用热塑性密封材料涂覆织物软管的方法与流程
本发明涉及一种用热塑性密封材料涂覆织物软管的方法,其中,该织物软管具有纵向方向和周向方向,并且在纵向方向和周向方向上连续地制造,特别是由圆形针织软管形成。
背景技术:
1、涂有热塑性密封材料的织物软管许久以来已经用于特别是下水道管道和排水管的内管翻新,但完全也用于其他的输送介质的管道。通常,到目前为止,要么将扁平材料涂覆,然后成型为管状形状或软管形状,其中,这不可避免地会产生破坏性接缝,要么将周向方向上的连续圆管折叠成平整的形状并从两侧进行涂覆,其中,沿着相应的折叠线形成未涂覆的或涂覆不良的区域。
技术实现思路
1、基于此,本发明的目的在于,提出一种方法,通过该方法能够以经济且工艺稳定的方式以连续方法生产基本均匀地涂覆有热塑性密封材料的织物软管。
2、根据本发明,该目的通过具有权利要求1的特征的方法来实现。因此,本发明的主题因而是一种在涂覆装置中用特别是基于聚氨酯的热塑性密封材料涂覆织物软管的方法,其中,该织物软管具有纵向方向和周向方向,并且在纵向方向和周向方向上连续地制造,特别是由圆形针织软管形成,
3、其中,将织物软管供给到涂覆装置,并且连续地套到沿纵向方向和大致沿竖直方向延伸的心轴上,并且沿着该心轴连续地进一步输送,
4、其中,该心轴由至少一个设置在织物软管外部的支撑机构支撑和定位(lageorientieren),
5、其中,热塑性密封材料以加热的、可流动的状态提供,并且被供给到沿心轴连续输送的织物软管的整个外周,使得热塑性密封材料可以部分地渗透到织物软管中和/或可以粘附到织物软管的外周上并形成封闭的平面涂层,
6、然后将以此方式涂覆的织物软管连续地从心轴上拉出。
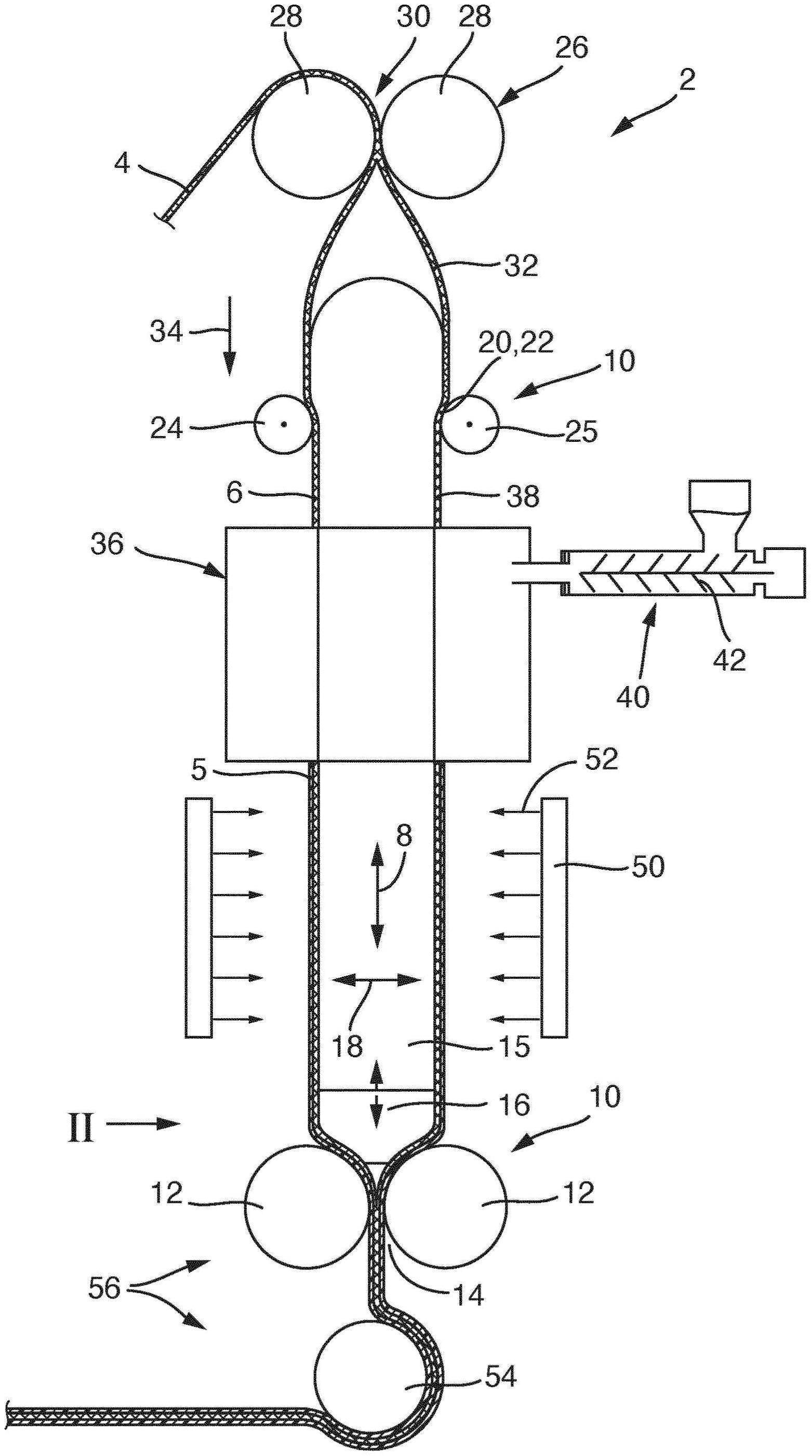
7、因此,根据本发明提出,待涂覆的织物软管不以扁平状态涂覆,而是将软管供给到在涂覆装置中大致竖直定向并且在其间布置有软管的情况下以浮动方式支撑的细长心轴,并被套到该心轴上,并沿着该心轴连续地进一步输送,最后又从心轴上拉出,其中,这在连续的过程中进行,并且织物软管在心轴的区域中涂覆有热塑性密封材料。心轴和围绕它的软管延伸穿过用于将熔化的热塑性密封材料供给至织物软管的外周的机构,并且连续供给的织物软管在实施该方法时连续地穿过该机构,并在这种情况下从外部涂覆有热塑性密封材料。这样,还可以以有利的方式实现具有基本上均匀的涂层单位面积重量的涂层,因为特别是如果心轴在涂层施加到织物软管的区域中被设计成具有基本上圆柱形的外部形状,则可以容易地提供和施加均匀厚度的套筒状层。这从用于生产或涂覆刚性管道的挤出装置、特别是共挤装置中已经已知。
8、对于大多数应用来说,已表明适宜并且有利的是,将以这种方式涂覆的织物软管从心轴上拉出,并转变成存放形式。此处已证明有利的是,将连续从心轴拉出的软管又转变成平坦的、折叠的形式,然后例如以卷或捆的形式卷绕或z形地折叠,即来回铺设成上下叠置的各层。然而,也可以证明有利的是,将涂覆的织物软管从心轴上拉出并直接供应给进一步加工或进一步处理。
9、例如,软管可以直接插入要加衬的管状本体中。在此表明有利的是,软管以倒置状态插入到待加衬的管状本体中,使得其涂有热塑性密封材料的外侧于是形成加衬的管状本体的内侧。
10、为了能够限制心轴和涂覆装置的纵向长度,已表明有利的是,如此涂覆的织物软管在心轴的区域中仍然被冷却。这可以以有利的方式通过空气冷却来完成,空气冷却例如可以通过具有气出口开口的可让空气流过的环来完成。冷却或所提供的冷却能力或冷却部分的长度以及因此还有在涂覆织物软管之后心轴的长度应当以有利的方式经过选择,使得热塑性密封材料至少冷却到这样的程度,即其在心轴的支撑区域中或者还在作用于织物软管上的拉出装置的区域中不再塑性移位或变形。在此,冷却至例如35℃以下已被证明是有利的。
11、还证明有利的是,支撑机构包括至少一个且优选两个支撑辊,支撑辊至少部分地承受心轴的重量。
12、此外被证明是有利的,支撑机构包括一对支撑辊,并且心轴在该对支撑辊上方布置并延伸,使得其以下面的纵向端部支撑在该对支撑辊上。通过这种方式,心轴连同围绕其的织物软管和施加到其上的热塑性密封材料的全部重力或至少大部分重力可以被吸收。然而,除此之外或作为替代,可以使用支撑地作用在心轴的外周上的支撑机构。下面还将对此进行解释。
13、还可以证明有利的是,心轴具有细长的心轴本体,且在其下面的纵向端部处具有成型支撑体,通过该成型支撑体将心轴支撑在支撑机构上,特别是其中,成型支撑体能够相对于心轴本体沿纵向方向调节。该成型支撑体可以与心轴本体的其余部分构造为一体,或者可以作为与其分离的本体附接到心轴本体上。这被证明是有利的,因为成型支撑体可以按照在装置使用的相应支撑机构被专门互补地设计。它也可以由与心轴本体不同的材料制成。成型支撑体在受到磨损时,也可以被更换为新的成型支撑体,只要其有利地设置成相对于心轴本体可拆下。如果规定可相对于心轴本体调节长度,例如通过使用螺纹丝杠或通过可伸缩的或其他的连接机构,则可以实现对涂覆装置的组件的微调。
14、还证明有利的是,成型支撑体与支撑机构以互补的方式相互作用,使得心轴不仅被竖直地支撑,而且还在心轴的横向方向和/或周向方向上位置稳定。
15、在该构思的进一步改进中,已表明有利的是,成型支撑体构造成与一对支撑辊中的变细的辊间隙区域地大致互补,使得成型支撑体能够部分地伸入辊间隙中并由此得到位置稳定。结果,防止了心轴沿周向扭转,从而位置稳定。它还在横向即水平方向上横向于辊间隙不可移动地放置,并且因此也得到位置稳定。
16、根据另一构思提出,心轴在其下端或成型支撑体具有至少一个或优选两个彼此平行布置的滚子,所述滚子可抵靠用于心轴的支撑机构滚动,特别是抵靠一对支撑辊滚动,涂覆的织物软管布置在所述滚子其间。结果,涂覆的织物软管沿着心轴的滑动以及因此涂覆的织物软管的拉出可以被实现为具有较小的阻力。这带来了进一步的优点,即只需以较小的程度将拉力引入到织物软管中。
17、根据本发明的另一特别有利的进一步改进提出,心轴在纵向方向上在下面的纵向端部和上面的纵向端部之间具有变化的横截面,从而由此形成支撑带,并且心轴通过设置在织物软管外部的支撑机构支撑在支撑带上。如开篇已经提到的,作用在心轴的外周上的这种支撑可以作为在其下端处支撑心轴的补充或替代而进行。该支撑优选地发生在布置在织物软管的涂层前面的心轴区域中。通过在心轴的外周上的这种特别附加的支撑,可以实现心轴在涂覆装置内的浮动安装的居中。因此,施加在心轴的外周上的支撑可以居中地和/或在竖直方向上支撑性地进行。优选地,支撑既居中地进行,又在竖直方向上支撑性地、即承载性地进行。
18、在该构思的进一步改进中已经证明有利的是,支撑机构由一对相对的支撑辊形成,特别是由第一对支撑辊和第二对支撑辊形成,第二对支撑辊被布置为与第一对支撑辊相比相对于竖直方向旋转90°。已经证明有利的是,这些支撑辊中的至少一些能够被设计成可横向于心轴的纵向延伸方向调节。这有利于心轴的插入及从装置中取出以及织物软管起初套到心轴上。这还使得能够进行精细调节,使得根据织物软管的厚度,可以为心轴的布置设定最佳间隙,该心轴通过软管虽然浮动地,但仍然位置稳定地布置在涂覆装置内。
19、此外已经证明有利的是,支撑机构包括环形元件,该环形元件形成用于心轴和软管的圆形且特别是同心的入口。因此该环形元件可以特别设计为漏斗的形式。它可以是前述的作用在心轴外周上的支撑机构的替代方案。然而,还可以证明有利的是,在心轴的下面的纵向端部区域中,代替支撑辊,使用这种环形元件作为心轴的支撑机构。
20、就成本有效的仓储和过程管理而言,已被证明有利的是,织物软管以扁平状态提供和供应,并且在涂覆装置内扩张成隧道形状,并套到心轴上。
21、也被证明有利的是,在沿着心轴连续输送的织物软管的外周上,通过共挤形成多层热塑性密封材料,其中,所述多层由不同的热塑性密封材料形成,使得所述多层在至少一种化学性质或物理性质方面不同。这样,可以通过适当选择材料来实现多层的不同特性。特别地,所述多层在至少一种化学性质或物理性质方面不同,特别是在它们的粘性或粘附性方面或在它们的紧密性或延展性或拉伸强度或抗撕裂扩展性或耐磨性或弹性回弹力或滑动系数或摩擦系数方面不同。
22、还证明有利的是,使用热塑性聚酯聚氨酯(tpu)作为热塑性密封材料,其特别是具有至少60肖氏a和至多95肖氏a、特别是80-95肖氏a、特别是85-95肖氏a、特别是90-93肖氏a的肖氏a硬度(根据din iso 7613-1 3s测定)。
23、例如,作为与织物软管直接接触的内层,可以采用由热熔粘合材料制成的功能层。对织物软管,该内层形成至少1200cn/cm的层复合粘合力。该层优选具有5-50μm、特别是5-40μm、特别是5-30μm、特别是5-20μm并且更特别是5-15μm的厚度。
24、还提出,设置在外侧邻接的层,其决定性地确定在涂层的紧密性和/或延展性和/或拉伸强度和/或抗撕裂扩展性和/或耐磨性和/或弹性回弹力方面的主要要求。通常中间的该层优选具有至少50μm、特别是至少70μm、特别是至少80μm并且更优选至多500μm、特别是至多400μm、特别是至多300μm、特别是至多250μm、特别是至多200μm、特别是至多180μm的厚度。它优选基于热塑性聚酯-聚氨酯(tpu)构造。
25、最后,已证明有利的是,设置外层,该外层通常作为第三层并且更通常基于热塑性聚酯-聚氨酯(tpu),其设计是针对于设定最佳的滑动系数和摩擦系数的。该外层于是具有比向内与其邻接的层更低的滑动系数和摩擦系数。该外层可以有利地形成为具有优选至少30μm、特别是至少4μm、特别是至少5μm并且更特别是至多20μm、特别是至多15μm、特别是至多10μm的相当小的壁厚。该层的4-6μm的壁厚已表明是足够的。
26、如上所述可由多个共挤层组成的涂层的总厚度可有利地为至少70μm,特别是至少80μm,特别是至少90μm,更特别是至多600μm,特别是至多500μm,特别是至多400μm,特别是至多300μm,特别是至多250μm,特别是至多200μm,特别是至多180μm。就低材料成本而言,较小的壁厚是优选的。
27、本发明还涉及一种具有权利要求16的特征的用于执行上述方法的涂覆装置。
28、根据本发明的涂覆装置还可以包括由拉出机构构成的或者在拉出机构下游的用于将涂覆的织物软管转变成存放形式的机构。还可以设置用于进一步处理或进一步使用经涂覆的软管的机构,特别是用于将经涂覆的织物软管引入到待加衬的管状本体中的机构。
29、还提出,设置用于冷却涂覆有热塑性密封材料的织物软管的冷却机构,其中,该冷却机构布置在用于将熔化的热塑性密封材料供给至织物软管的外周的机构的下游。
30、用于支撑被待涂覆的软管包围的心轴的支撑机构使得心轴在一定程度上浮动地安置在连续地沿着其移动的软管内,并且以位置稳定的方式保持,该支撑机构可以优选地设计为使得支撑机构包括至少一个且优选两个支撑辊,这些支撑辊至少部分地承受心轴的重力。还可以规定,支撑机构包括一对支撑辊,并且心轴在该对支撑辊上方布置和延伸,使得心轴利用下面的纵向端部支撑在该对支撑滚子上。
31、为了便于将软管套到心轴上,已表明有利的是,心轴具有细长的心轴本体并且在其上端逐渐变细,并且优选地是圆形的。
32、心轴优选具有抛光表面,特别是具有至多0.3ra/μm的粗糙度,其可以例如根据dinen iso 4287:1998测定。
33、也可以想到并且有利的是,心轴在其表面上具有减小摩擦的涂层。
34、根据另一实施方式规定,心轴具有细长的心轴本体,并且在其下面的纵向端部处具有成型支撑体,通过该成型支撑体可将心轴支撑在支撑机构上,特别是其中,成型支撑体可以相对于心轴本体沿纵向方向进行调节。成型支撑体尤其可以与心轴一体地设计。然而,已经证明有利的是,成型支撑体能够与细长的心轴本体分离,即当磨损时能够更换。
35、在另一实施方式中可以规定,成型支撑体具有至少一个或优选两个相互平行的滚子,这些滚子可以抵靠用于心轴的支撑机构、特别是抵靠一对支撑辊滚动,经涂覆的织物软管布置在这些滚子其间。
36、已证明特别有利的是,心轴沿纵向方向在下面的纵向端部和上面的纵向端部之间具有变化的横截面,从而由此形成支撑带,并且心轴可通过设置在织物软管外部的支撑机构支撑在支撑带上。支撑机构既可以执行在水平面内的支撑和定心功能,又可以附加地或替代地执行在垂直方向上的支撑功能。
37、上述支撑机构还可以由一对相对的支撑辊形成,特别是由第一对支撑辊和第二对支撑辊形成,第二对支撑辊布置成相对于第一对支撑辊偏移90°。
38、根据涂覆装置的另一实施方式,可以证明有利的是,支撑机构由环形元件形成,该环形元件形成用于心轴和软管的圆形的且同心的入口。
39、已经证明有利的是,供给和输送机构被设计成使得其在心轴的方向上供给处于扁平状态的织物软管,并且在扩张状态下将其沿着心轴进一步输送。
40、还证明有利的是,用于将熔化的热塑性密封材料供给到织物软管的外周的机构被设计为,使得多层热塑性密封材料通过共挤形成在织物软管的外周上,其中,所述多层特别地由不同的热塑性密封材料形成。
41、本发明的其他特征、细节和优点由所附专利权利要求书和附图以及对根据本发明的方法和根据本发明的涂覆装置的优选实施方式的以下描述得出。
- 还没有人留言评论。精彩留言会获得点赞!