分配装置及其方法与流程
提供了用于聚合物组合物的分配器,特别是能够连续地分配聚合物组合物的那些分配器,以及相关方法和分配系统。
背景技术:
1、单螺杆分配器通常用作用于连续制造或转化操作中加工聚合物材料的机构。这些机器使用接收在圆柱形料筒内的旋转螺杆。料筒包括通常位于料筒顶部的入口和位于料筒远端的出口。沿着其长度,料筒可包括一个或多个电阻加热元件,该一个或多个电阻加热元件可被精确控制以协助加热料筒内的容纳物。
2、这些分配器通常接收和转化进料,通常为聚合物粒料或粉末。进料可包括在环境温度下为固体的一种或多种热塑性树脂。在进料通过入口被进给到分配器中之后,进料通过沿着料筒热壁的热传导与由螺杆旋转所产生的高压和摩擦的组合被加热到其熔融温度以上。进料因此在通过旋转螺杆沿着料筒长度进行输送时被计量、熔融和混合,并且最终通过出口从料筒的远端排出。
3、螺杆可由机动驱动组件和齿轮箱操作,并且温度控制器沿着料筒的一个或多个控制区连接到加热元件和/或冷却元件,以基于正在分配的组合物的特性和即将进行的应用维持期望的温度分布。
技术实现思路
1、使用接受长丝组合物的分配装置可获得许多技术优点。当试图分配粘合剂组合物(包括压敏粘合剂组合物)时,使用长丝作为进料是特别方便的。在这些应用中,长丝可具有芯-鞘形状因子,其中粘性第一组分包覆在非粘性第二组分中以简化处理和进料到分配器中。在分配器内,粘性组分和非粘性组分被熔融和混合,并且最终作为均质组合物在分配器的远端排出。
2、长丝与粒料的显著区别在于它们的进料方式。长丝比粒料大得多,并且在入口叶片之间不堆积。长丝的形状因素存在许多技术问题,其中至少一些是意想不到的。在该过程中,需要将长丝牢固地夹持并一致地拉入分配器中。如果不发生这种情况,则通过量可能不合适,或者外部机动进料机构可能堵塞。进给轮卡住被发现是常规长丝分配器中的常见故障。即使小心地将长丝计量到分配器中,仍可能偶尔发生堵塞。从客户的观点来看,甚至间歇性堵塞也会对采用造成显著的障碍。
3、另一种故障模式是将长丝进给到分配器中可能无意中停止。例如,如果螺杆在长丝上没有足够的夹持,这可能发生。在一些情况下,长丝甚至可能从入口脱落,并且需要操作者干预以恢复适当的入口进给。
4、本文提供了使用挤出螺杆的分配装置,该挤出螺杆沿着其入口部分具有减小的半径(即,螺杆叶片高度)和任选地减小的螺距。减小的直径在螺杆和料筒之间形成适当尺寸的间隙,该间隙最佳地匹配长丝直径并且可充当强力辊隙以将软至中软的热塑性长丝拉入分配器中。在入口处减小的螺距减缓长丝被拉入料筒中的速率,使得其与分配器的挤出速率匹配,从而避免入口处的滚球抑制进一步进给。
5、当材料进入入口并被部分地粉碎,但不沿螺杆的长度向下行进时,发生滚球情况。相反,其从入口向回移动,从而形成一个球形的粉碎材料块。这种材料块可用作螺杆和进入的长丝之间的屏障。因为材料球不再进入入口,或者因为长丝不再被拉入,所以新材料适当地停止进给。在一些情况下,长丝可能从分配器中脱落,从而即使当螺杆继续消耗来自滚球的材料时也停止进给。
6、所提供的分配装置可减少或甚至消除对外部机动进料机构的需要,简化分配系统,同时使其更可靠且经济。
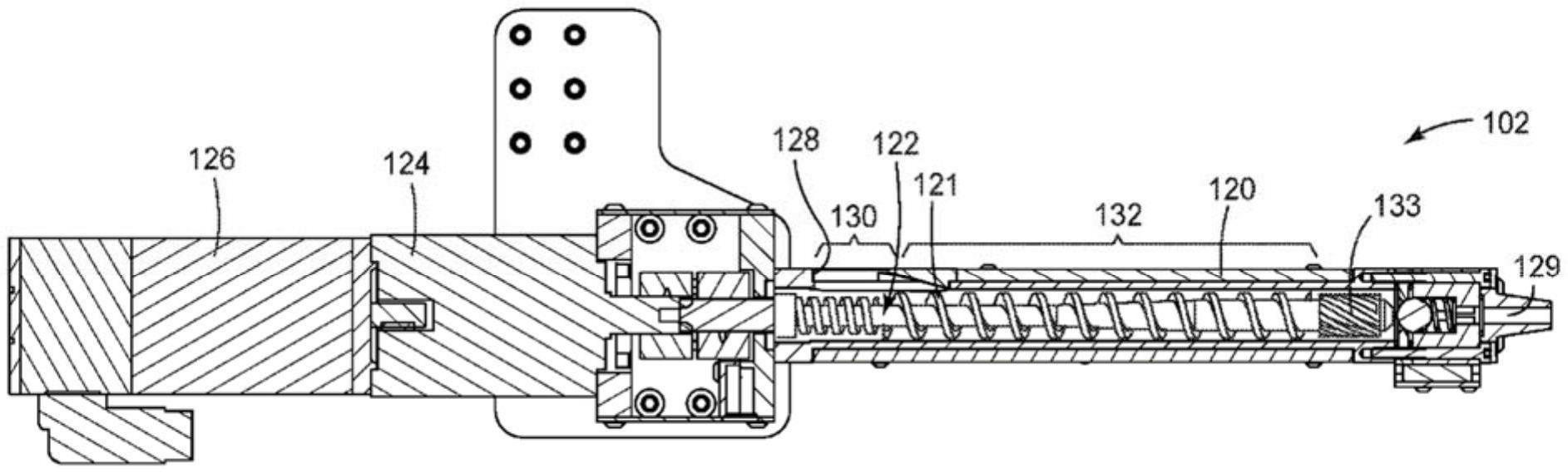
7、在第一方面,提供了一种挤出螺杆。该挤出螺杆包括:轴,该轴具有用于连接到驱动机构的柄端和与该柄端相对的远端;第一螺旋叶片,该第一螺旋叶片围绕该轴的第一部分延伸;和第二螺旋叶片,该第二螺旋叶片围绕该轴的第二部分延伸,其中该第二部分位于该第一部分的远侧,并且其中该第一螺旋叶片的标称外半径小于该第二螺旋叶片的标称外半径。
8、在第二方面,提供了一种用于分配组合物的设备,该设备包括:具有入口和出口的料筒;该挤出螺杆;和可操作地联接到该柄端的该驱动机构。
9、在第三方面中,提供一种使用该设备分配组合物的方法,该方法包括:将该组合物供给到该料筒的该入口中;旋转该挤出螺杆,使得该第一螺旋叶片将该组合物通过该入口拉入该料筒的该第一部分中,并且该第二螺旋叶片将该组合物输送通过该第二部分,在该第二部分中该组合物被熔融并通过该出口排出。
技术特征:
1.一种挤出螺杆,所述挤出螺杆包括:
2.根据权利要求1所述的挤出螺杆,其中所述第一螺旋叶片的标称外半径为所述第二螺旋叶片的标称外半径的50%至90%。
3.根据权利要求2所述的挤出螺杆,其中所述第一螺旋叶片的标称外半径为所述第二螺旋叶片的标称外半径的60%至85%。
4.根据权利要求3所述的挤出螺杆,其中所述第一螺旋叶片的标称外半径为所述第二螺旋叶片的标称外半径的70%至80%。
5.根据权利要求1至4中的任一项所述的挤出螺杆,其中所述第一螺旋叶片与所述第二螺旋叶片之间的半径差为1毫米至19毫米。
6.根据权利要求5所述的挤出螺杆,其中所述第一螺旋叶片和所述第二螺旋叶片之间的标称外半径差为3毫米至15毫米。
7.根据权利要求6所述的挤出螺杆,其中所述第一螺旋叶片和所述第二螺旋叶片之间的标称外半径差为5毫米至12毫米。
8.根据权利要求1至7中的任一项所述的挤出螺杆,其中所述第一螺旋叶片的螺距短于所述第一螺旋叶片的螺距。
9.根据权利要求8所述的挤出螺杆,其中所述第一螺旋叶片的螺距为所述第二螺旋叶片的螺距的10%至99%。
10.根据权利要求9所述的挤出螺杆,其中所述第一螺旋叶片的螺距为所述第二螺旋叶片的螺距的25%至75%。
11.根据权利要求10所述的挤出螺杆,其中所述第一螺旋叶片的螺距为所述第二螺旋叶片的螺距的40%至60%。
12.根据权利要求1所述的挤出螺杆,其中所述第一部分和第二部分中的每一部分都具有大致恒定的叶片半径,并且其中所述轴还包括第三部分和位于所述第三部分上的第三螺旋叶片,所述第三螺旋叶片具有逐渐变小的叶片半径以提供从所述第一螺旋叶片到所述第二螺旋叶片的过渡。
13.根据权利要求1至12中的任一项所述的挤出螺杆,其中所述第一部分的长度为挤出螺杆的总长度的2%至25%。
14.根据权利要求13所述的挤出螺杆,其中所述第一部分的长度为挤出螺杆的总长度的5%至20%。
15.根据权利要求14所述的挤出螺杆,其中所述第一部分的长度为挤出螺杆的总长度的9%至15%。
16.一种用于分配组合物的设备,所述设备包括:
17.一种使用根据权利要求16所述的设备来分配组合物的方法,所述方法包括:
18.根据权利要求17所述的方法,其中所述组合物包括长丝组合物。
19.根据权利要求18所述的方法,其中所述第一螺旋叶片和所述料筒之间的间隙为长丝直径的5%至100%。
20.根据权利要求19所述的方法,其中所述长丝直径比所述第一螺旋叶片和所述料筒之间的所述间隙大20%至50%。
技术总结
提供一种用于分配组合物的设备,该设备包括具有入口和出口的料筒、挤出螺杆和可操作地联接到该挤出螺杆的驱动机构。该挤出螺杆包括轴,该轴具有用于连接到该驱动机构的柄端和与该柄端相对的远端。第一螺旋叶片围绕该轴的第一部分延伸,第二螺旋叶片围绕该轴的第二部分延伸。该第二部分位于该第一部分的远侧,并且该第一螺旋叶片的标称外半径小于该第二螺旋叶片的标称外半径,并且可选地,该第一螺旋叶片的螺距短于该第一螺旋叶片的螺距。
技术研发人员:托马斯·Q·查斯特,马克·E·纳皮尔拉瓦,马克·F·舒尔茨,罗斯·E·贝林,伊利亚·A·萨尔尼科夫,理查德·P·洛维利安
受保护的技术使用者:3M创新有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!