两次法成型机一段全自动胎侧胶贴合装置的制作方法
本发明涉及橡胶轮胎制造领域,尤其是两次法成型机一段全自动胎侧胶贴合装置。
背景技术:
1、子午线轮胎二次法成型机包括一段成型机、二段成型机,其中一段成型机是将内衬层、胎体帘布、补强层、胎圈、胎侧等部件按照一定顺序置于一段成型鼓上,通过正包、扣胎圈、反包、滚压等操作形成胎体筒的机械装置,胎体筒后续会通过人工或机械装置进入二段成型机,最终形成胎胚。
2、现有一段成型机在生产过程中内衬层、帘布层能自动贴合,但胎侧胶条因截面形状不平整、粘性大,易拉伸变形,贴合时需工人手动协助完成;工人手动贴合胎侧胶条时会将胎侧胶条拉长,与辊面产生歪斜,贴合位置不能精确控制,接头处对接不良,对轮胎质量造成影响,人工手动贴合胎侧胶条生产效率无法提高。
技术实现思路
1、本发明为了解决上述存在的技术问题,提供两次法成型机一段全自动胎侧胶贴合装置。
2、本发明的技术方案是这样实现的:
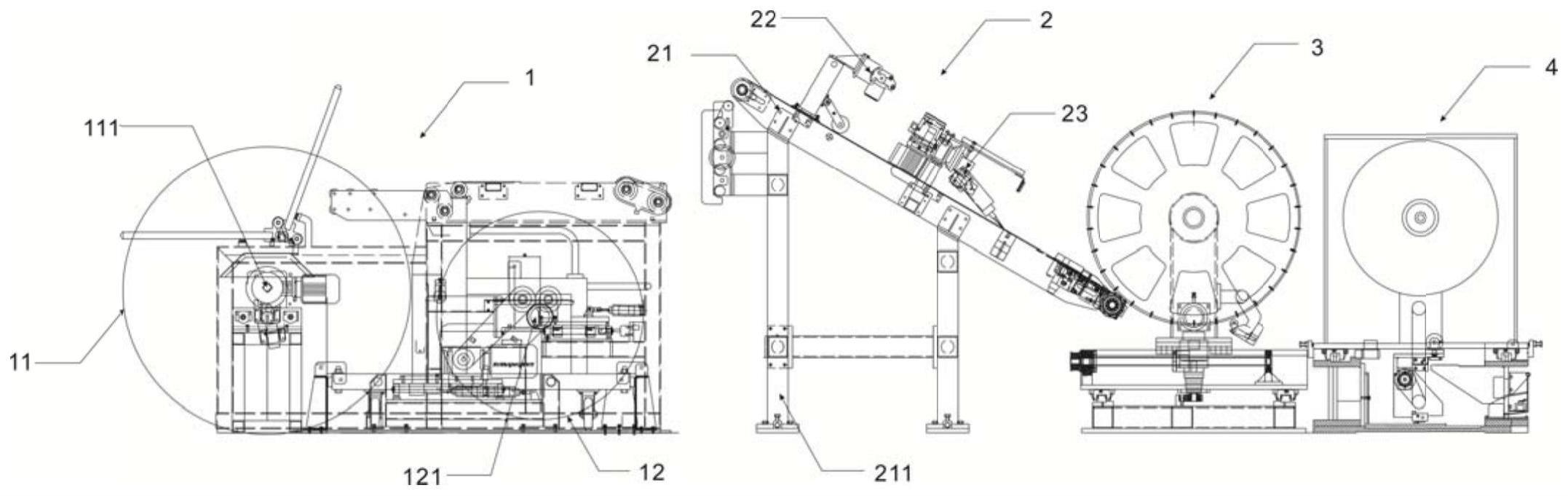
3、两次法成型机一段全自动胎侧胶贴合装置,包括双工位胎侧导料系统、胎侧纠偏裁断系统、贴合鼓系统和成型鼓系统;
4、所述双工位胎侧导料系统包括第一工字轮和第二工字轮,所述第一工字轮和第二工字轮安装在车架上,所述车架下方安装有若干脚轮,所述第一工字轮中心处安装有第一驱动轴,所述第二工字轮中心处安装有第二驱动轴,所述第二驱动轴外圈安装有空垫布卷轴,所述第二驱动轴一端连接有第一离合齿轮,所述第一离合齿轮一侧啮合有第二离合齿轮,所述第二离合齿轮一端连接有传动链轮,所述传动链轮通过皮带连接第一齿轮,所述第一齿轮一侧连接有导开电机,所述第一离合齿轮一端连接有第一移动气缸,所述车架上方一端安装有托辊;
5、所述胎侧纠偏裁断系统包括同步输送机构、纠偏机构和裁断机构,所述纠偏机构和裁断机构安装于同步输送机构上方;
6、所述同步输送机构包括支架,所述支架上方安装有传输机,所述传输机表面安装有同步输送皮带,所述传输机前部上方安装有立柱,所述传输机始端安装有光电门传感器,所述传输机末端内部安装有输送带驱动辊,所述输送带驱动辊穿出传输机末端一侧并连接有直角减速箱,所述直角减速箱同轴电连接有第一编码器,所述直角减速箱末端一侧连接有第一伺服电机,所述第一伺服电机同轴电连接有第二编码器,所述第一伺服电机与光电门传感器电连接;
7、所述纠偏机构包括位置检测器和外接的纠偏控制器,所述位置检测器包括ccd传感器和磁致位移传感器,所述ccd传感器安装于立柱顶端,所述磁致位移传感器安装于传输机的末端,所述纠偏控制器与位置检测器电连接;
8、所述裁断机构包括安装于同步输送机构中部上方的第一支撑座,以及安装于同步输送机构中部一侧边的裁刀移动电机,所述第一支撑座侧边安装有裁刀移动装置,所述裁刀移动装置包括滑轨,所述滑轨中安装有第一滑块,所述裁刀移动电机驱动第一滑块在滑轨中运行,所述第一滑块上连接有夹具,所述夹具连接有裁刀,所述裁刀末端与同步输送皮带相接触,所述夹具内还安装有裁刀位置检测仪,所述裁刀移动电机与裁刀位置检测仪、第二编码器电连接;
9、所述贴合鼓系统包括贴合鼓机构、径向移动机构、轴向移动机构和旋转机构;
10、所述轴向移动机构和径向移动机构安装于贴合鼓机构下方,所述旋转机构安装于贴合鼓机构后方,所述贴合鼓机构通过传动轴连接旋转机构,所述旋转机构通过第一连接座连接径向移动机构,所述径向移动机构通过支撑板连接轴向移动机构;
11、所述贴合鼓机构包括贴合鼓,所述贴合鼓侧面圆周方向上设置有均匀分布的锥形爪钉,所述贴合鼓侧面圆周方向上还安装有磁圈,所述贴合鼓侧面与同步输送皮带的末端相接触;
12、所述径向移动机构与位置检测器通信连接,控制贴合鼓径向移动;
13、所述轴向移动机构与纠偏控制器电连接,控制贴合鼓轴向移动;
14、所述旋转机构控制贴合鼓旋转;
15、所述成型鼓系统包括成型鼓,所述成型鼓表面贴合有帘布预复合件,所述成型鼓中轴处连接有第五伺服电机。
16、作为优选,所述第一驱动轴两端贯穿第一工字轮往外延伸并连接卡盘,所述第一驱动轴其中一端穿过卡盘继续往外延伸并连接有摩擦盘,所述摩擦盘侧边连接有卡钳制动器。
17、作为优选,所述双工位胎侧导料系统还包括倒料机构,所述倒料机构包括离合器和推杆,所述离合器安装于所述摩擦盘远离卡盘一端的第一驱动轴上,所述推杆安装于所述车架一侧上方,所述第一驱动轴远离离合器的一端连接有马达座移动导杆,所述马达座移动导杆表面套装有导套,所述马达座移动导杆上安装有第二移动气缸,所述第二移动气缸上方一侧连接倒料驱动电机,所述倒料驱动电机连接并驱动离合器。
18、作为优选,所述立柱侧边通过连接臂安装有第一压轮,所述第一压轮表面与同步输送皮带表面相接触。
19、作为优选,所述裁刀移动电机侧边安装有第一电机带轮,所述裁断机构还包括安装于同步输送机构中部另一侧边的第一传动带轮,所述第一电机带轮与第一传动带轮通过第一皮带连接,所述第一皮带上安装有传动杆,所述传动杆与第一滑块连接。
20、作为优选,所述径向移动机构包括第一连接座,所述第一连接座下方安装有第一直线导轨,所述第一直线导轨上设置有第二滑块,所述第二滑块与第一连接座连接,所述第二滑块内部设置有螺母,所述螺母内部螺纹连接有径向的丝杆,所述丝杆一端安装有丝杆轴承,所述丝杆另一端安装有第二传动带轮,所述第二传动带轮通过皮带连接第二电机带轮,所述第二电机带轮一端连接有第二伺服电机,所述第二伺服电机与位置检测器通信连接。
21、作为优选,所述轴向移动机构包括第三伺服电机,所述第三伺服电机与所述纠偏控制器电连接,所述第三伺服电机下端固定连接有第二齿轮,所述第二齿轮侧面啮合有齿条,所述齿条安装在第一底座上方,所述第三伺服电机安装在支撑板侧边,所述支撑板两端下方安装有轴向的第二直线导轨,所述第二直线导轨下方安装有第二底座。
22、作为优选,所述旋转机构包括第二支撑座,所述第二支撑座安装于第一连接座上方,所述第二支撑座上方还安装有第二连接座,所述第二连接座内部活动连接有传动轴,所述传动轴贯穿第二连接座两端,且一端与贴合鼓中轴固定连接,另一端底部安装有第三传动带轮,所述第三传动带轮通过皮带连接第三电机带轮,所述第三电机带轮侧端安装有第四伺服电机,所述第四伺服电机安装于第二支撑座侧边。
23、作为优选,所述第二支撑座远离第四伺服电机的另一侧边通过第二连杆连接有第二压轮,所述第二压轮与贴合鼓侧面相接触。
24、作为优选,所述成型鼓后方安装有第三支撑座,所述第三支撑座侧边安装有第四传动带轮,所述第四传动带轮与安装于第三支撑座下方的第五传动带轮通过第二皮带连接,所述第二皮带的一侧与第三滑块连接,所述第三滑块上安装有第三压轮,所述第五传动带轮通过皮带连接第四电机带轮,所述第四电机带轮连接第六伺服电机。
25、与现有技术相比,本发明的有益效果是:
26、本发明通过设置双工位胎侧导料系统、胎侧纠偏裁断系统、贴合鼓系统和成型鼓系统实现全自动化贴合胎侧胶条,其中利用双工位胎侧导料系统使胎侧胶条张紧而不松散,利用胎侧纠偏裁断系统对贴合前胎侧位置和长度进行精确控制,简化检测过程和保证检测精度,利用贴合鼓系统中的锥形爪钉对胎侧胶条进行固定,使其在贴合时不会因拉伸张力而使截面产生变形,提高了贴合质量,利用径向移动机构、轴向移动机构和旋转机构实现接头处紧密对接,最终贴合在已完成内衬、帘布预复合件贴合的成型鼓中,实现胎侧从上料后至贴合在成型鼓全程自动化,无需人工辅助,胎侧胶贴合位置精度高,贴合过程中胎侧胶形变较小,实现了生产效率和产品质量突破,为开发一段成型所有部件自动贴合成型机奠定基础。
- 还没有人留言评论。精彩留言会获得点赞!