保鲜容器及其制造模具的制作方法
本发明涉及保鲜容器,具体涉及一种保鲜容器及其制造模具。
背景技术:
1、保鲜盒是用于食物的储存、保质和烹调处理过程的容器。通常保鲜盒包括盒盖和盒体,将盒盖盖设在盒体上,通过两者之间的密封将盒内外进行隔绝从而实现保鲜,但是由于盒内本身具有一定的空气,盒内空气会影响其保鲜的时间。
2、相较于普通保鲜盒,真空保鲜盒可以将盒内的空气抽走,从而使盒内保持真空状态,延长保鲜时间,提高保鲜效果。通常真空保鲜盒采用在盒盖上设置气孔用于抽真空,并在气孔内设置密封塞用于保持真空,而密封塞的结构会直接影响真空保鲜盒的密封性。
3、现有的真空保鲜盒通常采用塑料的材质或者玻璃的材质,塑料材质的盒盖便于加工,在真空保鲜盒进行抽真空时,受盒内负压的影响容易产生变形;玻璃材质的盒盖虽然较塑料材质不容易发生变形,但是玻璃材质不利于连接密封圈,同样也会影响真空保鲜盒的密封效果。
4、因此,现有的盒盖会采用玻璃的盖面和塑料的圈边的结合,这种结构通常会将玻璃盖面、塑料圈边单独进行制造,在进行装配,如将玻璃盖面嵌入塑料圈边,塑料圈边再连接密封圈。但是很明显地,此类分体式的连接方式使得整个盒盖的密封性较差,使用时,负压状态下的保鲜盒内的真空度、真空时间得不到保障。单独将两者制造后再进行装配,盒盖的一致性很难得到保证,质量的底下也造成了使用时密封性能的降低。此外,装配对圈边配合盖面的结构设计提出了更高的要求,同时也降低了加工的效率。
技术实现思路
1、本发明的一个目的是提供一种保鲜容器,其采用一体成型的玻璃盖面及非玻璃圈边,使保鲜容器在真空状态下具有不易变形,同时密封性好,真空度高,真空时间长。
2、为达到上述目的,本发明采用的技术方案是:
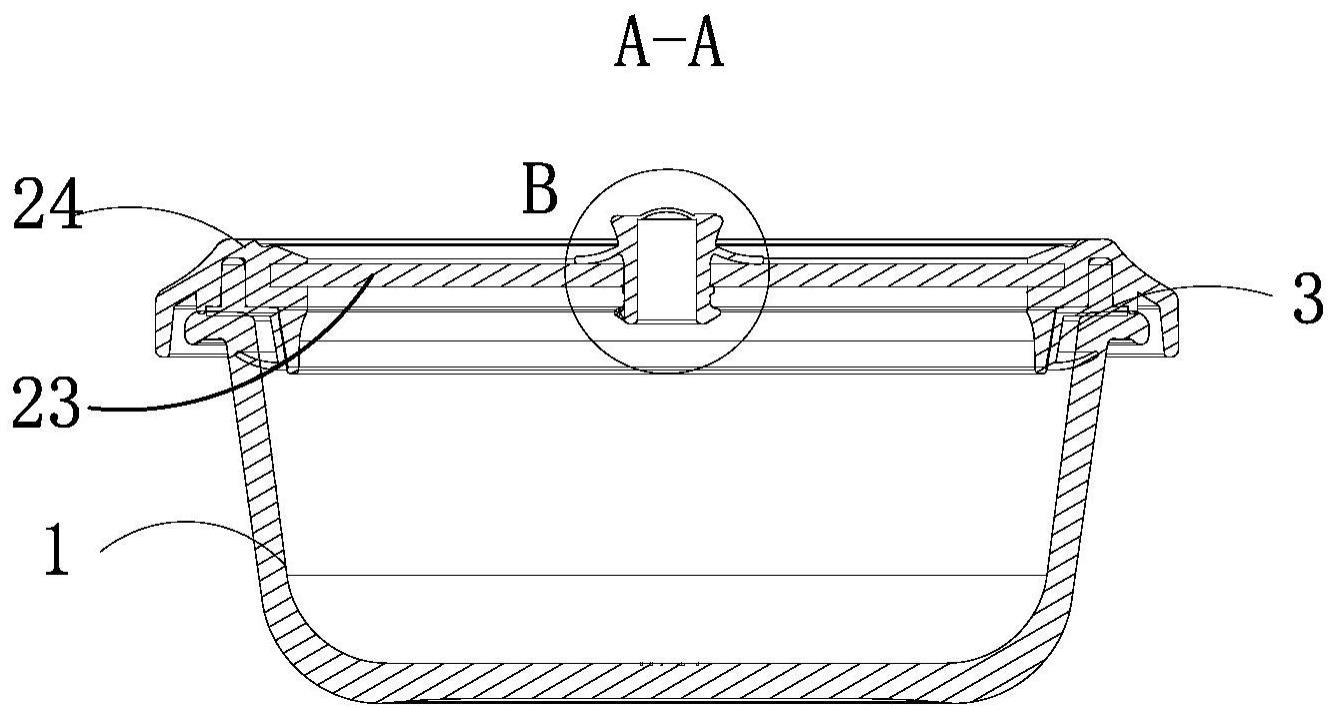
3、一种保鲜容器,包括容器主体、盖体,所述的容器主体具有开口、内部形成存放空间;所述的盖体可盖设在所述的容器主体的开口处,
4、所述的盖体包括盖面、圈边以及密封圈,所述的盖面位于中部,所述的圈边环设在所述的盖面的四周,所述的密封圈连接在所述的圈边上,所述的盖面采用玻璃材质,所述的圈边采用玻璃以外的材质,所述的盖面、圈边一体成型。
5、上述技术方案优选地,所述的盖面、圈边通过以下方法一体成型,包括:
6、将所述的盖面放置在一下模具的盖面放置区内,所述的下模具具有位于所述的盖面放置区四周的下成型区域,并在所述的盖面放置区下方通过真空吸附组件从底部将所述的盖面吸附住,用一上模具与所述的下模具进行合模,所述的上模具通过一压紧块压紧在所述的盖面的顶部,所述的上模具具有位于所述的压紧块四周的上成型区域,合模后所述的上成型区域、下成型区域共同围合成的圈体成型区域,所述的盖面的四周伸入至所述的圈体成型区域内,
7、向所述的圈体成型区域注入料液,并对料液进行冷却固化形成圈边,所述的圈边将所述的盖面的四周包覆住,
8、所述的上模具、下模具进行分模,获得所述的一体成型的盖面和圈边。
9、上述技术方案优选地,所述的圈边采用塑料材质。
10、上述技术方案优选地,所述的玻璃为钢化玻璃。
11、上述技术方案优选地,所述的盖体在所述的容器主体底面上的投影面积大于所述的容器主体的底面面积。该结构可以使得在对所述的容器主体抽真空的过程中所述的容器主体不会产生变形。
12、上述技术方案优选地,所述的保鲜容器为真空保鲜容器,所述的盖体上开设有气孔;所述的保鲜容器还包括密封塞,所述的密封塞设置在所述的气孔内。通过所述的密封塞可以对所述的保鲜容器内部抽真空,获得更好的保鲜效果。
13、进一步优选地,所述的密封塞包括柱状的中心体,所述的中心体穿设在所述的气孔内,所述的中心体与所述的气孔之间形成抽气通道,所述的中心体上设置有沿其径向伸出的上密封部和下密封部,所述的上密封部的伸出距离大于所述的下密封部的伸出距离,所述的上密封部位于所述的盖体顶面一侧,所述的下密封部位于所述的盖体底面一侧,所述的上密封部的底面与所述的中心体的外周面之间通过上密封斜面连接,所述的上密封斜面从下至上朝远离所述的中心体的方向倾斜延伸;所述的上密封部的底面在自然状态下从上至下朝远离所述的中心体的方向倾斜延伸。在常压状态下,所述的上密封部、下密封部共同作用协同密封,在负压状态下,所述的上密封部可以实现双重密封,使得所述的保鲜容器无论在常压状态还是在负压状态下都具有更好的密封性,密封时间也更长,达到更好的真空度要求。
14、更进一步优选地,当所述的盖体盖设在所述的容器主体上且所述的存放空间内处于常压状态下:所述的上密封斜面位于所述的抽气通道外侧,所述的上密封部的端部抵在所述的盖体的顶面上;当所述的盖体盖设在所述的容器主体上且所述的存放空间内处于负压状态下:所述的上密封斜面移入至所述的抽气通道内,所述的上密封部的底面与所述的盖体的顶面紧贴。所述的上密封部的底面在自然状态下倾斜设置,其端部可以抵在所述的盖体的顶面上,配合所述的下密封部实现常压状态下的密封;此外,在抽气过程中所述的密封塞在所述的气孔内向下移动,倾斜的上密封部根部先下移使得其底面被逐渐拉平从而与所述的盖体顶面完全贴合,所述的上密封部不容易出现上翘,保证其底面与盖体顶面的贴合度。
15、更进一步优选地,所述的下密封部上具有下密封面,当所述的盖体盖设在所述的容器主体上且所述的存放空间内处于常压状态下:所述的下密封面与所述的盖体的底面相抵,或者至少部分位于所述的抽气通道内。所述的下密封部可以在常压状态下封堵所述的抽气通道,同时配合上密封部的相互受力,可以有效保证所述的存放空间在常压状态下也具有良好的密封性,同时也可以避免所述的密封塞在所述的气孔内上下移动。
16、再进一步优选地,所述的下密封面为斜面或者弧面或者台阶面。
17、更进一步优选地,所述的中心体上设置有沿其径向伸出的防脱部,所述的防脱部位于所述的下密封部的下方,所述的防脱部的伸出距离大于所述的下密封部的伸出距离。所述的防脱部在打开密封塞时抵住盖体的底面,防止所述的密封塞从所述的盖体上脱落。
18、更进一步优选地,所述的中心体内开设有指示通道,所述的指示通道贯通所述的中心体的下端,所述的指示通道的上端具有指示件,所述的指示件在自然状态下向上鼓起,所述的指示件在负压状态下向所述的指示通道内下凹。通过所述的指示件可以直观的了解密封的状态。
19、更进一步优选地,所述的密封塞一体成型;所述的密封塞采用硅胶。
20、本发明的另一个目的是提供一种保鲜容器盖体的制造模具。
21、为达到上述目的,本发明采用的技术方案是:
22、一种保鲜容器盖体的制造模具,所述的盖体为上述真空保鲜容器所述的盖体,所述的制造模具包括模具单元,所述的模具单元包括:
23、下模具:所述的下模具具有用于放置所述的盖面的盖面放置区,所述的盖面放置区的四周形成用于部分形成所述的圈体的下成型区域,所述的盖面放置区底部设置有用于将所述的盖面进行吸附固定的真空吸附组件;
24、上模具:所述的上模具具有将所述的盖面顶部压住的压紧块,所述的压紧块的四周形成用于部分形成所述的圈体的上成型区域,
25、成型流道,
26、当所述的上模具、下模具进行合模时,所述的上成型区域、下成型区域共同围合成形成圈体成型区域,所述的成型流道与所述的圈体成型区域连通。
27、上述技术方案优选地,所述的真空吸附组件包括真空吸盘;所述的下模具内位于所述的盖面放置区下方设置有用于放置所述的真空吸盘的吸盘放置区、与所述的吸盘放置区连通的气流通道,所述的真空吸盘设置在所述的吸盘放置区内。通过所述的真空吸盘可以避免在成型过程中,玻璃盖面上出现加工痕迹,保持盖面表面的光滑度,提高盖体的质量。
28、上述技术方案优选地,所述的真空吸附组件设置有多组,多组所述的真空吸附组件均布在所述的盖面放置区底部。均布的真空吸附组件可以使得所述的盖体底部受力均匀,定位稳定,保证成型过程中的加工精度。
29、上述技术方案优选地,所述的模具单元还包括定位顶针组件,所述的定位顶针组件包括多个定位顶针,所述的多个定位顶针穿设在所述的下模具内,且可以沿其长度方向移动,当所述的多个定位顶针穿出所述的下模具的上表面,所述的多个定位顶针之间围合成所述的盖面放置区。通过所述的多个定位顶针可以迅速找到所述的盖面放置区的放置位置,提高制造效率和制造精度。
30、上述技术方案优选地,所述的模具单元还包括脱模顶针组件,所述的脱模顶针组件包括多个脱模顶针,所述的多个脱模顶针穿设在所述的下模具内,且可以沿其长度方向移动从所述的下成型区域穿出。
31、上述技术方案优选地,所述的模具单元设置有多个。多个所述的模具单元可以同时进行成型,提高了制造效率。
32、由于上述技术方案运用,本发明与现有技术相比具有下列优点:
33、本发明的保鲜容器盖体采用了玻璃盖面、圈边一体成型的设计,盖面与圈边之间不会出现漏气,提高了保鲜容器盖体的密封性,使得保鲜容器的真空度更好,真空时间更长;同时增加了盖体的强度,在保鲜容器处于负压状态下,盖面不会出现变形;
34、本发明专门设计了盖面、圈边一体成型的模具,既可以获得加工精度更高、一致性更好的盖体,又提高了盖体的加工效率。
- 还没有人留言评论。精彩留言会获得点赞!