一种汽车塑胶配件的高精度注塑模具及注塑方法与流程
本发明属于注塑模具,具体涉及一种汽车塑胶配件的高精度注塑模具及注塑方法。
背景技术:
1、在汽车中使用塑料件,能够在一定程度上节约燃油,推进环保与资源的可回收利用。通常情况下,汽车中的塑料件是采取注塑成型的,而这一过程中,往往会出现各种缺陷,进而影响汽车生产的质量。因此,加强对汽车注塑件缺陷的分析,且提出有效的处理方式,是极为有必要的。
2、其中塑胶配件出现表面复制不良、熔接痕和缩痕的现象较为常见,且不易解决;
3、表面复制不良,指的就是在注塑件成型时,无法对模具型腔表面进行精确的复制,具体表现为制件表面光泽不均。通常,汽车注塑件的表面都会有形式各种各样的皮纹,皮纹的细致程度决定了注塑成型的复制难度,越是细致,越难复制。另外,倘若皮纹的形状极为规则,且彼此间不连通,那么就极易出现由于皮纹困气而造成注塑件表面复制不良。出现这种情况的原因有两个,一是型腔压力不够,二是困气。
4、熔接痕,指的就是熔融的塑料分成两道及其以上进行流动,之后再会合,此时因为流动树脂的前端部分冷却氧化,进而难以完全熔合,最终所产生的条纹。主要原因是无法控制熔融状态的塑料沿理想的路径流动。
5、缩痕,指的就是注塑品表面产生了凹陷情况。主要原因是保压压力不够。
技术实现思路
1、为了解决现有技术存在的上述问题,本发明目的在于提供一种汽车塑胶配件的高精度注塑模具及注塑方法。
2、本发明所采用的技术方案为:
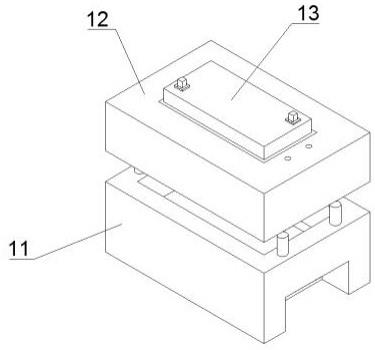
3、一种汽车塑胶配件的高精度注塑模具,包括母模和公模,所述母模和所述公模互相配合,所述公模远离所述母模的一侧设有安装空间,所述安装空间的一侧设有安装板,所述安装板与所述公模固定连接,所述安装板上设有多个泄压孔,所述安装空间内设有多个排气管,多个所述排气管与多个所述泄压孔一一对应,所述排气管的一端与所述安装板固定连接,所述排气管远离所述安装板的一端与所述公模连接,所述排气管的一端贯穿所述公模,所述排气管远离所述公模的一端与所述泄压孔连接;每个所述排气管内都设有一个控制阀,所述控制阀由控制电机驱动,所述控制电机可拆卸安装在所述安装板上。
4、作为本发明的优选,所述控制阀包括多个控制板,所述控制板包括封板和侧板,多个所述控制板的封板合围形成圆形,多个所述控制板的侧板合围形成圆柱形,每个所述控制板远离其封板的一侧都固定设有一个连接杆,所述连接杆远离的一侧设有密封盖,所述连接杆与所述密封盖滑动连接,所述密封盖固定设置在所述排气管靠近所述安装板的一端。
5、作为本发明的优选,所述密封盖靠近所述控制板封板的一侧固定设有限位盘,所述限位盘的周侧设有多个滑槽,多个所述滑槽沿所述限位盘的周侧均匀分布,多个所述滑槽和多个所述控制板一一对应,每个所述连接杆都滑动设置在一个所述滑槽内。
6、作为本发明的优选,所述安装板远离所述安装空间的一侧固定设有网板,所述控制电机固定设置在所述网板上;所述网板和所述安装板之间形成工作空间,所述工作空间靠近所述网板的一侧内壁上转动设有传动轴,所述传动轴贯穿所述网板,所述传动轴与所述控制电机的输出轴固定连接。
7、作为本发明的优选,所述传动轴靠近所述控制板的一侧可拆卸安装有控制轴,所述控制轴与所述密封盖转动连接,所述控制轴贯穿所述密封盖和所述限位盘,所述控制轴靠近所述控制板的一侧固定设有控制盘,所述控制盘上固定设有多个弧形槽,多个所述弧形槽与多个所述控制板一一对应,每个所述弧形槽内都滑动设有一个控制销,每个所述控制销都固定设置在一个所述连接杆上。
8、作为本发明的优选,每个所述传动轴上都固定设有一个小带轮和一个大带轮,相邻的两个所述传动轴上的所述小带轮和所述大带轮交错分布,其中一个所述传动轴上的所述小带轮与其相邻的另一个所述传动轴上的所述大带轮通过同步带传动。
9、作为本发明的优选,所述传动轴靠近所述控制轴内的一端设有安置腔,所述安置腔内设有卷簧,所述卷簧的外侧与所述安置腔的侧壁固定连接,所述卷簧的内侧固定设置在所述控制轴的周侧,所述控制轴与所述密封盖转动连接。
10、作为本发明的优选,所述控制电机有两个,分别设置在所述网板的两侧,每个所述控制电机分别驱动一排所述控制阀,两排所述控制阀和两个所述控制电机沿所述网板的横截面中心旋转对称,两排所述控制阀互相平行布设;其中一个所述控制电机的一侧设有贯穿所述公模的注塑口。
11、作为本发明的优选,所述母模远离所述公模的一侧固定设有底板,所述底板靠近所述公模的一侧设有顶出缸,所述顶出缸的缸筒与所述底板固定连接,所述顶出缸的活塞杆上固定设有顶出板,所述顶出板远离所述底板的一侧固定设有顶出块,所述顶出块贯穿所述母模,所述顶出块与所述母模滑动连接;所述母模固定设有定位柱,所述公模上设有与所述定位柱相适配的定位孔。
12、一种汽车塑胶配件的高精度注塑方法,包括以下步骤:
13、s1、制液;将原料加入注射机的料斗内,原料经加热熔化呈流动状态;
14、s2、注射;利用注射机的螺杆,控制注射机的活塞推动,经喷嘴和注塑口进入模具型腔;
15、s3、定型;流动状态的原料在模具型腔内定型,此过程中控制电机启动,控制多个排气管渐进闭合,引导原料在模具型腔的流动路径;
16、s4、冷却;冷却水泵启动,使原料在模具型腔内快速硬化;
17、s5、脱模;模具分开后,顶出缸启动,将塑胶产品顶出。
18、本发明的有益效果为:本发明作为一种汽车塑胶配件的高精度注塑模具及注塑方法,针对汽车塑胶配件高精度的要求,解决传统注塑工艺存在的表面复制不良、熔接痕和缩痕的问题;控制阀完全闭合时,密封盖的外圈和封板将排气管与泄压孔隔开,即将模具型腔与外界空间隔开,且卷簧处于卷绕状态,使封板有继续闭合的趋势,确保模具型腔压力充足,不会在塑胶配件的表面产生凹陷,即不会产生缩痕现象;多个控制阀联动,注塑时合理引导模具型腔内气体的排出,不会产生困气的现象,使得塑胶配件表面复制良好,外观精美;受模具型腔内压强的变化,多个控制阀同时也引导塑液的流动路径,不会造成塑液随意流动、回流、对流所产生的熔接痕现象。
技术特征:
1.一种汽车塑胶配件的高精度注塑模具,其特征在于:包括母模和公模,所述母模和所述公模互相配合,所述公模远离所述母模的一侧设有安装空间,所述安装空间的一侧设有安装板,所述安装板与所述公模固定连接,所述安装板上设有多个泄压孔,所述安装空间内设有多个排气管,多个所述排气管与多个所述泄压孔一一对应,所述排气管的一端与所述安装板固定连接,所述排气管远离所述安装板的一端与所述公模连接,所述排气管的一端贯穿所述公模,所述排气管远离所述公模的一端与所述泄压孔连接;每个所述排气管内都设有一个控制阀,所述控制阀由控制电机驱动,所述控制电机可拆卸安装在所述安装板上。
2.根据权利要求1所述的一种汽车塑胶配件的高精度注塑模具,其特征在于:所述控制阀包括多个控制板,所述控制板包括封板和侧板,多个所述控制板的封板合围形成圆形,多个所述控制板的侧板合围形成圆柱形,每个所述控制板远离其封板的一侧都固定设有一个连接杆,所述连接杆远离的一侧设有密封盖,所述连接杆与所述密封盖滑动连接,所述密封盖固定设置在所述排气管靠近所述安装板的一端。
3.根据权利要求2所述的一种汽车塑胶配件的高精度注塑模具,其特征在于:所述密封盖靠近所述控制板封板的一侧固定设有限位盘,所述限位盘的周侧设有多个滑槽,多个所述滑槽沿所述限位盘的周侧均匀分布,多个所述滑槽和多个所述控制板一一对应,每个所述连接杆都滑动设置在一个所述滑槽内。
4.根据权利要求3所述的一种汽车塑胶配件的高精度注塑模具,其特征在于:所述安装板远离所述安装空间的一侧固定设有网板,所述控制电机固定设置在所述网板上;所述网板和所述安装板之间形成工作空间,所述工作空间靠近所述网板的一侧内壁上转动设有传动轴,所述传动轴贯穿所述网板,所述传动轴与所述控制电机的输出轴固定连接。
5.根据权利要求4所述的一种汽车塑胶配件的高精度注塑模具,其特征在于:所述传动轴靠近所述控制板的一侧可拆卸安装有控制轴,所述控制轴与所述密封盖转动连接,所述控制轴贯穿所述密封盖和所述限位盘,所述控制轴靠近所述控制板的一侧固定设有控制盘,所述控制盘上固定设有多个弧形槽,多个所述弧形槽与多个所述控制板一一对应,每个所述弧形槽内都滑动设有一个控制销,每个所述控制销都固定设置在一个所述连接杆上。
6.根据权利要求5所述的一种汽车塑胶配件的高精度注塑模具,其特征在于:每个所述传动轴上都固定设有一个小带轮和一个大带轮,相邻的两个所述传动轴上的所述小带轮和所述大带轮交错分布,其中一个所述传动轴上的所述小带轮与其相邻的另一个所述传动轴上的所述大带轮通过同步带传动。
7.根据权利要求5所述的一种汽车塑胶配件的高精度注塑模具,其特征在于:所述传动轴靠近所述控制轴内的一端设有安置腔,所述安置腔内设有卷簧,所述卷簧的外侧与所述安置腔的侧壁固定连接,所述卷簧的内侧固定设置在所述控制轴的周侧,所述控制轴与所述密封盖转动连接。
8.根据权利要求4所述的一种汽车塑胶配件的高精度注塑模具,其特征在于:所述控制电机有两个,分别设置在所述网板的两侧,每个所述控制电机分别驱动一排所述控制阀,两排所述控制阀和两个所述控制电机沿所述网板的横截面中心旋转对称,两排所述控制阀互相平行布设;其中一个所述控制电机的一侧设有贯穿所述公模的注塑口。
9.根据权利要求1所述的一种汽车塑胶配件的高精度注塑模具,其特征在于:所述母模远离所述公模的一侧固定设有底板,所述底板靠近所述公模的一侧设有顶出缸,所述顶出缸的缸筒与所述底板固定连接,所述顶出缸的活塞杆上固定设有顶出板,所述顶出板远离所述底板的一侧固定设有顶出块,所述顶出块贯穿所述母模,所述顶出块与所述母模滑动连接;所述母模固定设有定位柱,所述公模上设有与所述定位柱相适配的定位孔。
10.一种汽车塑胶配件的高精度注塑方法,使用如权利要求1-9任意一项所述的一种汽车塑胶配件的高精度注塑模具,其特征在于,包括以下步骤:
技术总结
本发明公开了一种汽车塑胶配件的高精度注塑模具及注塑方法,包括母模和公模,所述母模和所述公模互相配合,所述公模远离所述母模的一侧设有安装空间,所述安装空间的一侧设有安装板,所述安装板与所述公模固定连接,所述安装板上设有多个泄压孔,控制阀完全闭合时,密封盖的外圈和封板将排气管与泄压孔隔开,即将模具型腔与外界空间隔开,且卷簧处于卷绕状态,使封板有继续闭合的趋势,确保模具型腔压力充足,不会在塑胶配件的表面产生凹陷,即不会产生缩痕现象;多个控制阀联动,注塑时合理引导模具型腔内气体的排出,不会产生困气的现象,使得塑胶配件表面复制良好,外观精美。
技术研发人员:王民强,环晓建
受保护的技术使用者:长沙申大科技集团股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!