一种用于3D打印的线性复合材料及其制备方法与流程
本申请涉及3d打印,具体而言,涉及一种用于3d打印的线性复合材料及其制备方法。
背景技术:
1、3d打印技术是一种与传统材料的加工方法截然相反的、基于三维cad模型数据、结合逐层制造的方式而直接制造与相应数学模型完全一致的三维物理试题模型的快速成型技术。
2、其中,熔融沉积成型(fdm)因其成本较低、操作简单等特点,已经在工业上有较广泛的运用。
3、聚乳酸(pla)不仅具有良好的生物相容性和可生物降解性,还具有优良的力学性能,适合多种加工方式,属于最具竞争力的生物质高分子材料之一,现有的3d打印技术常通过在pla中混合各类添加剂以制备线性复合材料,但依然无法改变线性复合材料因pla本身结晶度低而存在的韧性不足的问题。
技术实现思路
1、本申请的目的在于提供一种用于3d打印的线性复合材料及其制备方法,以使线性复合材料具有优异的韧性、结晶度和尺寸稳定性。
2、第一方面,本申请提供了一种用于3d打印的线性复合材料的制备方法,用于制备用于3d打印的线性复合材料,所述方法包括以下步骤:
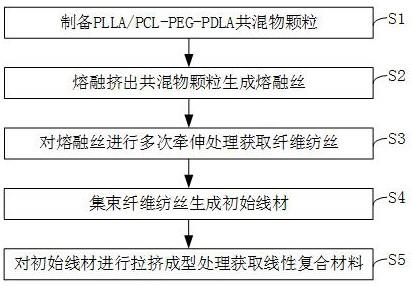
3、s1、制备plla/pcl-peg-pdla共混物颗粒;
4、s2、熔融挤出所述共混物颗粒生成熔融丝;
5、s3、对所述熔融丝进行多次牵伸处理获取纤维纺丝;
6、s4、集束所述纤维纺丝生成初始线材;
7、s5、对所述初始线材进行拉挤成型处理获取所述线性复合材料。
8、本申请的用于3d打印的线性复合材料的制备方法,基于plla/pcl-peg-pdla共混物颗粒作为基材,并对该基材制成的熔融丝进行多次牵伸、集束、拉挤制备获取具有3d打印所需尺寸的线性复合材料,使得该线性复合材料具有优异的韧性、结晶度和尺寸稳定性。
9、所述的用于3d打印的线性复合材料的制备方法,其中,步骤s1包括:
10、s11、分别烘干pcl-peg-pdla和plla;
11、s12、对plla混合5-15 wt%的pcl-peg-pdla获取混合物;
12、s13、利用双螺杆挤出机对所述混合物进行熔融共混造粒,获取所述共混物颗粒。
13、该示例的制备方法优选为在plla中添加5-15 wt%的pcl-peg-pdla来制备线性复合材料,以提高线性复合材料的韧性,并避免其在牵伸处理过程中出现断丝现象。
14、所述的用于3d打印的线性复合材料的制备方法,其中,步骤s12包括:
15、对plla混合5-15 wt%的pcl-peg-pdla获取初步混合物;
16、混合初步混合物和预先制备的生物质炭、接枝剂,并置于振荡机中振荡,获取所述混合物。
17、在该示例中,生物质炭能通过接枝剂与pdla和plla接枝偶联反应增容,从而使得pcl-peg-pdla与生物质炭之间和plla与生物质炭之间均具有界面相容性,在不影响pcl-peg-pdla和plla之间形成sc的前提下,替代了部分材料,以降低制备成本;其次,基于接枝剂改善相界面的相容性和亲合性的生物质炭能降低线性复合材料的脆性,进而避免其在牵伸处理过程中出现断丝现象,能较大幅度提升线性复合材料的抗拉伸强度。
18、所述的用于3d打印的线性复合材料的制备方法,其中,步骤s3包括:
19、s31、冷却所述熔融丝至60-80℃;
20、s32、加热步骤s31冷却后的熔融丝至85-100℃并进行牵伸处理;
21、s33、加热步骤s32牵伸处理后的熔融丝至130-150℃;
22、s34、冷却步骤s33加热处理后的熔融丝至40-60℃;
23、s35、加热步骤s34冷却后的熔融丝至85-100℃并进行牵伸处理获取所述纤维纺丝。
24、所述的用于3d打印的线性复合材料的制备方法,其中,步骤s34中的冷却处理的时长大于步骤s31中的冷却处理的时长。
25、所述的用于3d打印的线性复合材料的制备方法,其中,步骤s4包括:
26、基于集束器集束所述纤维纺丝形成截面直径大于预设直径的初始线材。
27、所述的用于3d打印的线性复合材料的制备方法,其中,步骤s5包括:
28、对所述初始线材依次进行拉挤成型、自然冷却、收卷成线处理获取截面直径为预设直径的线性复合材料。
29、所述的用于3d打印的线性复合材料的制备方法,其中,所述拉挤成型工艺的第一区段的温度为140-180℃、第二区段的温度为160-220℃、拉挤速度为0.5-1.5m/min。
30、所述的用于3d打印的线性复合材料的制备方法,其中,所述线性复合材料的截面直径为1.70-1.80mm。
31、第二方面,本申请还提供了一种用于3d打印的线性复合材料,基于如第一方面提供的用于3d打印的线性复合材料的制备方法制备而成。
32、本申请的用于3d打印的线性复合材料,基于第一方面提供的用于3d打印的线性复合材料的制备方法制备而成,其以plla/pcl-peg-pdla共混物颗粒作为基材,并对该基材制成的熔融丝进行多次牵伸、集束、拉挤制备而成,具有优异的韧性、结晶度和尺寸稳定性。
33、由上可知,本申请提供了一种用于3d打印的线性复合材料及其制备方法,其中,制备方法基于plla/pcl-peg-pdla共混物颗粒作为基材,并对该基材制成的熔融丝进行多次牵伸、集束、拉挤制备获取具有3d打印所需尺寸的线性复合材料,使得该线性复合材料具有优异的韧性、结晶度和尺寸稳定性。
技术特征:
1.一种用于3d打印的线性复合材料的制备方法,用于制备用于3d打印的线性复合材料,其特征在于,所述方法包括以下步骤:
2.根据权利要求1所述的用于3d打印的线性复合材料的制备方法,其特征在于,步骤s1包括:
3.根据权利要求2所述的用于3d打印的线性复合材料的制备方法,其特征在于,步骤s12包括:
4.根据权利要求1所述的用于3d打印的线性复合材料的制备方法,其特征在于,步骤s3包括:
5.根据权利要求4所述的用于3d打印的线性复合材料的制备方法,其特征在于,步骤s34中的冷却处理的时长大于步骤s31中的冷却处理的时长。
6.根据权利要求1所述的用于3d打印的线性复合材料的制备方法,其特征在于,步骤s4包括:
7.根据权利要求1所述的用于3d打印的线性复合材料的制备方法,其特征在于,步骤s5包括:
8.根据权利要求1所述的用于3d打印的线性复合材料的制备方法,其特征在于,所述拉挤成型工艺的第一区段的温度为140-180℃、第二区段的温度为160-220℃、拉挤速度为0.5-1.5m/min。
9.根据权利要求1所述的用于3d打印的线性复合材料的制备方法,其特征在于,所述线性复合材料的截面直径为1.70-1.80mm。
10.一种用于3d打印的线性复合材料,其特征在于,基于如权利要求1-9任一项所述的用于3d打印的线性复合材料的制备方法制备而成。
技术总结
本发明涉及3D打印技术领域,具体公开了一种用于3D打印的线性复合材料及其制备方法,其中,制备方法包括以下步骤:S1、制备PLLA/PCL‑PEG‑PDLA共混物颗粒;S2、熔融挤出共混物颗粒生成熔融丝;S3、对熔融丝进行多次牵伸处理获取纤维纺丝;S4、集束纤维纺丝生成初始线材;S5、对初始线材进行拉挤成型处理获取线性复合材料;该制备方法制备基于PLLA/PCL‑PEG‑PDLA共混物颗粒作为基材,并对该基材制成的熔融丝进行多次牵伸、集束、拉挤制备获取具有3D打印所需尺寸的线性复合材料,使得该线性复合材料具有优异的韧性、结晶度和尺寸稳定性。
技术研发人员:王文浩,宋李治,袁惠萍
受保护的技术使用者:广东瑞程医学科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!