱,所述出料板通过螺栓固装在所述固定柱的顶端上,所述出料板具有挡料沿,所述挡料沿位于所述出料缺口位的边沿处。
10.根据权利要求1所述的油表盖自动冲压机,其特征在于,所述转盘的旁侧竖立装配板,所述装配板的顶部固连横杆,所述横杆的末端固连所述进料到位检测器,所述进料到位检测器位于所述进料缺口位的上方。
技术总结
本技术提供一种油表盖自动冲压机,包括进料通道的出料端衔接转盘,转盘外周圈开设若干嵌料缺口,转盘设定一个进料缺口位,一个压料缺口位,一个出料缺口位,转盘由间歇式动力机构驱动连接,进料通道出料端外侧还设置进料到位检测器,转盘的旁侧设置冲压机构和定位机构,冲压机构包括支撑座,支撑座上固设冲压油缸,冲压油缸的下方驱动连接冲头,冲头设置于压料缺口位的正上方,压料缺口位的正下方固设下模,定位机构包括固定座,固定座上固设定位气缸,定位气缸的伸缩轴固连定位板,定位板的外端凹设定位缺口,定位缺口与压料缺口位相匹配设置,出料缺口位的下方设置出料槽,出料缺口位的上方固设出料板。实现智能控制的全自动冲压作业。
技术研发人员:杨立军
受保护的技术使用者:诸暨市亦达机械有限公司
技术研发日:20220815
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!