一种注塑制品进料控制机构的制作方法
本发明涉及注塑设备,具体为一种注塑制品进料控制机构。
背景技术:
1、在注塑过程中,实心制品适用于低压强注塑,但是低压注射存在一个问题即受压强的影响熔料进入注塑腔室后容易出现缺失,从而影响注塑制品质量,现有技术为解决这类问题通常采用加压处理,但现有技术的注塑机通常都因顾及压力损失而只装单管的直通式喷嘴,首先单管运行时高压强注塑虽时效快,但设备通断时小型机体的管路结构损耗较高,且增压泵功率变大更加耗能,这些注塑问题都有待改进。
技术实现思路
1、本发明的目的在于提供一种注塑制品进料控制机构,以解决上述现有技术中提出的问题。
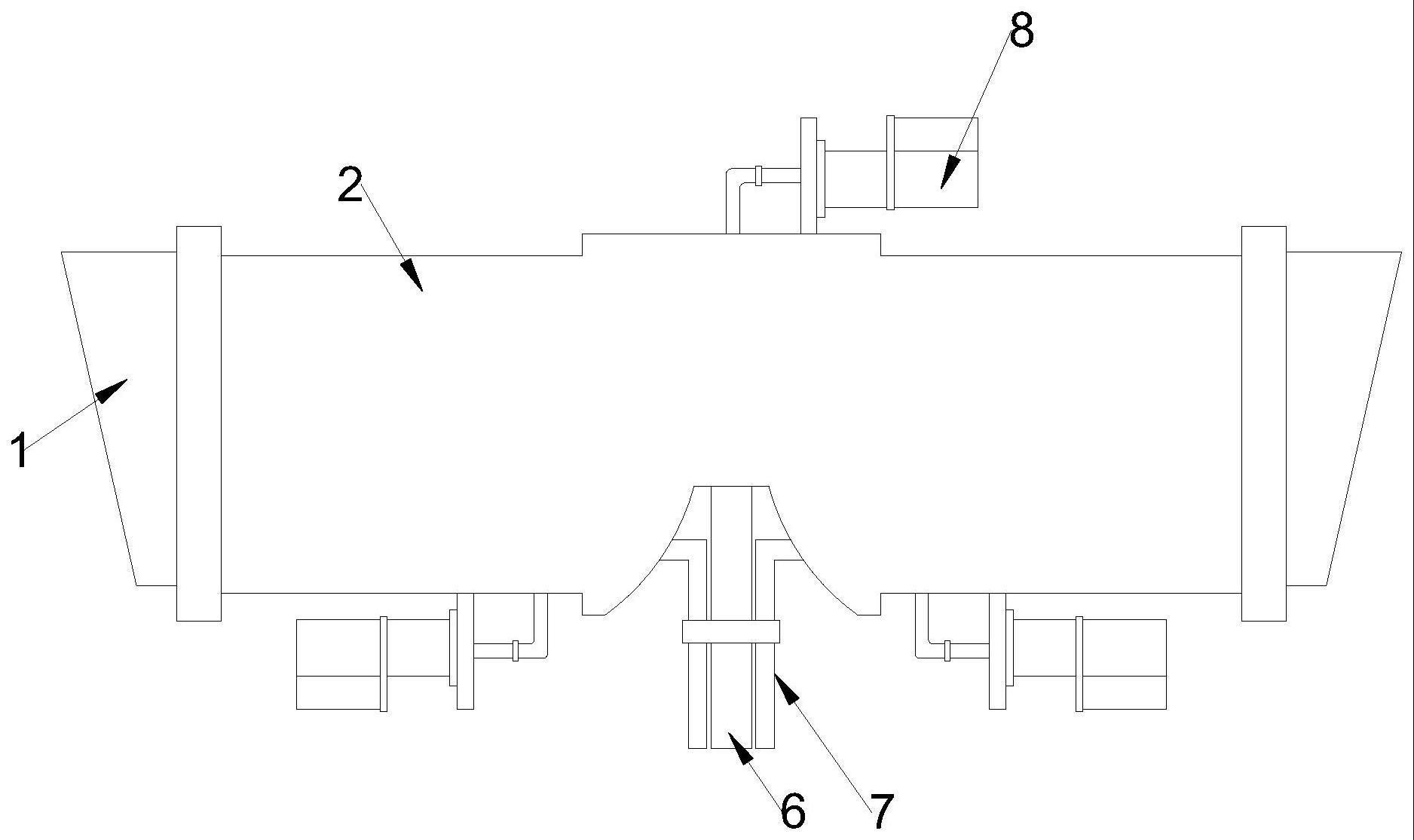
2、为实现上述发明目的,本发明所采用的技术方案是:一种注塑制品进料控制机构,包括进料斗、熔料筒和注塑模具,所述熔料筒包括主腔室和若干辅助腔室,所述主腔室上设有与注塑模具连通的主排料管道,若干所述辅助腔室均设有与注塑模具连通的辅助排料管道,所述主腔室和若干辅助腔室上均设有增压泵。
3、优选的,所述注塑模具包括有注塑腔室,所述注塑模具上设有贯穿注塑腔室的主进料孔和若干辅助进料孔,所述主排料管道与主进料孔连通,若干所述辅助排料管道分别与辅助进料孔连通。
4、优选的,所述辅助进料孔的孔壁上环形阵列有若干排气泡消除钉。
5、优选的,所述排气泡消除钉均为镀有防腐涂层的铁钉。
6、优选的,若干所述辅助排料管道上均设有与辅助进料孔连通的转换管道。
7、优选的,所述转换管道包括总管道和若干分支管道,所述总管道上与若干分支管道连通。
8、优选的,所述注塑模具侧壁设有稳固主排料管道和转换管道的限位组件。
9、本发明的有益效果集中体现在:该注塑制品进料控制机构,通过主排料管道和辅助排料管道相结合形成注塑进料,在注塑过程中,主排料管道为普通压强进料,而辅助排料管道为高压强注塑,通过主排料管道进入注塑腔室的熔料流速略慢于辅助排料管道进入的熔料流速,这样流速快的熔料达到自适应,注满注塑腔室,同时该方式并不需要高压强的增压泵规避了管路结构损耗的问题,降低了输出功率,节约了成本。
技术特征:
1.一种注塑制品进料控制机构,包括进料斗(1)、熔料筒(2)和注塑模具(3),其特征在于,所述熔料筒(2)包括主腔室(4)和若干辅助腔室(5),所述主腔室(4)上设有与注塑模具(3)连通的主排料管道(6),若干所述辅助腔室(5)均设有与注塑模具(3)连通的辅助排料管道(7),所述主腔室(4)和若干辅助腔室(5)上均设有增压泵(8)。
2.根据权利要求1所述一种注塑制品进料控制机构,其特征在于,所述注塑模具(3)包括有注塑腔室(9),所述注塑模具(3)上设有贯穿注塑腔室(9)的主进料孔(10)和若干辅助进料孔(11),所述主排料管道(6)与主进料孔(10)连通,若干所述辅助排料管道(7)分别与辅助进料孔(11)连通。
3.根据权利要求2所述一种注塑制品进料控制机构,其特征在于,所述辅助进料孔(11)的孔壁上环形阵列有若干排气泡消除钉(12)。
4.根据权利要求3所述一种注塑制品进料控制机构,其特征在于,若干所述排气泡消除钉(12)均为镀有防腐涂层的铁钉。
5.根据权利要求2所述一种注塑制品进料控制机构,其特征在于,若干所述辅助排料管道(7)上均设有与辅助进料孔(11)连通的转换管道。
6.根据权利要求5所述一种注塑制品进料控制机构,其特征在于,所述转换管道包括总管道(13)和若干分支管道(14),所述总管道(13)上与若干分支管道(14)连通。
7.根据权利要求1所述一种注塑制品进料控制机构,其特征在于,所述注塑模具(3)侧壁设有稳固主排料管道(6)和转换管道的限位组件(15)。
技术总结
本发明涉及注塑设备技术领域,公开了一种注塑制品进料控制机构,包括进料斗、熔料筒和注塑模具,所述熔料筒包括主腔室和若干辅助腔室,所述主腔室上设有与注塑模具连通的主排料管道,若干所述辅助腔室均设有与注塑模具连通的辅助排料管道,所述主腔室和若干辅助腔室上均设有增压泵。该注塑制品进料控制机构,通过主排料管道和辅助排料管道相结合形成注塑进料,在注塑过程中,主排料管道为普通压强进料,而辅助排料管道为高压强注塑,通过主排料管道进入注塑腔室的熔料流速略慢于辅助排料管道进入的熔料流速,这样流速快的熔料达到自适应,注满注塑腔室,同时该方式并不需要高压强的增压泵规避了管路结构损耗的问题,降低了输出功率,节约了成本。
技术研发人员:周中良,薛献霞
受保护的技术使用者:苏州昂索嘉模塑科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!