一种具有双驱动的生物3D打印挤丝模块
本发明属于3d打印机,尤其涉及一种具有双驱动的生物3d打印挤丝模块。
背景技术:
1、生物3d打印是以按需设计的三维模型为基础,通过软件分层离散和数控成型的方法,定位装配生物材料,制造人工植入支架、组织器官和医疗辅具等生物医学产品的快速成型技术。生物3d打印是快速成型技术中颇具发展潜力的应用领域之一,具有快速、准确、个性化、差异化且特别适合制造复杂形状实体的特性,因此3d打印可以与生物材料、细胞培养、医学成像和软件辅助技术相结合,针对患者特定的解剖构造、生理功能和治疗需求来设计和制造人工植入支架、组织器官和医疗辅具等医学产品,为个性化医疗及精密医疗提供突破性的治疗新技术。
2、现有的生物3d打印挤丝模块存在以下问题:
3、一是,生物3d打印机包括挤丝喷头和挤压驱动,以不同的驱动方式进行划分,针对直写式打印方式可分为两种:一种是以丝杠驱动推杆对喷头内的材料进行挤出的电挤出式直写式打印;另一种是以气压作为驱动进行挤出的直写式打印。无论是哪种方式的打印机,其打印喷头与挤压模块是一体式设计,无法快速拆卸,仅能使用单一喷头和材料打印,零件损坏时不便于维修,严重时需要更换整个零件,维修成本高,且十分不利于生物3d打印机的发展。而且,每个生物3d打印挤丝模块只有一种挤丝方式,而不同的挤丝方式都各有优缺点,不能在打印时选择最佳的挤丝方式,使得打印机具有很大的局限性。
4、二是,目前生物3d打印机加热部分仅采用一组基套及加热棒进行控温加热,加热速度慢、效果差;由于不同材料的融化温度不同和打印室温度也不同,喷头加热温度不能随之变化,使物料难以达到最佳打印状态。
5、三是,目前的挤丝喷头是开环控制,即无论料体是否真正完全融化,只要温度传感器达到指定数值即开始挤压,而此时物料可能没有完全融化或加热温度过高材料不是最佳打印状态,打印质量大大下降。
6、四是,由于高温3d打印所对应的打印材料为热塑性高分子聚合物,其在熔融状态下为黏度极高的黏流态液体,冷却后又为较为坚硬的固体,采用传统的一体式料桶会使得打印后对料桶的清理工作十分困难,只能使用冲洗法对料桶进行清理,而这种方式清理后的料桶仍然会有物料残余。
7、五是,现有的3d打印机仅能单一实现高温挤丝或者低温挤丝,而无法实现两种模式的切换,故需要制作不同模式的打印喷头进行更换,增加打印成本。
技术实现思路
1、本发明需要解决的技术问题是:现有的生物3d打印机喷头与挤丝驱动采用一体式结构,仅能采用固定喷头和单一材料打印,无法在打印时选择最佳的挤丝方式;且调温系统不能和挤压力闭环调控,导致工件打印质量下降等问题;进而提供一种具有双驱动的生物3d打印挤丝模块。
2、本发明为解决上述技术问题采用的技术方案是:
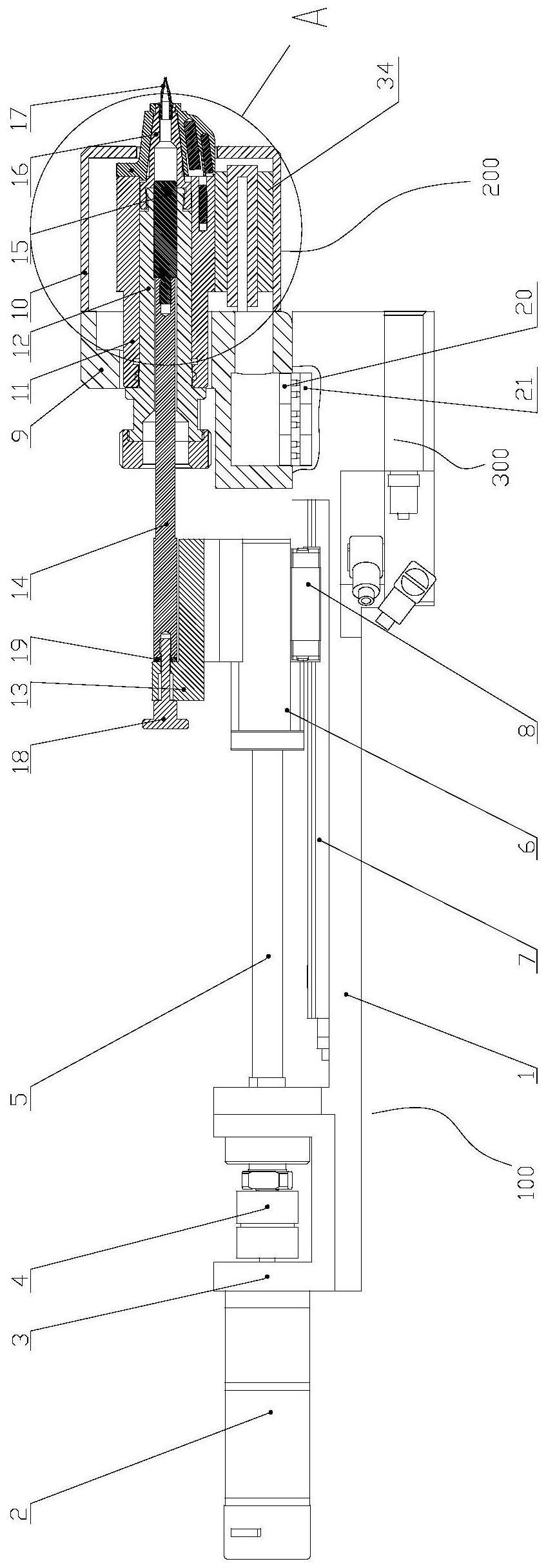
3、一种具有双驱动的生物3d打印挤丝模块,它包括基座、推杆驱动机构、推杆挤丝喷头、气动驱动机构和气动挤丝喷头,所述的推杆驱动机构与气动驱动机构分别安装在基座长度方向的两端,所述的推杆挤丝喷头或者气动挤丝喷头可拆卸地安装在基座上靠近气动驱动机构的一端;所述的推杆驱动机构用于推杆挤丝喷头挤丝,所述的气动驱动机构用于气动挤丝喷头挤丝。
4、进一步的,所述的推杆驱动机构包括电机、电机座、联轴器、丝杠、丝杠螺母、滑轨和滑块;所述的电机通过电机座安装在基座的一端,所述的滑轨安装在基座上并处于电机座的一侧,滑轨的滑动方向与基座的长度方向相同;所述电机的输出端通过联轴器与丝杠的一端固定连接,所述的丝杠螺母螺接在丝杠上,并通过滑块与滑轨滑动连接。
5、进一步的,所述的推杆挤丝喷头包括支撑座ⅰ、保温外壳ⅰ、加热基套ⅰ、物料桶ⅰ、挤压连接件、活塞杆、活塞、针头连接件ⅰ、针头ⅰ和冷却降温组件;所述的支撑座ⅰ和保温外壳ⅰ同轴依次套在加热基套ⅰ的外面,所述的冷却降温组件安装在保温外壳ⅰ与加热基套ⅰ之间;所述的支撑座ⅰ可拆卸地安装在基座上,所述的针头ⅰ、针头连接件ⅰ和物料桶ⅰ同轴依次安装在加热基套ⅰ内,针头ⅰ伸出加热基套ⅰ的一端端口,物料桶ⅰ伸出加热基套ⅰ的另一端端口;所述物料桶ⅰ的轴线方向与滑轨的滑动方向一致;所述的活塞安装在物料桶ⅰ内,并与物料桶ⅰ滑动连接;所述活塞杆的一端伸入物料桶ⅰ内并与活塞固定连接,所述活塞杆的另一端通过挤压连接件与丝杠螺母固定连接。
6、进一步的,所述的加热基套ⅰ包括直筒保温套ⅰ、锥筒保温套ⅰ和针头保温套,所述的直筒保温套ⅰ套在物料桶ⅰ及物料桶ⅰ与针头连接件ⅰ连接处的外部,所述的锥筒保温套ⅰ套在针头连接件ⅰ及针头连接件ⅰ与针头ⅰ连接处的外部,所述的针头保温套套在针头ⅰ的外部;所述的直筒保温套ⅰ内和锥筒保温套ⅰ内分别安装有一个加热棒ⅰ,直筒保温套ⅰ内的加热棒ⅰ处于物料桶ⅰ与针头连接件ⅰ连接处,锥筒保温套ⅰ内的加热棒ⅰ处于针头连接件ⅰ的位置处;所述的锥筒保温套ⅰ内且处于加热棒ⅰ与针头连接件ⅰ之间的位置处还安装有一个温度传感器ⅰ,用于实时监测物料的温度。
7、进一步的,所述的挤压连接件为l形,挤压连接件的水平连接部安装在丝杠螺母上,挤压连接件的竖直连接部通过防脱落旋钮安装在活塞杆的端部,所述挤压连接件的竖直连接部与防脱落旋钮之间可轴向窜动;所述的防脱落旋钮上且处于挤压连接件的竖直连接部与活塞杆之间套装有一个应力传感器。
8、进一步的,所述的气动驱动机构包括快速转接板和气管接头,所述的基座上开有一个贯穿于上下表面的进气通孔ⅰ,所述的快速转接板上开有一个进气通孔ⅱ,所述的快速转接板安装在基座尾部的下表面,快速转接板上的进气通孔ⅱ与基座上的进气通孔ⅰ相通,所述的气管接头安装在快速转接板上进气通孔ⅱ的进气端,为气动挤丝提供动力。
9、进一步的,所述的气动挤丝喷头包括气动连接板、保温外壳ⅱ、加热基套ⅱ、气动转接头、物料桶ⅱ、针头连接件ⅱ、针头ⅱ和冷却降温组件;所述的气动连接板为l形,气动连接板的水平部上开有进气通孔ⅲ,气动连接板的竖直部上开有中心安装孔;所述气动连接板的水平部安装在基座的上表面上,气动连接板上的进气通孔ⅲ与基座上的进气通孔ⅰ相通;所述加热基套ⅱ的一端插装在气动连接板竖直部上的中心安装孔内;所述的保温外壳ⅱ套在加热基套ⅱ外并固定安装在气动连接板的竖直部上,所述的冷却降温组件安装在保温外壳ⅱ与加热基套ⅱ之间;所述的针头ⅱ、针头连接件ⅱ和物料桶ⅱ依次同轴插装在加热基套ⅱ内;所述的气动转接头分别插在物料桶ⅱ的进料端端口处和气动连接板的水平部上,使得气动连接板上的进气通孔ⅲ与物料桶ⅱ的内腔相通。
10、进一步的,所述的加热基套ⅱ包含直筒保温套ⅱ、锥筒保温套ⅱ和针尖保温套,所述的直筒保温套ⅱ套在物料桶ⅱ及物料桶ⅱ与针头连接件ⅱ连接处的外部,所述的锥筒保温套ⅱ套在针头连接件ⅱ及针头连接件ⅱ与针头ⅱ连接处的外部,所述的针尖保温套套在针头ⅱ的外部;所述的直筒保温套ⅱ内和锥筒保温套ⅱ内分别安装有一个加热棒ⅱ,直筒保温套ⅱ内的加热棒ⅱ处于物料桶ⅱ与针头连接件ⅱ连接处,锥筒保温套ⅱ内的加热棒ⅱ处于针头连接件ⅱ的位置处;所述的锥筒保温套ⅱ内且处于加热棒ⅱ与针头连接件ⅱ之间的位置处还安装有一个温度传感器ⅱ;所述的气动转接头上设置有三个相通的气管,其中一个气管连接在气动连接板上,第二个气管连接在物料桶ⅱ上,第三个气管内设置有一个压力传感器。
11、进一步的,所述基座的上端面安装有一个pogo pin母座,所述支撑座ⅰ的下端面安装有一个pogo pin公座,所述支撑座ⅰ上的pogo pin公座与基座上的pogo pin母座通过接口进行对接;所述气动连接板的下端面安装有一个pogo pin公座,所述气动连接板上的pogo pin公座与基座上的pogo pin母座通过接口进行对接。
12、进一步的,所述的冷却降温组件包括半导体制冷片和散热板,所述的半导体制冷片分别安装在散热板的上下表面,处于散热板上表面的半导体制冷片与加热基套的外表面接触,处于散热板下表面的半导体制冷片与保温外壳的内壁相接触;所述的快速转接板内开有两个流道,快速转接板上的每个流道的端口处连接有一个连接接头,所述的散热板内开有一个流道,快速转接板上的其中一个流道通过一个快接接头与散热板内流道的进口相连接,快速转接板上的另一个流道通过一个快接接头与散热板内流道的出口相连接,所述散热板内的流道与快速转接板上的两个流道形成冷却介质的循环通道。
13、本发明与现有技术相比产生的有益效果是:
14、1、本发明的3d打印机集成了电动和气动两种挤丝驱动方式,电动挤丝驱动方式与其相对的挤压喷头为分离式结构,气动挤丝驱动方式与其相对的挤压喷头为分离式结构,且两种挤压喷头与基座均为可拆卸安装,所以本发明通过更换不同的挤压喷头来实现两种挤丝方式,很大程度上增加了打印机的适用性。同时本发明可以使用多种类型打印喷头,可快速拆装、方便维修,甚至可直接更换新喷头,维修周期短、成本低。
15、2、本发明采用整体式三层温控结构,由外至内分别为保温外壳、加热基套与冷却降温组件和物料桶,其中,通过轴向设置的两级的加热棒使得物料桶、针头连接件和针头内的物料整体加热,加热面积大、加热速度快且效果均匀;冷却降温组件通过半导体制冷片起到制冷的作用,散热板将半导体制冷片传导过来的热量带走,在加热基套与冷却降温组件的协同作用下实现温度的控制;保温层采用隔热胶带,起保护作用;内层物料桶具有生物兼容性,且可拆可换,导热性能好。
16、3、由于物料的熔融状态决定着3d打印成型技术的质量,喷头的挤丝压力也随该状态改变而改变,而温度决定着物料熔融状态,所以3d打印机的实际打印温度对打印质量起到关键的作用;本发明中3d打印机会根据物料特性预先设定初始温度,但是3d打印机中温度传感器存在测量误差,且在不同的打印工况下环境温度,3d打印机的实际打印温度与预先设定初始温度不一致,物料无法处于最佳熔融状态,导致打印质量不佳;本发明利用加热基套和冷却降温组件预先调控物料桶的温度,使物料熔化,同时利用挤压模块对物料进行挤压,3d打印机的系统基于温度传感器测得的物料桶的温度值和压力传感器测得的物料挤压压力的大小,实时建立物料挤压压力和物料的加热温度之间的关系曲线,基于上述曲线获得的最佳熔融状态下压力对应的温度,利用加热基套和冷却降温组件来实时调控物料的温度,实现闭环控制,使物料不受环境温度等现实工况的限制及影响,始终保持物料最佳的熔融状态并进行打印。
17、4、本发明中pogo pin连接器即作为电连接器使用,又作为喷头识别位,通过不同挤丝喷头内的pogo pin公座不同的连接方式,自动区分不同的打印喷头,并选择相对应的驱动程序;相比传统的喷头电路通过导线直接与控制电路相连,具有快速拆装和喷头类型自动识别功能。
18、5、本发明中物料桶、针头连接件和针头采用分体式结构,方便拆卸与清洗。
19、6、本发明中的每种挤丝喷头,可以根据不同的打印材料切换成不同的调温模式,以实现高温挤丝或者低温挤丝;在开启高温挤丝模式或低温挤丝模式后,可以通过加热基套、冷却降温组件以及温度传感器测量的反馈对温度进行反复调控,以达到精准控温的目的;在高温挤丝模式完成后,可以采用冷却降温组快速降温,实现喷头的快速更换,防止烫伤。
- 还没有人留言评论。精彩留言会获得点赞!