一种自动五金送料切料折弯注塑测试生产线的制作方法
本发明涉及五金生产线领域,尤其涉及一种自动五金送料切料折弯注塑测试生产线。
背景技术:
1、五金加工就是将原材料,比如不锈钢、铜料、铝料、铁料等材料用车床或者加工设备加工成各种各样的零件,五金件加工工序多为下料、切割、折弯、测试等,很多五金件还需要吸附塑胶,因此还需要用到注塑模具,完成塑胶的吸附。
2、授权公告号为cn213972227u的中国专利公开了一种自动五金送料切料折弯注塑测试生产线,通过传送机构一将五金件传送经过纠偏机构一纠偏后经过切割机构切割加工后被接抓取机构一传送至传送槽接受压块的压冲加工处理,被抓取机构二运送至模具盒中进行注塑加工,通过检测控制台对注塑后的五金件进行检测,从而达到了送料、切割、弯折、注塑和检测加工集成一体的效果。
3、但是上述已公开方案存在如下不足之处:需要两条传输线,传输线以及工序之间还需要用到多个抓取机构,结构较为松散,整体加工生产线较长,且涉及多个抓取机构和多个纠偏机构,整体机构多且对加工位置要求较高。
技术实现思路
1、本发明目的是针对背景技术中存在的整体机构多,生产线长且加工位置精度要求较高的问题,提出一种自动五金送料切料折弯注塑测试生产线。
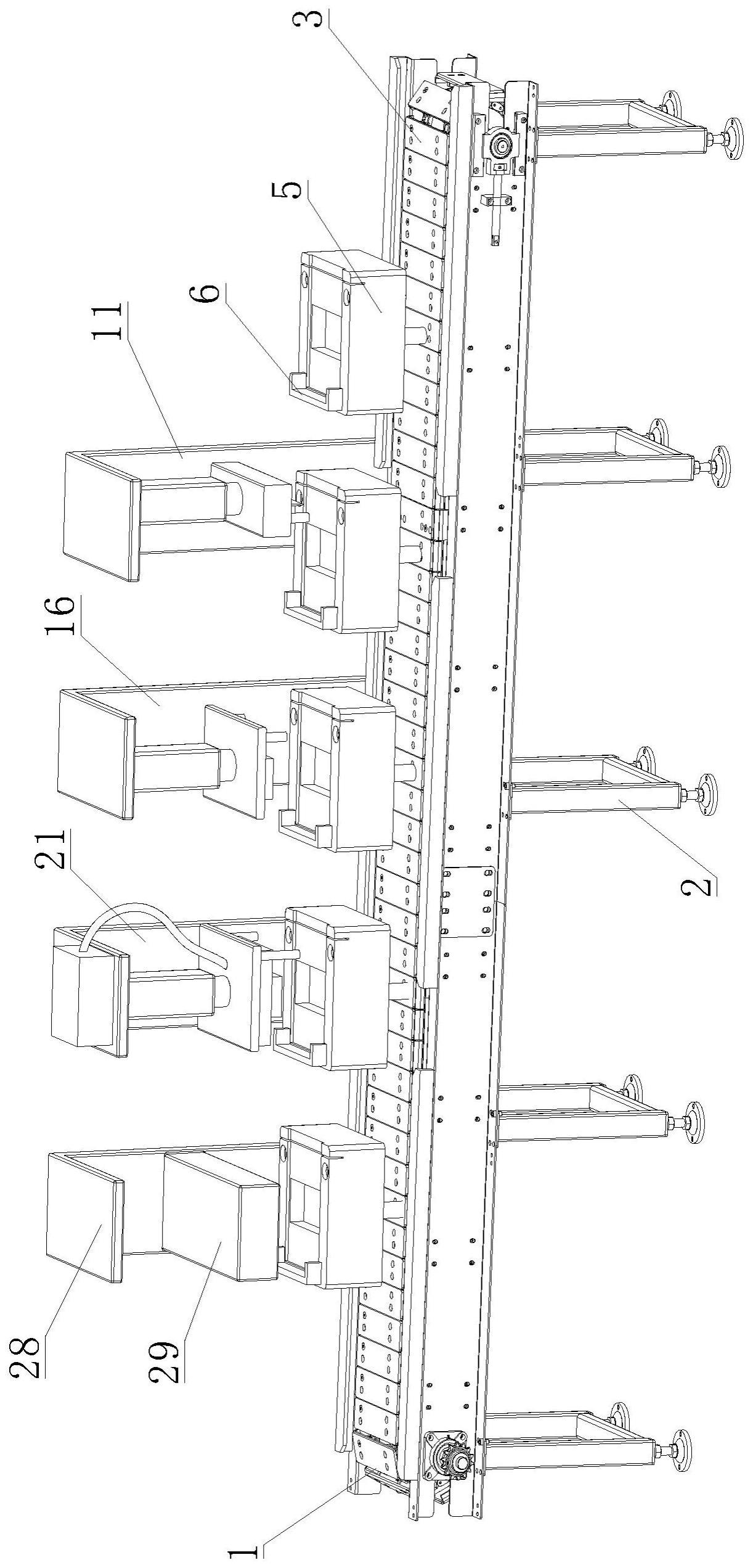
2、一方面,本发明提出一种自动五金送料切料折弯注塑测试生产线,包括板链输送线、送料组件和控制系统;送料组件包括支撑杆、输送块和对位卡板;
3、板链输送线底部设置多组支撑腿,板链输送线的输送单元为输送板;支撑杆竖直设置在输送板上;输送块设置在支撑杆上,输送块上端面设置有注塑槽和切割槽,注塑槽槽底设置折弯槽,输送块上设置有多组定位孔;对位卡板设置在输送块上,用来校准原料位置;送料组件在板链输送线上等距并列设置多组;
4、板链输送线沿着输送方向上依次设置切料组件、折弯组件、注塑组件和测试组件,依次完成五金原料的切割、折弯、注塑和测试,切料组件、折弯组件、注塑组件和测试组件上均设置有检测输送块位置的光电传感器;控制系统与板链输送线、切料组件、折弯组件、注塑组件以及测试组件均控制连接,控制系统与光电传感器信号传输连接。
5、优选的,切料组件包括支撑架a、伸缩装置a、支撑板a和切刀;支撑架a设置在板链输送线侧面上;伸缩装置a竖直设置在支撑架a顶部内壁上,伸缩装置a底部伸缩端与支撑板a连接;支撑板a沿竖直方向滑动设置在支撑架a上,支撑板a底部设置多组定位杆a;切刀设置在支撑板a底部,切刀位于切割槽正上方;切料状态下,定位杆a插入定位孔内,切刀插入切割槽内,切割后的废料落到输送板上。
6、优选的,折弯组件包括支撑架b、伸缩装置b、支撑板b、折弯块和定位杆b;支撑架b设置在板链输送线侧面上;伸缩装置b竖直设置在支撑架b顶部内壁上,伸缩装置b底部伸缩端与支撑板b连接,支撑板b沿竖直方向滑动设置在支撑架b上;折弯块和定位杆b设置在支撑板b底部;折弯状态下,定位杆b配合插入定位孔内,折弯块插入折弯槽内。
7、优选的,注塑组件包括支撑架c、伸缩装置c、支撑板c、注塑模具、注塑送料装置、输送管和定位杆c;支撑架c设置在板链输送线侧面上;伸缩装置c竖直设置在支撑架c顶部内壁上,伸缩装置c底部伸缩端与支撑板c连接,支撑板c沿竖直方向滑动设置在支撑架c上;注塑模具和定位杆c设置在支撑板c底部,注塑送料装置设置在支撑架c上,注塑送料装置通过输送管向注塑模具内输送熔融原料;注塑状态下,注塑模具和注塑槽贴合,定位杆c配合插入定位孔内。
8、优选的,测试组件包括支撑架d和测试装置;支撑架d设置在板链输送线侧面上;测试装置设置在支撑架d上,测试装置位于输送组件正上方。
9、优选的,板链输送线出料端设置成品接料盒和废料接料盒。
10、优选的,支撑杆设置两组,定位孔设置两组,定位孔顶部设置导向圆角。
11、另一方面,本发明提出一种自动五金送料切料折弯注塑测试生产线的五金件生产方法,包括以下步骤:
12、s1、将五金原料依照对位卡板放置在输送块上,随着板链输送线向前输送;
13、s2、五金原料进入切料工位,板链输送线停止输送,切料组件对五金原料进行切割后,继续向前输送;
14、s3、五金原料进入折弯工位,板链输送线停止输送,折弯组件对五金原料进行折弯后,继续向前输送;
15、s4、五金原料进入注塑工位,板链输送线停止输送,注塑组件对五金原料进行注塑后,继续向前输送;
16、s5、五金原料进入测试工位,板链输送线停止输送,测试组件对五金原料进行测试后,继续向前输送;
17、s6、五金成品从板链输送线的出料端落下。
18、与现有技术相比,本发明具有如下有益的技术效果:五金原料根据对位卡板放置在输送块上,依次经过切割、折弯、注塑和测试,完成加工,并从板链输送线的出料端随着输送块的向下翻转而落下。由板链输送线整线输送,不需要另外的抓取机构和纠偏机构,结构少,结构紧凑,占地面积小,且加工位置由光电传感器定位,控制板链输送线启停,加工位置定位简单,定位效果好,从而保证了良好的五金加工质量。
技术特征:
1.一种自动五金送料切料折弯注塑测试生产线,其特征在于,包括板链输送线(1)、送料组件和控制系统;送料组件包括支撑杆(4)、输送块(5)和对位卡板(6);
2.根据权利要求1所述的自动五金送料切料折弯注塑测试生产线,其特征在于,切料组件包括支撑架a(11)、伸缩装置a(12)、支撑板a(13)和切刀(15);支撑架a(11)设置在板链输送线(1)侧面上;伸缩装置a(12)竖直设置在支撑架a(11)顶部内壁上,伸缩装置a(12)底部伸缩端与支撑板a(13)连接;支撑板a(13)沿竖直方向滑动设置在支撑架a(11)上,支撑板a(13)底部设置多组定位杆a(14);切刀(15)设置在支撑板a(13)底部,切刀(15)位于切割槽(8)正上方;切料状态下,定位杆a(14)插入定位孔(10)内,切刀(15)插入切割槽(8)内,切割后的废料落到输送板(3)上。
3.根据权利要求1所述的自动五金送料切料折弯注塑测试生产线,其特征在于,折弯组件包括支撑架b(16)、伸缩装置b(17)、支撑板b(18)、折弯块(19)和定位杆b(20);支撑架b(16)设置在板链输送线(1)侧面上;伸缩装置b(17)竖直设置在支撑架b(16)顶部内壁上,伸缩装置b(17)底部伸缩端与支撑板b(18)连接,支撑板b(18)沿竖直方向滑动设置在支撑架b(16)上;折弯块(19)和定位杆b(20)设置在支撑板b(18)底部;折弯状态下,定位杆b(20)配合插入定位孔(10)内,折弯块(19)插入折弯槽(9)内。
4.根据权利要求1所述的自动五金送料切料折弯注塑测试生产线,其特征在于,注塑组件包括支撑架c(21)、伸缩装置c(22)、支撑板c(23)、注塑模具(24)、注塑送料装置(25)、输送管(26)和定位杆c(27);支撑架c(21)设置在板链输送线(1)侧面上;伸缩装置c(22)竖直设置在支撑架c(21)顶部内壁上,伸缩装置c(22)底部伸缩端与支撑板c(23)连接,支撑板c(23)沿竖直方向滑动设置在支撑架c(21)上;注塑模具(24)和定位杆c(27)设置在支撑板c(23)底部,注塑送料装置(25)设置在支撑架c(21)上,注塑送料装置(25)通过输送管(26)向注塑模具(24)内输送熔融原料;注塑状态下,注塑模具(24)和注塑槽(7)贴合,定位杆c(27)配合插入定位孔(10)内。
5.根据权利要求1所述的自动五金送料切料折弯注塑测试生产线,其特征在于,测试组件包括支撑架d(28)和测试装置(29);支撑架d(28)设置在板链输送线(1)侧面上;测试装置(29)设置在支撑架d(28)上,测试装置(29)位于输送组件正上方。
6.根据权利要求1所述的自动五金送料切料折弯注塑测试生产线,其特征在于,板链输送线(1)出料端设置成品接料盒和废料接料盒。
7.根据权利要求1所述的自动五金送料切料折弯注塑测试生产线,其特征在于,支撑杆(4)设置两组,定位孔(10)设置两组,定位孔(10)顶部设置导向圆角。
8.一种根据权利要求1所述的自动五金送料切料折弯注塑测试生产线的五金件生产方法,其特征在于,包括以下步骤:
技术总结
本发明涉及五金生产线领域,具体为一种自动五金送料切料折弯注塑测试生产线,其包括板链输送线、送料组件和控制系统;支撑杆设置在输送板上;输送块设置在支撑杆上,输送块上端面设置有注塑槽和切割槽,注塑槽槽底设置折弯槽;对位卡板设置在输送块上;板链输送线沿着输送方向上依次设置切料组件、折弯组件、注塑组件和测试组件,切料组件、折弯组件、注塑组件和测试组件上均设置有检测输送块位置的光电传感器。本发明中,原料由板链输送线整线输送,不需要另外的抓取机构和纠偏机构,结构紧凑,占地面积小,且加工位置定位简单,定位效果好。
技术研发人员:杨峰
受保护的技术使用者:江西厚朴科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!