一种浴缸成型生产线的制作方法
本发明涉及浴缸生产设备,特别涉及一种浴缸成型生产线。
背景技术:
1、亚克力塑料浴缸由于其不易变形、保温性能好、容易清洁等优点受到广大消费者的欢迎。在现有技术中,多片亚克力板堆叠放置,操作员首先将位于最上层的亚克力板搬运至支撑架上,并通过压缩气体将亚克力板的两个表面的灰尘吹走,以保证亚克力板表面的洁净,然后将亚克力板搬移至加热箱中进行加热软化,操作员再将加热后的亚克力板搬运至成型装置的吸塑工位上,成型装置上的成型模具靠近软化后的亚克力板,并在空气抽吸设备的配合下进行吸塑工作,以实现将亚克力板加工成浴缸。
2、在整个过程中,需要操作员对亚克力板进行吹尘和需要多次搬移亚克力板;此外,加热后的亚克力板的材质软,且温度较高,不易搬移,且搬移至成型装置的亚克力板还需要展平、铺开,以免亚克力板有褶皱而导致吸塑成型质量差。
3、可见,现有技术还有待改进和提高。
技术实现思路
1、鉴于上述现有技术的不足之处,本发明的目的在于提供浴缸成型生产线,旨在实现对位于两个成型装置上的亚克力板进行交替加热的功能,使得加热后的亚克力板可直接进行吸塑工序,提高了生产效率,以及减少操作员搬移亚克力板的次数。
2、为了达到上述目的,本发明采取了以下技术方案:
3、一种浴缸成型生产线,包括:
4、连接机架,连接机架上设有上导轨和下导轨,上导轨滑动连接有上加热装置,下导轨滑动连接有下加热装置;
5、成型装置,两个成型装置并列设置在连接机架的两侧,下导轨延伸至成型装置内;
6、第一平移机构,安装在连接机架上,其输出端设有移动架;
7、锁紧机构,安装在移动架上,上加热装置靠近成型装置的两侧和下加热装置靠近成型装置的两侧分别固定有锁扣,移动架通过锁紧机构可与位于同一侧的锁扣连接,以使得移动架在第一平移机构的驱动下,上加热装置和下加热装置可移动至其一成型装置内;
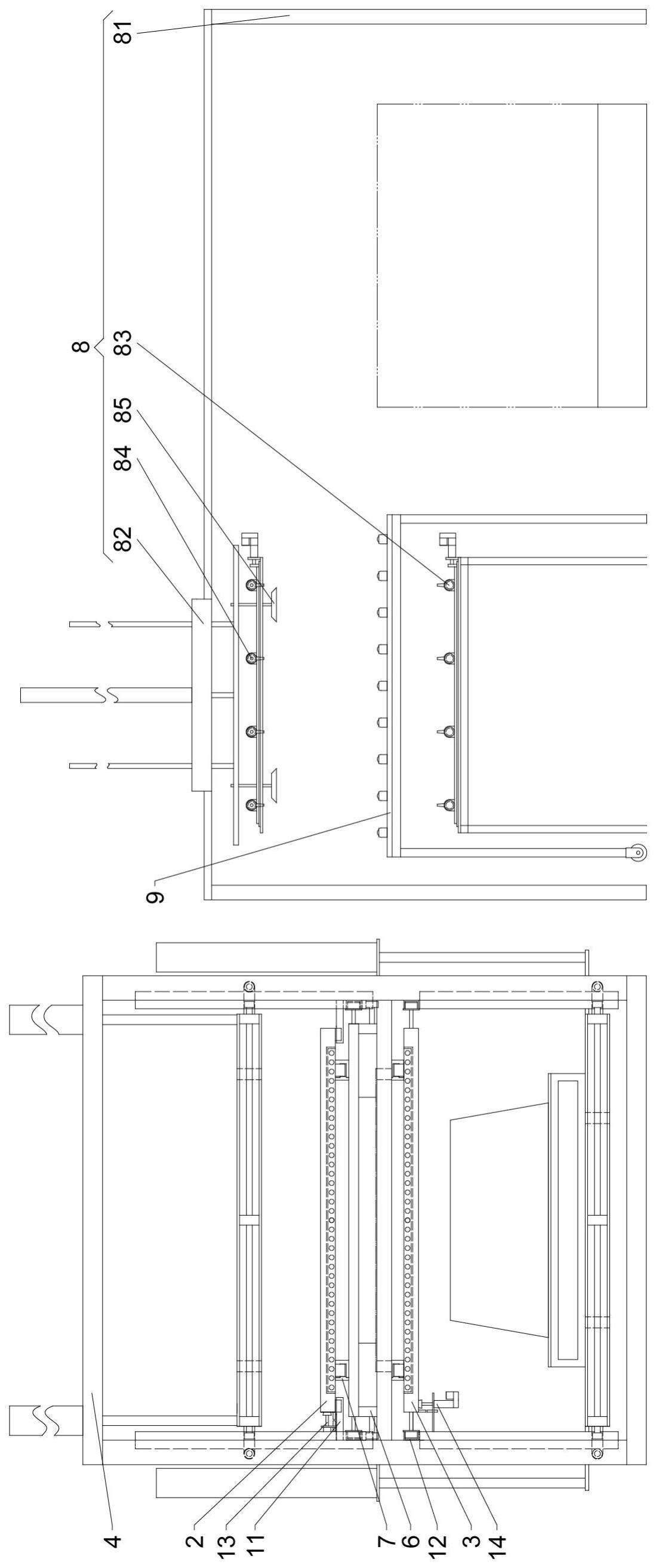
8、吹尘装置,包括安装在连接机架旁侧的吹尘机架、安装在吹尘机架上部的移料机构和安装在吹尘机架上的下吹尘机构,移料机构的输出端设有上吹尘机构和若干用于吸附亚克力板的吸盘;
9、小车,底部设有万向滚轮,用于将移料机构上的亚克力板转移至成型装置内。
10、所述成型装置包括与所述连接机架固定连接成型机架、安装在成型机架上的第一升降机构和安装在成型机架上的第二升降机构,成型机架中部设有托架,第一升降机构的输出端连接有位于托架上方的上模架,第二升降机构的输出端设有位于托架下方的下模架,下模架设有成型模具。
11、所述第一升降机构包括安装在所述成型机架上的第一驱动气缸、竖直安装在机架上的第一齿条和与所述上模架转动连接的转轴,转轴的两末端固定有与第一齿条啮合的第一齿轮,第一驱动气缸为两个,第一驱动气缸的伸出杆与上模架连接。
12、所述上加热装置的下部和下加热装置的上部分别安装有若干红外线加热管。
13、所述第一平移机构包括水平设于所述连接机架上且与下导轨平行的中导轨、水平设于连接机架上的第二齿条和安装在移动架上的第一驱动电机,第一驱动电机的输出端设有与第二齿条啮合的第二齿轮,移动架可滑动地设于中导轨上。
14、所述第一平移机构还包括两个行程开关,两个行程开关分别设于所述下加热装置靠近所述成型装置的两侧,行程开关用于检测移动架的位置。
15、所述锁紧机构为四组,四组锁紧机构分别位于所述移动架的四个角位置,锁紧机构包括安装在移动架上的立架、两个对称设置且可滑动地设于立架上的上夹爪、两个对称设置且可滑动地设于立架上的下夹爪和安装在立架上第二平移机构,两个上夹爪在第二平移机构的驱动下作相向或远离运动,以使锁紧或脱开位于上加热装置的锁扣,两个下夹爪在第二平移机构的驱动下作相向或远离运动,以使锁紧或脱开位于下加热装置的锁扣。
16、所述第二平移机构包括竖直设置且与立架转动连接的第一传动轴和安装在所述移动架的第二驱动电机,第一传动轴的两末端分别设有第三齿轮,上夹爪和下夹爪分别固定有与第三齿轮啮合的第三齿条,第二驱动电机的输出端与第一传动轴连接。
17、还包括安装在所述上导轨的上锁定机构和安装在所述下导轨的下锁定机构,所述上锁定机构包括安装在上加热装置上的感应块和安装在上导轨上的第一电动推杆,上导轨设有用于检测感应块的接近开关,上加热装置上开有定位孔,第一电动推杆的输出端设有与定位孔配合的定位块。
18、所述上吹尘机构包括安装在所述移料机构输出端的吹尘架、安装在吹尘架上的的第二电动推杆、可水平滑动地设于吹尘架上的第四齿条和若干与吹尘架转动连接的风管,风管的两端设有与第四齿条啮合的第四齿轮,风管上设有若干朝向下设置的风嘴。
19、有益效果:
20、本发明提供的浴缸成型生产线设置有两个成型装置,移动架在第一平移机构的驱动下,能够通过锁紧机构切换与上加热装置不同侧的锁扣连接,以及切换与下加热装置不同侧的锁扣连接,以使移动架在第一平移机构的驱动下能够带动上加热装置、下加热装置交替移动至两个成型装置内,实现了对两个成型装置内的亚克力板进行交替加热的功能,且加热后的亚克力板可直接进行吸塑工序,一方面提高了生产效率,另一方面减少了工作员搬运亚克力板的次数;此外,还设置了吹尘装置及小车,能够对待加热的亚克力板的两表面进行吹尘工作,以及便于将洁净的亚克力板转移至成型装置内,降低了操作员的劳动强度。
技术特征:
1.一种浴缸成型生产线,其特征在于,包括:
2.根据权利要求1所述的浴缸成型生产线,其特征在于,所述成型装置包括与所述连接机架固定连接成型机架、安装在成型机架上的第一升降机构和安装在成型机架上的第二升降机构,成型机架中部设有托架,第一升降机构的输出端连接有位于托架上方的上模架,第二升降机构的输出端设有位于托架下方的下模架,下模架设有成型模具。
3.根据权利要求2所述的浴缸成型生产线,其特征在于,所述第一升降机构包括安装在所述成型机架上的第一驱动气缸、竖直安装在机架上的第一齿条和与所述上模架转动连接的转轴,转轴的两末端固定有与第一齿条啮合的第一齿轮,第一驱动气缸为两个,第一驱动气缸的伸出杆与上模架连接。
4.根据权利要求1所述的浴缸成型生产线,其特征在于,所述上加热装置的下部和下加热装置的上部分别安装有若干红外线加热管。
5.根据权利要求1所述的浴缸成型生产线,其特征在于,所述第一平移机构包括水平设于所述连接机架上且与下导轨平行的中导轨、水平设于连接机架上的第二齿条和安装在移动架上的第一驱动电机,第一驱动电机的输出端设有与第二齿条啮合的第二齿轮,移动架可滑动地设于中导轨上。
6.根据权利要求5所述的浴缸成型生产线,其特征在于,所述第一平移机构还包括两个行程开关,两个行程开关分别设于所述下加热装置靠近所述成型装置的两侧,行程开关用于检测移动架的位置。
7.根据权利要求1所述的浴缸成型生产线,其特征在于,所述锁紧机构为四组,四组锁紧机构分别位于所述移动架的四个角位置,锁紧机构包括安装在移动架上的立架、两个对称设置且可滑动地设于立架上的上夹爪、两个对称设置且可滑动地设于立架上的下夹爪和安装在立架上第二平移机构,两个上夹爪在第二平移机构的驱动下作相向或远离运动,以使锁紧或脱开位于上加热装置的锁扣,两个下夹爪在第二平移机构的驱动下作相向或远离运动,以使锁紧或脱开位于下加热装置的锁扣。
8.根据权利要求7所述的浴缸成型生产线,其特征在于,所述第二平移机构包括竖直设置且与立架转动连接的第一传动轴和安装在所述移动架的第二驱动电机,第一传动轴的两末端分别设有第三齿轮,上夹爪和下夹爪分别固定有与第三齿轮啮合的第三齿条,第二驱动电机的输出端与第一传动轴连接。
9.根据权利要求1所述的浴缸成型生产线,其特征在于,还包括安装在所述上导轨的上锁定机构和安装在所述下导轨的下锁定机构,所述上锁定机构包括安装在上加热装置上的感应块和安装在上导轨上的第一电动推杆,上导轨设有用于检测感应块的接近开关,上加热装置上开有定位孔,第一电动推杆的输出端设有与定位孔配合的定位块。
10.根据权利要求1所述的浴缸成型生产线,其特征在于,所述上吹尘机构包括安装在所述移料机构输出端的吹尘架、安装在吹尘架上的的第二电动推杆、可水平滑动地设于吹尘架上的第四齿条和若干与吹尘架转动连接的风管,风管的两端设有与第四齿条啮合的第四齿轮,风管上设有若干朝向下设置的风嘴。
技术总结
本发明公开了一种浴缸成型生产线,包括连接机架、成型装置、第一平移机构、锁紧机构、吹尘装置和小车,连接机架上设有上导轨和下导轨,上导轨滑动连接有上加热装置,下导轨滑动连接有下加热装置,两个成型装置并列设置在连接机架的两侧,第一平移机构安装在连接机架上,并输出端设有移动架,锁紧机构安装在移动架上,上加热装置的两侧和下加热装置的两侧分别固定有锁扣,吹尘装置包括吹尘机架、移料机构和下吹尘机构,移料机构设有上吹尘机构和吸盘。本发明提供的提供浴缸成型生产线,旨在实现对位于两个成型装置上的亚克力板进行交替加热的功能,使得加热后的亚克力板可直接进行吸塑工序,提高了生产效率,以及减少操作员搬移亚克力板的次数。
技术研发人员:邹逸,麦宗河,林神启,杨俊辉,刘日荣
受保护的技术使用者:佛山市南海区德尚卫浴有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!