一种模具的嵌件类产品智能检测辅助机构的制作方法
本发明属于智能模具,涉及一种模具的嵌件类产品智能检测辅助机构。
背景技术:
1、注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法,生产速度快、效率高,操作可实现自动化,适用于大量生产与形状复杂产品等成型加工领域。其在一定温度下,通过螺杆搅拌完全熔融的塑料材料,用高压射入模腔,经冷却固化后,得到成型品。注塑成型的产品通常为塑料件,但是如果产品上还固定有金属类的嵌件,那么这类嵌件需要预先放入型腔内,然后向型腔内注入熔融塑料,使得塑料固化后直接与嵌件固定。由于嵌件通常时开模状态下手动将其放入,然后合模进行注塑,而实际加工过程中往往存在漏放的情况,导致产品注塑成型后没有嵌件,影响产品成品率。
2、针对上述问题,专利文件(申请号:202021147613.5)公开了一种嵌件注塑预防漏装结构,包括固定安装于注塑公模上的感应装置和注塑机控制系统,所述感应装置上设有触发机构,该触发机构伸入到注塑公模的型腔内,且放入注塑公模型腔内的嵌件能够触发该触发机构,感应装置与注塑机控制系统通信,注塑机控制系统控制注塑机启动注塑或停止注塑,通过智能检测嵌件,从而避免了进行模内注塑时发生漏装嵌件的情况发生。该专利文件的嵌件仅仅放置在型腔内,但是一些产品的嵌件呈柱状,如定位销等,需要固定在产品上,如图1、图2所示的产品9,固定有柱状的金属嵌件91。为了将嵌件放入型腔内时将该柱状的嵌件固定住,需要预先在型腔上设置用于容纳嵌件的孔位,并在孔位内设置感应装置,为了保证嵌件的位置精度并避免熔融塑料渗入,孔位孔径与嵌件外径相适应,在嵌件插入孔位后嵌件外周面与孔位孔壁的间隙不大于0.04mm,这使得脱模时产品受到顶针的顶推而脱离型腔,此时嵌件因为产品的牵扯而受到倾斜于其轴向的作用力,容易与孔位产生卡滞,不易于脱模。
技术实现思路
1、本发明的目的是针对现有的技术存在上述问题,提出了一种模具的嵌件类产品智能检测辅助机构,本模具的嵌件类产品智能检测辅助机构能够在检测并定位嵌件的基础上,使得产品脱模更加方便。
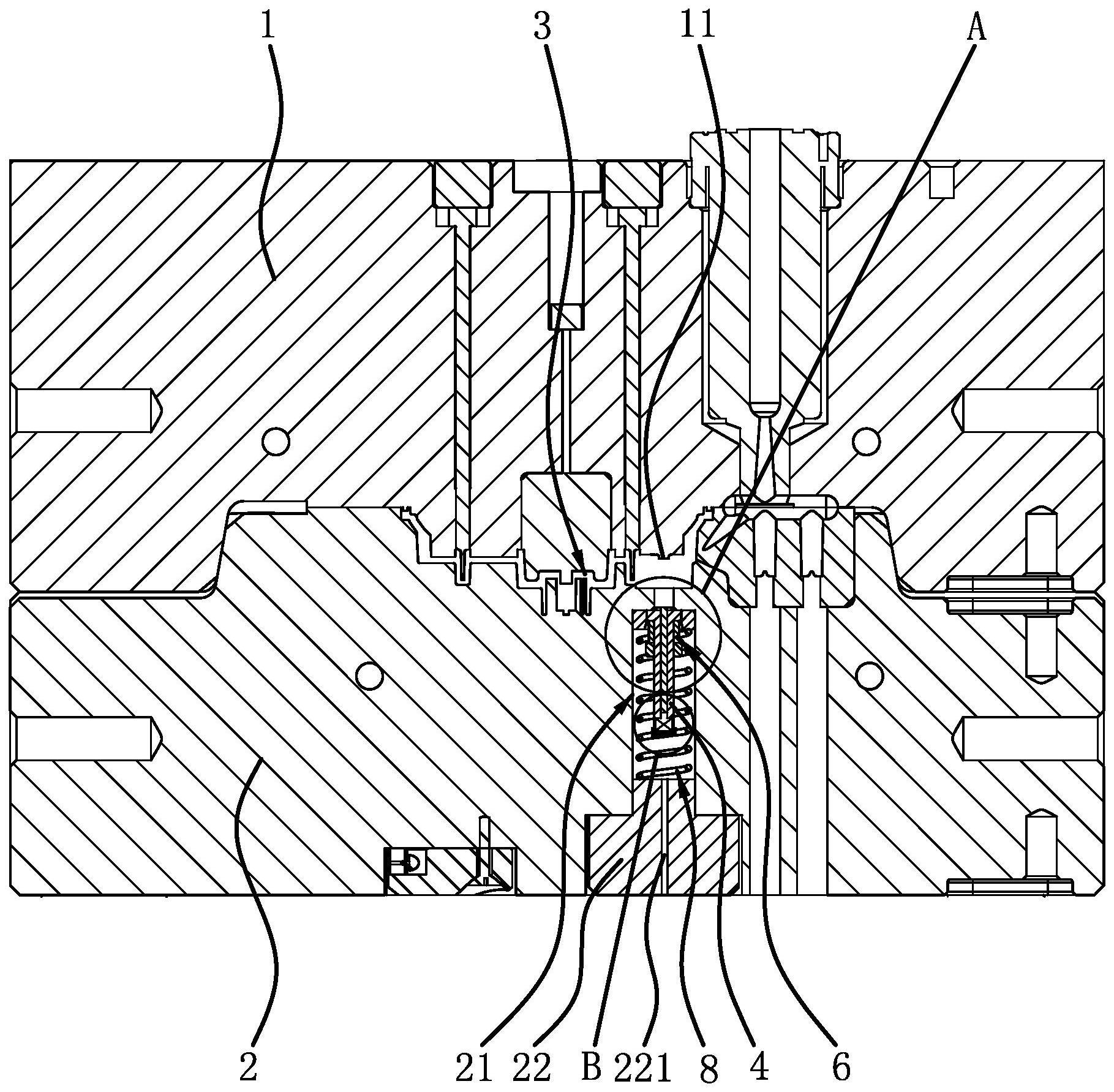
2、本发明的目的可通过下列技术方案来实现:一种模具的嵌件类产品智能检测辅助机构,模具包括定模和动模,所述定模与动模合模时能够形成型腔,所述智能检测辅助机构包括开设在动模的型腔侧面上并用于嵌件插入的安装孔,其特征在于,所述安装孔内滑动插接有顶杆,所述顶杆朝向型腔的一端为定位端,所述顶杆内沿轴向开设有贯穿至定位端端面的导向孔,所述导向孔内滑动穿设有压杆,且压杆的一端伸出顶杆的定位端端面,所述顶杆上固定有与压杆另一端相对的微动开关,所述微动开关与注塑机的操作系统电连接,所述顶杆的定位端还固定有用于吸附嵌件的磁性件,且当压杆被压入导向孔内时能够顶压微动开关,所述安装孔内还设有作用在顶杆上且被压缩时能够对顶杆产生向型腔方向弹性力的弹性件,所述定模上具有呈凸出设置且合模时朝向安装孔内的按压部。
3、嵌件通常为柱状金属件,如螺栓等,安装孔的孔径设计为与嵌件外径相适应,在注塑时预先将嵌件从型腔的安装孔插入,顶杆上的磁性件能够对嵌件产生磁性吸力,从而使得嵌件吸附抵靠在顶杆的定位端端面上,保证嵌件定位稳定,而在顶杆内滑动穿设有压杆,嵌件与顶杆的定位段端面抵靠时能够按压压杆,使得压杆缩入导向孔内并按压微动开关,该微动开关为现有的按压式开关,其与注塑机的操作系统连接,被按压时能够向操作系统发送信号,操作系统能够检测到嵌件已经被放入并进一步控制注塑工序,通过智能检测嵌件,从而避免出现嵌件漏放的情况。进一步的,在注塑完成后需要脱模时,由于嵌件与安装孔适配,如果仅在产品的带动下抽出安装孔,容易导致嵌件与安装孔卡滞,为此顶杆也是滑动设置的,在弹性件作用下嵌件放入时能够保持静止,但是定模上还具有向安装孔内凸出的按压部,当动模与定模合模时,按压部朝向嵌件靠近并按压嵌件端面,使得嵌件顶推顶杆并进一步压入安装孔,此时嵌件处于准确的注塑位置,而顶杆压缩弹性件蓄力,即顶杆持续受到弹性件的弹性力,开模时虽然产品仍然吸附于型腔内,但是当产品受到顶板上顶针的顶推进行脱模时,顶杆则辅助顶推嵌件,使得嵌件同步顺畅的从安装孔脱离,保证产品脱模便利性,并保证产品质量。
4、在上述模具的嵌件类产品智能检测辅助机构中,所述顶杆的定位端外周面上周向具有环形的限位凸沿,所述磁性件为环形的磁铁,该磁铁套设在顶杆上,所述顶杆上还螺接有固定螺母,所述磁铁夹持固定在限位凸沿与固定螺母之间。磁铁通过限位凸沿与固定螺母夹持固定,使得磁铁可拆装,并能够根据磁性吸力的大小需要进行更换不同外径和厚度的磁铁,以适用于不同大小的嵌件,通过磁铁来吸附嵌件,无需通断电控制等操作,只需要放入嵌件即可,操作更加方便可靠。
5、在上述模具的嵌件类产品智能检测辅助机构中,所述限位凸沿远离型腔的一端端面上周向开设有限位槽,所述磁铁一端嵌入限位槽并贴靠在限位槽底面上。限位槽的设置保证磁铁稳定性,并使得磁铁更加靠近定位端的端面,增大对嵌件的吸附力。
6、在上述模具的嵌件类产品智能检测辅助机构中,所述顶杆远离定位端的一端开设有安装腔,上述导向孔贯穿至安装腔底面,所述微动开关设置在安装腔内,且微动开关的按压端嵌入导向孔内,所述压杆的端部抵靠在微动开关的按压端端面上。安装腔用于安装微动开关,保证微动开关稳定性,而微动开关的按压端伸入导向孔内,保证与压杆之间联动配合的稳定性。
7、在上述模具的嵌件类产品智能检测辅助机构中,所述顶杆远离定位端的一端还螺接有底盖,所述微动开关的底面与底盖的内侧面之间具有让位间隙,所述让位间隙内设有蝶形弹簧,在蝶形弹簧的作用下微动开关向定位端方向压紧在安装腔底面上。由于微动开关的按压行程较短,其通过压杆的按压进行开关,而如果压杆伸出定位端端面部分过长,则在按压微动开关时产生过大按压力,尤其受到定模上按压部按压时容易损伤微动开关,为此设置蝶形弹簧,该蝶形弹簧的弹性力大于微动开关的按压端的弹性复位力,因此当压杆的按压力过大时微动开关能够压缩蝶形弹簧进行缓冲,保证安全性和可靠性。
8、在上述模具的嵌件类产品智能检测辅助机构中,所述安装孔包括安装段和定位段,所述定位段的孔径小于安装段的孔径,且定位段的一端贯穿至型腔侧面,所述顶杆设置在安装段内,且限位凸沿的外周面与安装段孔壁滑动配合,在弹性件作用下限位凸沿抵靠在安装段的底面上。定位段的孔径与嵌件外径相适应,用于嵌件插入进行定位,安装段用于安装顶杆和弹性件,且在弹性件作用下限位凸沿抵靠在安装段的底面上,从而保证嵌件插入时压杆的位置,使得微动开关发送信号的可靠性更高。
9、在上述模具的嵌件类产品智能检测辅助机构中,所述弹性件包括顶推弹簧,该顶推弹簧设置在安装段内并套设在顶杆上,所述安装孔的外端还螺接有堵头,所述顶推弹簧的一端抵靠在限位凸沿端面上,另一端抵靠在堵头上。堵头用于封装安装孔内部件,使得整体结构更加稳定可靠。
10、在上述模具的嵌件类产品智能检测辅助机构中,所述限位凸沿朝向型腔的端面上周向具有环形的定位凸沿,该定位凸沿的横截面呈三角形,且定位凸沿的外周面为定位锥面,所述定位段与安装段连通的孔口周向具有锥形的倒角面,在顶推弹簧的作用下定位锥面贴靠在倒角面上。开模时在顶推弹簧作用下顶杆复位,定位锥面能够贴靠在倒角面上,从而使得顶杆的定位端位置精准,也避免嵌件插入被吸附并按压压杆时顶杆端部出现偏移,保证稳定性,而定位凸沿的内周面也为大端朝上的锥面,能够与嵌件端部的倒角形成限位。
11、在上述模具的嵌件类产品智能检测辅助机构中,所述按压部呈圆台状凸出,并具有朝向安装孔的平直按压面,当所述定模与动模合模时按压部与安装孔同轴心设置。按压部能够稳定的按压在嵌件上,从而使得嵌件轴向移动并保持稳定,在注入熔融塑料时按压面结合定位段的孔壁能够保证嵌件的位姿精度,进而提高产品质量。
12、在上述模具的嵌件类产品智能检测辅助机构中,所述限位凸沿上沿轴向贯穿开设有过气孔,该过气孔的两端分别与安装孔的定位段及安装段连通,所述堵头上开设有用于线路通过的通孔。嵌件与产品固定的一端具有环形的固定部,嵌件插入安装孔的定位段时,嵌件外周面与定位段孔壁之间的缝隙为0.02-0.04mm,熔融塑料难以通过,但是型腔内的气体能够通过,并进一步通过过气孔和通孔排出型腔,起到排气泄压的作用,避免嵌件的固定部处出现困气导致嵌件固定不牢固,提高产品质量。
13、与现有技术相比,本模具的嵌件类产品智能检测辅助机构有以下优点:
14、1、由于顶杆上的磁性件能够对嵌件产生磁性吸力,从而使得嵌件吸附抵靠在顶杆的定位端端面上,保证嵌件定位稳定。
15、2、由于在顶杆内滑动穿设有压杆,嵌件与顶杆的定位段端面抵靠时能够按压压杆,使得压杆按压微动开关,该微动开关被按压时能够向操作系统发送信号,操作系统能够检测到嵌件已经被放入并进一步控制注塑工序,使得模具更加智能,从而避免出现嵌件漏放的情况。
16、3、由于动模与定模合模时,按压部朝向嵌件靠近并按压嵌件端面,顶杆压缩弹性件蓄力,即顶杆持续受到弹性件的弹性力,开模时当产品受到顶板上顶针的顶推进行脱模时,顶杆则辅助顶推嵌件,使得嵌件同步顺畅的从安装孔脱离,保证产品脱模便利性,并保证产品质量。
- 还没有人留言评论。精彩留言会获得点赞!