一种气溶胶发生剂硅胶包覆工装及其包覆方法与流程
本发明涉及气溶胶发生剂硅胶包覆,具体地指一种气溶胶发生剂硅胶包覆工装及其包覆方法。
背景技术:
1、气溶胶灭火装置由于其优越的灭火性能因而得到了广大市场的青睐,但是气溶胶灭火装置相比于传统的水基以及干粉灭火装置最大的问题在于灭火装置启动后喷放温度过高,并且装置喷放时优于内部压力过大,导致气溶胶发生剂蹿火的问题。
2、传统的气溶胶灭火装置采用硅胶包覆包裹住气溶胶发生剂,一方面在启动时对气溶胶发生剂进行隔温,另一方面硅胶包覆可以与气溶胶发生剂紧紧贴合在一起,确保气溶胶发生剂在被点燃时能够保持药剂的燃烧面积相对稳定,火焰不会蹿到其他面。
3、然而传统的气溶胶发生剂进行硅胶包覆采用的是点胶工艺,即将药柱放入模具当中,然后将液体硅胶倒入模具当中,待硅胶固化以后将药柱与硅胶一同取出放入装置当中。
4、但是以上方法存在以下问题:硅胶滴入模具过程中由于硅胶具有一定的粘滞性,会导致硅胶与模具之间存在“卡顿”从而产生气泡空隙,如果气泡空隙存在靠模具的一面,那么可以从外部观察得知,如果这个空隙在靠药柱的一侧,那么难以观察到。存在空隙的包覆硅胶导致药柱点燃后易爆燃,会使装置外部具有较高的温度,也有可能使装置蹿火;另外灭火装置喷放时压力较大,喷放时硅胶包覆的空隙区域容易向外撕裂。
技术实现思路
1、本发明的目的在于克服上述不足,提供一种气溶胶发生剂硅胶包覆工装及其包覆方法,以解决背景技术中提出的问题。
2、本发明为解决上述技术问题,所采用的技术方案是:一种气溶胶发生剂硅胶包覆工装,包括顶部开放的包覆舱,所述包覆舱顶部铰接设有第一定位板、第二定位板和第三定位板,所述第一定位板表面开设有与外层模具外侧配合的第一定位孔,所述第二定位板表面开设有与药柱外侧配合的第二定位孔,所述第三定位板表面开设有与加强网外侧配合的第三定位孔,所述包覆舱底部开设有定位凹槽,所述定位凹槽与定位模具底部配合,定位模具顶部与外层模具底部配合。
3、优选地,所述定位模具下侧为圆柱形结构并开设有外螺纹,定位凹槽内侧开设有内螺纹,定位模具底部与定位凹槽螺纹配合。
4、优选地,所述定位模具顶部与外层模具底部内侧过盈配合。
5、优选地,所述第一定位板、第二定位板和第三定位板均通过合页与包覆舱顶部铰接。
6、优选地,所述药柱为气溶胶发生剂压制而成的圆柱形结构。
7、优选地,所述外层模具和加强网均为圆筒形结构,所述定位模具为圆柱形结构。
8、优选地,第一定位板或第二定位板或第三定位板呈闭合状态时,第一定位孔或第二定位孔或第三定位孔或定位模具的圆心均位于同一竖直线上。
9、优选地,所述定位模具顶部中心还设有定位凸台,所述定位凸台与药柱底部开设的限位凹槽配合。
10、本发明还公开上述气溶胶发生剂硅胶包覆工装的包覆方法,它包括如下步骤:
11、s1:清空包覆舱后,在包覆舱底部的定位凹槽内安装好定位模具,并确定硅胶灌注的高度,然后灌入硅胶;
12、s2:闭合第一定位板,然后从第一定位孔中插入外层模具,并使得外层模具底部与定位模具顶部配合;
13、s3:闭合第二定位板,然后从第二定位孔中插入药柱,药柱进入外层模具内部,并使得药柱底部的限位凹槽与定位模具顶部的定位凸台配合;
14、s4:打开第一定位板和第二定位板,闭合第三定位板,然后从第三定位孔中插入加强网,使得加强网进入药柱外侧与外层模具内侧之间的缝隙;
15、s5:打开第三定位板,转动外层模具,连同定位模具一同取出;
16、s6:通过烘干固化后,取下定位模具,并裁剪外层模具多余的部分,然后将定位模具重新装入包覆舱底部的定位凹槽,进行下一轮生产。
17、进一步地,它还包括s7:进行下一轮生产时,由于上一轮生产损失部分硅胶,故补充部分硅胶进入到包覆舱 内;然后重复步骤s2至s6。
18、本发明的有益效果:
19、1、本发明解决了气溶胶发生剂药柱在硅胶包覆过程中容易产生气泡空隙的技术问题,整个包覆工装结构精简,使用方便,大大提高了包覆效率。
20、2、本发明的外层模具插入到包覆舱内时,由于外层模具为筒体结构,其上下位置均开放,所以外层模具浸没深入到包覆舱内液体硅胶的过程中,由于连通器的原理,外层模具内部的硅胶液面和外部的硅胶液面始终平齐,硅胶液面连续地浸没外层模具内部,只要浸没速度没有过大变化,那么不容易产生气泡;当外层模具底部与定位模具顶部配合时,外层模具内已经充满液体硅胶,这种连续浸没深入的方式能够有效避免外层模具内部的液体硅胶产生气泡。
21、3、本发的药柱在插入前,外层模具内已经充满液体硅胶,此时将药柱插入其中时,外层模具内的液体硅胶液面升高然后排出外层模具,这样硅胶液面也是连续地升高并最终排出外层模具,只要液面升高速度没有过大变化,则也不容易产生气泡,当药柱底部的限位凹槽与定位模具顶部的定位凸台配合后,药柱外侧与外层模具内侧之间的缝隙的硅胶液体存留;相比于传统的将液体硅胶滴入到外层模具与药柱之间的缝隙的操作方式,本发明不容易存在硅胶“卡顿”停留在外层模具或药柱表面而产生气泡空隙的现象,本发明是通过药柱的挤压作用,使得外层模具内的大部分液体硅胶逐渐从上方排出,隔绝了空气进入到外层模具内部硅胶的可能,所以不容易产生气泡。
技术特征:
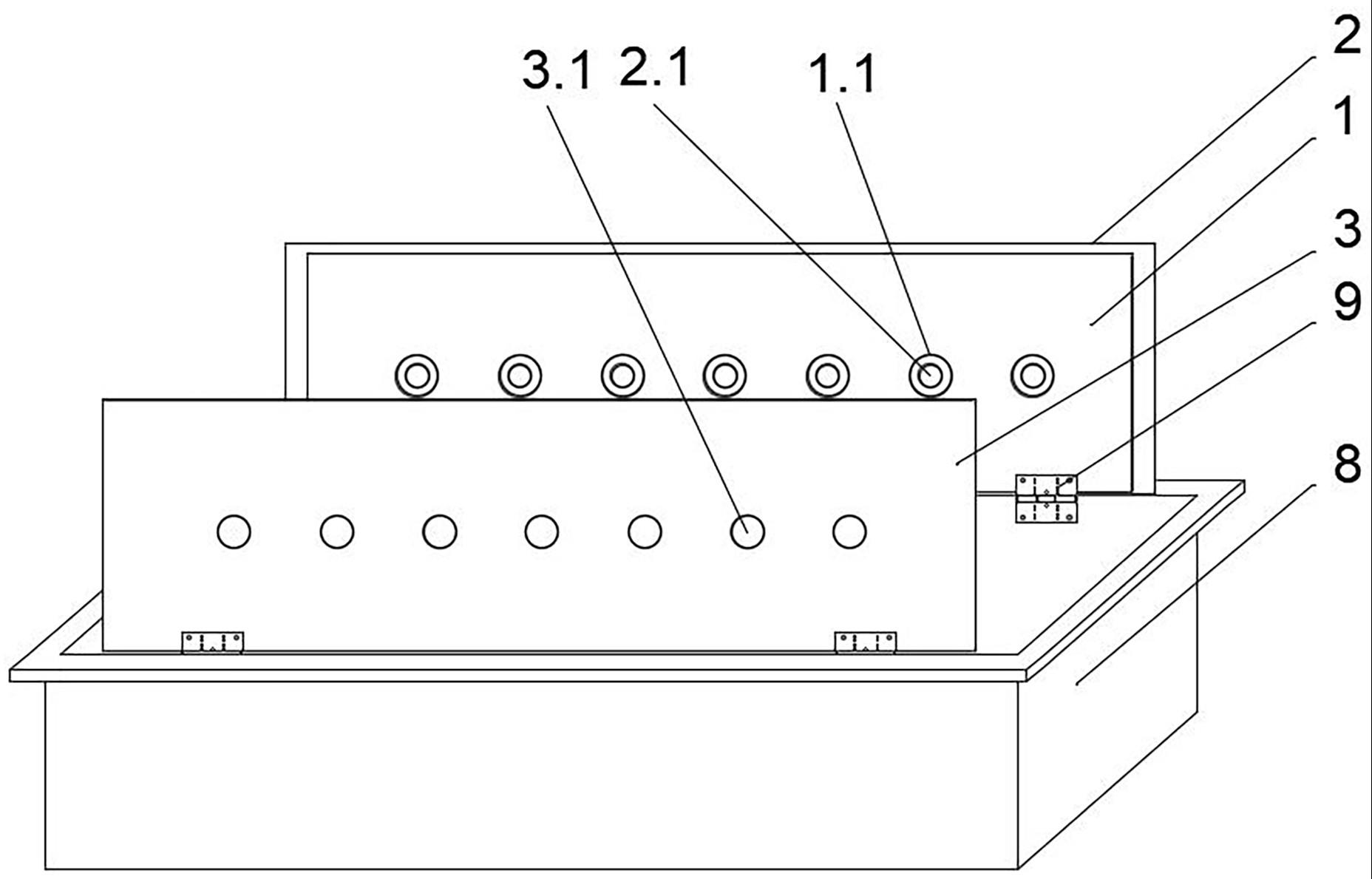
1.一种气溶胶发生剂硅胶包覆工装,包括顶部开放的包覆舱(8),其特征在于:所述包覆舱(8)顶部铰接设有第一定位板(1)、第二定位板(2)和第三定位板(3),所述第一定位板(1)表面开设有与外层模具(4)外侧配合的第一定位孔(1.1),所述第二定位板(2)表面开设有与药柱(5)外侧配合的第二定位孔(2.1),所述第三定位板(3)表面开设有与加强网(6)外侧配合的第三定位孔(3.1),所述包覆舱(8)底部开设有定位凹槽(8.1),所述定位凹槽(8.1)与定位模具(7)底部配合,定位模具(7)顶部与外层模具(4)底部配合。
2.根据权利要求1所述的一种气溶胶发生剂硅胶包覆工装,其特征在于:所述定位模具(7)下侧为圆柱形结构并开设有外螺纹,定位凹槽(8.1)内侧开设有内螺纹,定位模具(7)底部与定位凹槽(8.1)螺纹配合。
3.根据权利要求1所述的一种气溶胶发生剂硅胶包覆工装,其特征在于:所述定位模具(7)顶部与外层模具(4)底部内侧过盈配合。
4.根据权利要求1所述的一种气溶胶发生剂硅胶包覆工装,其特征在于:所述第一定位板(1)、第二定位板(2)和第三定位板(3)均通过合页(9)与包覆舱(8)顶部铰接。
5.根据权利要求1所述的一种气溶胶发生剂硅胶包覆工装,其特征在于:所述药柱(5)为气溶胶发生剂压制而成的圆柱形结构。
6.根据权利要求5所述的一种气溶胶发生剂硅胶包覆工装,其特征在于:所述外层模具(4)和加强网(6)均为圆筒形结构,所述定位模具(7)为圆柱形结构。
7.根据权利要求6所述的一种气溶胶发生剂硅胶包覆工装,其特征在于:第一定位板(1)或第二定位板(2)或第三定位板(3)呈闭合状态时,第一定位孔(1.1)或第二定位孔(2.1)或第三定位孔(3.1)或定位模具(7)的圆心均位于同一竖直线上。
8.根据权利要求1所述的一种气溶胶发生剂硅胶包覆工装,其特征在于:所述定位模具(7)顶部中心还设有定位凸台(7.1),所述定位凸台(7.1)与药柱(5)底部开设的限位凹槽配合。
9.一种权利要求1至6任一项所述气溶胶发生剂硅胶包覆工装的包覆方法,其特征在于:它包括如下步骤:
10.根据权利要求9所述气溶胶发生剂硅胶包覆工装的包覆方法,其特征在于:它还包括s7:进行下一轮生产时,由于上一轮生产损失部分硅胶,故补充部分硅胶进入到包覆舱(8) 内;然后重复步骤s2至s6。
技术总结
本发明公开一种气溶胶发生剂硅胶包覆工装及其包覆方法,包括顶部开放的包覆舱,所述包覆舱顶部铰接设有第一定位板、第二定位板和第三定位板,所述第一定位板表面开设有与外层模具外侧配合的第一定位孔,所述第二定位板表面开设有与药柱外侧配合的第二定位孔,所述第三定位板表面开设有与加强网外侧配合的第三定位孔,所述包覆舱底部开设有定位凹槽,所述定位凹槽与定位模具底部配合,定位模具顶部与外层模具底部配合;本发明解决了气溶胶发生剂药柱在硅胶包覆过程中容易产生气泡空隙的技术问题,整个包覆工装结构精简,使用方便,大大提高了包覆效率。
技术研发人员:王祺,付成,杨非,李先军
受保护的技术使用者:湖北及安盾消防科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!