一种高精密的薄壁型注塑壳体模具的制作方法
本技术涉及注塑设备的,尤其是涉及一种高精密的薄壁型注塑壳体模具。
背景技术:
1、薄壁注塑成型技术也被称为薄壁塑件注塑成型技术。薄壁的定义与流程/壁厚比、塑料的粘度和传热系数均有关系。目前对于这项技术的定义主要有三种:
2、1.流动长度与厚度之比l/t,即从熔体进入模具到熔体必须充填的型腔最远点的流动长度 l 与相应平均壁厚 t 之比在100或者150以上的注塑为薄壁注塑;
3、2.所成型塑件的厚度小于1mm,同时塑件的投影面积在50c㎡以上的注塑成型方法;
4、3.所成型塑件的壁厚小于1mm(或1.5mm),或者t/d(塑件厚度t、塑件直径d、针对圆盘型塑件)在0.05以下的注塑成型定义为薄壁注塑成型。
5、由此可看出,薄壁注塑成型定义的临界值也将发生变化。
6、目前,注塑机是注塑成型的基本机械设备,包括注塑系统、锁模系统、液压传动系统、电气控制系统等,相较于传统注塑机,薄壁注塑机的性能要求更高,注射压力要更高,注射速度要更快,锁模力要更大,对薄壁塑料产品的注塑模具进行设计时,需要结合注塑产品的用途和外观进行合理设计,模具性能要求高强度、抗冲击性好、冷却性能高、排气性能好。
7、针对上述中的相关技术,普通注塑模具将熔融状态的塑料注射入型腔后是靠注塑机螺杆压力使熔融状态的塑料填满型腔,但是出于壁塑料产品的注塑模具的密闭性要求导致塑料在高速高压填充型腔时需要克服型腔内大气压力,以及由于空气快速压缩但无法及时排出去而产生的很大的注塑压力,所以,当注塑薄壁产品外形尺寸很大或注塑薄壁产品壁厚偏小时,塑料填充难度加大,导致注塑产品的精度难以保证。
技术实现思路
1、本技术的目的是提供一种能够增加注塑产品精度的高精密的薄壁型注塑壳体模具。
2、本技术提供的一种高精密的薄壁型注塑壳体模具采用如下的技术方案:
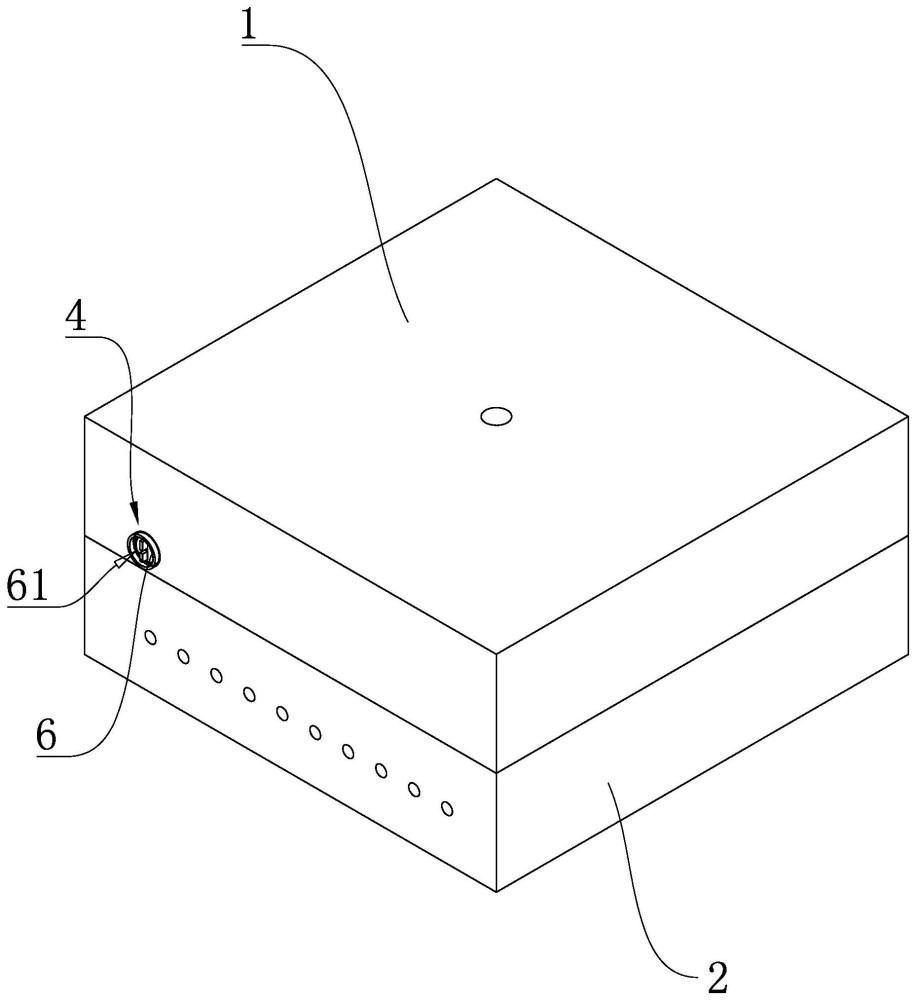
3、一种高精密的薄壁型注塑壳体模具,包括前模和后模,所述前模与后模相对设置且所述前模与后模之间形成有容纳注塑成型的型腔,所述模具还包括通气机构,所述通气机构包括开设在所述前模或/和后模上的通气孔,所述通气孔与所述型腔相互连通,所述通气孔靠近所述型腔的内壁沿所述通气孔的轴向开设有缩口,所述缩口远离所述型腔的开口口径大于靠近所述型腔的开口口径,所述缩口内设置有封堵块,所述封堵块外壁与所述缩口内壁相互贴合;所述通气孔内设置有锁定机构,所述锁定机构包括锁定复位件,所述锁定复位件沿所述通气孔开设方向设置,所述锁定复位件一端与所述封堵块连接且所述锁定复位件能够使所述封堵块与所述缩口内壁相互抵触。
4、通过采用上述技术方案,前模、后模以及前模和后模之间形成的型腔能够用于薄壁型产品注塑;在前模和后模上开设通气孔能够增加型腔的排气性能,由于封堵块和缩口相互配合的形状设置,使得当型腔内的压力大于型腔外的压力时,封堵块会沿远离型腔的方向运动,从而通气孔会和型腔相互连通,使得模具外界与型腔连通,能够降低型腔内的压力,当型腔内压力小于模具外的压力时,封堵块的侧壁会在大气压的压力下紧贴缩口内壁,保证型腔内的压力不会增大,从而能够在注塑过程之中排出注塑产生的压缩空气,从而降低型腔中由于空气快速压缩而产生的气压,进而降低薄壁注塑所需要的注塑压力,改善在薄壁注塑的边角处由于高压气体而出现的产品成型残缺等问题,能够提高注塑产品的精度;锁定机构的设置,通过锁定复位件能够将封堵块抵触在缩口内壁,从而保证封堵块能够在开启后能够及时关闭,并保证封堵块与缩口内壁的密封性。
5、可选的,所述通气孔靠近所述缩口的一侧内壁沿通气孔的轴线方向开设有复位孔,所述复位孔直径大于所述通气孔直径,且所述锁定复位件一端与所述复位孔远离所述型腔的内壁相互连接。
6、通过采用上述技术方案,复位孔的开设提供了锁定复位件的安装位置,保证锁定复位件一端能够用于抵触封堵块,另一端在复位孔的孔壁上实现固定,从而实现对封堵块的锁定功能。
7、可选的,所述复位孔远离所述型腔的内壁沿所述复位孔轴线方向开设有第一锁定孔,所述第一锁定孔内沿所述第一锁定孔轴线方向滑动插接有锁定棍,所述锁定棍一端与所述封堵块固定连接;沿垂直于所述第一锁定孔轴线方向在所述第一锁定孔内壁上开设有固定孔,所述固定孔与所述第一锁定孔相互连通,所述锁定棍上开设有干涉孔,所述干涉孔与所述固定孔同轴开设,所述固定孔内沿所述固定孔轴线方向滑动插接有固定杆,所述固定杆能够插入所述干涉孔中,所述固定孔远离所述第一锁定孔的内壁设置有第一电磁铁,所述固定杆与所述第一电磁铁之间设置有固定弹簧且所述固定弹簧沿所述固定杆的轴线方向设置,所述固定杆采用含铁材料制成。
8、通过采用上述技术方案,通过复位孔内的第一锁定孔、插设在锁定孔内的锁定棍、贯穿锁定棍的干涉孔、与干涉孔同轴开设的固定孔、插设在固定孔内的固定杆、第一电磁铁和固定弹簧的设置,使得在第一电磁铁通电时,固定杆被第一电磁铁吸合至固定孔沿轴线方向的孔底,从而封堵块能够在复位孔中正常开启,当第一电磁铁断电时,第一电磁铁失去磁性,从而固定弹簧将固定杆弹出,此时固定杆在固定孔中滑动并插入锁定棍上的干涉孔,实现对固定杆的锁定,由于固定杆一端与所述封堵块固定,所以封堵块被锁定。
9、可选的,所述锁定机构包括锁定螺栓,所述锁定螺栓插入所述通气孔中且所述锁定螺栓与所述通气孔内壁通过螺纹连接,所述锁定复位件一端与所述锁定螺栓相互连接。
10、通过采用上述技术方案,锁定螺栓与通气孔内壁通过螺纹连接,从而能够拧动锁定螺栓,从而调节锁定螺栓在通气孔中的位置,由于锁定复位件设置在锁定螺栓和封堵块之间,从而调节锁定螺栓的位置能够调节锁定复位件对封堵块的压力,从而提高封堵块的开启的压力。
11、可选的,所述锁定螺栓沿轴向开设有滑动孔,所述滑动孔内沿轴向开间隔设置有第二电磁铁和永磁铁,且所述永磁铁与所述滑动孔内壁沿所述滑动孔轴向滑动连接,所述永磁铁与所述锁定复位件相互连接。
12、通过采用上述技术方案,锁定螺栓沿自身轴向开设滑动孔,滑动孔内在沿自身轴向间隔设置有第二电磁铁和永磁铁,锁定复位件两端分别与封堵块和永磁铁相互固定,从而在第二电磁铁正向通电时,永磁铁朝向第二电磁贴滑动,从而第二电磁铁能够吸合永磁铁,增加了永磁铁与封堵件之间的距离,因此拉伸了锁定复位件,降低锁定复位件对封堵块的压力,在第二电磁铁反向通电时,第二电磁铁排斥永磁铁,减少了永磁铁与封堵件之间的距离,从而能够瞬间增加锁定复位件对封堵块的压力,从而能够快速锁定封堵块。
13、可选的,所述锁定螺栓上沿所述通气孔的轴向开设有若干连通孔,所述连通孔贯穿所述锁定螺栓且与所述通气孔相互连通。
14、通过采用上述技术方案,连通孔的开设使得通气孔能够正常通气。
15、可选的,所述锁定机构包括沿所述通气孔径向开设在所述通气孔内壁的第二锁定孔,所述第二锁定孔内插设有锁定柱且所述锁定柱沿所述第二锁定孔轴向与所述第二锁定孔内壁滑动连接,所述第二锁定孔内远离所述通气孔的内壁固定有第三电磁铁,所述第三电磁铁与所述锁定柱之间设置有锁定弹簧,所述锁定弹簧两端分别与所述锁定柱和所述第三电磁铁相互连接。
16、通过采用上述技术方案,通过第二锁定孔的开设、滑动插设在第二锁定孔中的锁定柱、第二锁定孔中的第三电磁铁以及锁定弹簧的设置,使得在第三电磁铁通电时,第三电磁铁将锁定柱吸合,锁定柱会回缩入第二锁定孔中,封堵块没有阻碍能够正常开启,当第三电磁铁断电时,第三电磁铁失去磁性,锁定柱在锁定弹簧的作用下弹出第二锁定孔,实现封堵块的锁定。
17、可选的,所述通气孔内壁开设有所述锁定辅助孔,所述锁定辅助孔与所述第二锁定孔同轴开设且所述锁定辅助孔开口正对所述第二锁定孔的开口。
18、通过采用上述技术方案,锁定辅助孔的设置,使得锁定柱弹出第二锁定孔时能够插入锁定辅助孔中,增加对封堵块的锁定作用。
19、可选的,所述前模和后模外壁上设置有抽气连接件,所述抽气连接件上贯穿开设有抽气孔,所述抽气孔与所述通气孔相互连通,所述抽气连接件通过管道连通有能够抽气的抽气机构。
20、通过采用上述技术方案,前模和后模外壁上设置有抽气连接件,抽气连接件贯穿开设有抽气孔,抽气孔与通气孔相互连通,抽气连接件连通有抽气机构,抽气机构采用抽气机,通过抽气能够主动开启封堵块并将型腔内的空气吸走,在注塑之前就让型腔处于负压状态,从而能够降低注塑压力;同时抽气机构也能够反向吹气,增加固定弹簧的复位功能,保证将封堵块外壁贴紧缩口内壁,从而便于锁定机构将封堵块锁定。
21、可选的,所述前模和后模内设置有升温机构和冷却机构,所述升温机构包括若干加热丝,所述加热丝间隔嵌设在所述前模和后模之中;所述冷却机构包括若干用于通入冷却水的冷却通道,所述冷却通道开设在所述前模和后模中。
22、通过采用上述技术方案,加热管能够对模具进行加热升温,能够保证型腔内的塑料处于熔融状态;在冷却通道内通入低温的冷却水,能够对模具进行降温,从而便于产品的脱模;冷却机构和升温机构的配合设置,使得升温机构能够通过高温加热,增加型腔内压,从而通气机构能够排出热空气,冷却机构降温之后能够在型腔内形成负压,从而能够降低注塑压力。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1.通过通气机构能够改善型腔的排气能力,能够在注塑过程之中排出注塑产生的压缩空气,从而降低型腔中由于空气快速压缩而产生的气压,进而降低薄壁注塑所需要的注塑压力,改善在薄壁注塑的边角处由于高压气体而出现的产品成型残缺等问题,能够提高注塑产品的精度。
25、2.通过锁定机构的设置,锁定复位件能够将封堵块抵触在缩口内壁,从而保证封堵块能够在开启后及时关闭,并保证封堵块与缩口内壁的密封性。
26、3.抽气机构的设置能够主动的降低型腔内的气压,降低型腔内的空气量,从而降低注塑过程之中的气压。
- 还没有人留言评论。精彩留言会获得点赞!