一种功能梯度材料多层结构3D打印方法及装置
本技术属于增材制造和功能梯度材料制造,具体涉及一种功能梯度材料多层结构3d打印方法及装置。
背景技术:
1、功能梯度材料具有空间渐变的组分、孔隙或微结构等特点,是一种先进的非均质复合工程材料。与常规的复合材料相比,功能梯度材料宏观上性能在同一方向上呈连续(或准连续)梯度变化。这使其具有良好的绝缘性能、轻量化、耐腐蚀性能优异、易加工成形等优点,因此在航空航天、建筑工程、交通工程、生物医学工程、柔性混合电子、国防军工、核工程,软体机器人等诸多领域被广泛应用,并日益受到国内外学者专家的关注。
2、现有的制备功能梯度材料的方法有很多,主要有电沉积法、气相沉积法、等离子喷涂法、自蔓延高温合成法、粉末冶金法等,虽然这些方法已广泛应用于组分梯度功能梯度材料的制备,但仍有许多不足之处。电沉积法可在低温下制备功能梯度材料,制备成本低,但仅适用于薄膜类梯度材料的制备;采用气相沉积方法沉积速率不高,在某些情况下会形成易燃易爆甚至有毒气体,环境污染大,对所用设备要求高;等离子喷涂修复生产效率高,易实现组分连续变化,它能够在形状复杂的基体材料表面喷涂梯度层,但缺点是载气价格昂贵、对喷涂材料质量要求高、层间结合力差;自蔓延高温合成法在材料组分选择上存在局限性,难以控制反应过程,材料性能较差;粉末冶金法虽然可重复性好,但工序复杂,制备形状复杂的功能梯度材料难以实现。总体而言,上述均方法无法做到功能梯度材料与三维结构的一体化制造,分别存在成形工艺复杂、设备要求高、效率低、成本高等问题。
3、现有的制造功能梯度材料的3d打印技术有低温沉积制造、熔融沉积、低温挤压成形等材料挤出工艺;选区激光融化/烧结、电子束熔化等粉末床熔融工艺;激光近净成形、激光熔覆、激光金属沉积等定向能量沉积技术;光固化成型、面曝光快速成型等立体光固化工艺技术。但是这些技术在制造功能梯度材料时还存在许多缺陷与不足:粉末床熔融技术胚体尺寸受限,容易产生微小孔洞;定向能量沉积材料适用范围窄,表面质量差;立体光固化材料损耗大,工作环境苛刻。此外,对于具有热固化性质的液体功能梯度材料/结构制件,液体材料在打印开始阶段存在严重的摊铺(流动浸润)特性,实现精准几何形状控制较为困难。此种材料通常采用底部平台加热的方法使材料固化成形。但随着打印层数与高度的增加,通过底部平台加热的传统固化方式无法满足及时固化需求。因此,需开发一种针对具有热固化性质液体材料的打印方法,实现制件形状精确控制的同时,使其具备良好的层间结合性能。
4、本背景技术所公开的上述信息仅仅用于增加对本技术背景技术的理解,因此,其可能包括不构成本领域普通技术人员已知的现有技术。
技术实现思路
1、针对现有技术存在的一些问题,本技术提供了一种功能梯度材料多层结构3d打印方法及装置。本技术解决了热固性液体材料打印过程中的易摊铺问题,实现功能梯度多层结构的精密化、一体化,高效化制造。
2、本技术引入分步打印的策略,不同于其他传统材料和工艺的打印,将单层打印过程分步进行,分别对应不同的打印区域:边框区与填充区;添加顶部加热模块,对易流动的液体材料进行初步预固化。预固化的程度控制在半固化状态,根据所打印功能梯度材料,选用具体优化的数值。
3、1)施加顶部加热模块,提高边框区打印精度;提高填充区的固化效率。在打印高层结构时,底板加热温度不足,出现材料流动现象,施加顶部加热保证打印高层功能梯度结构时能够得到同样的固化效果。
4、2)边框区起到辅助作用。通过顶部加热模块对其进行快速预固化,使得边框区达到半固化状态,边框定形。边框区能有效的提高整体打印精度,并且能够保证整个制件的形貌特征符合预期。在其辅助作用下,可以成形复杂的功能梯度三维结构。
5、3)填充区在边框区的约束之下,材料被限制在边框之内,保证了整个制件的形貌。
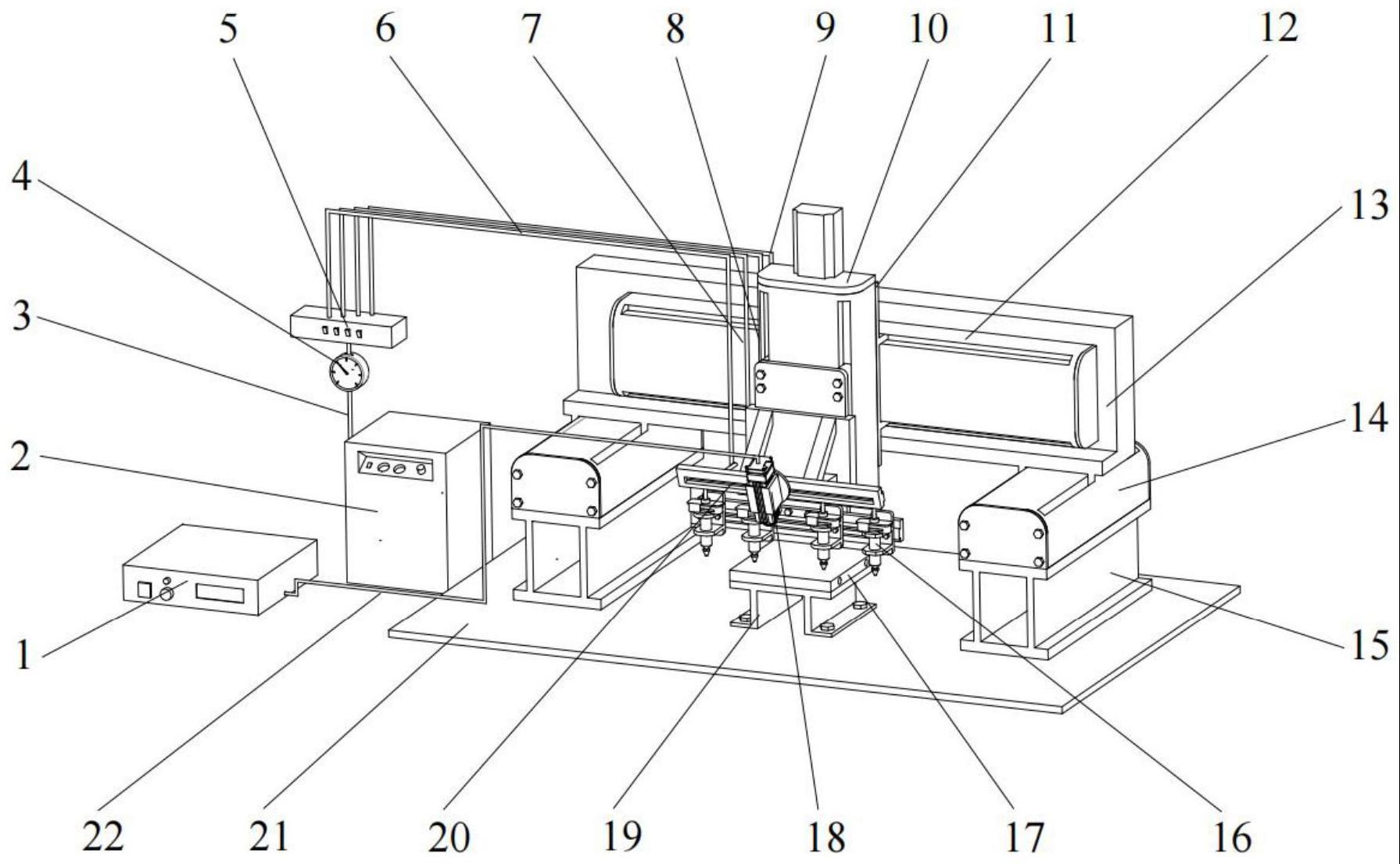
6、在本技术的一些实施例中,一种功能梯度材料多层结构3d打印装置,所述打印装置能够分步打印功能梯度材料多层结构,将单层打印过程分步进行,分别对应不同的打印区域:边框区与填充区;施加顶部加热,对液体材料进行初步预固化;
7、所述打印装置包括:
8、xyz三轴运动模块,所述xyz三轴运动模块包括x轴运动模组、y轴运动模组、z轴运动模组,其中x轴、y轴、z轴两两正交安装于机架上;
9、安装于xyz三轴运动模块上的用于打印功能梯度材料的多材料多尺度打印模块;
10、顶部加热模块,其能够用于对边框区的液体材料进行初步预固化;
11、所述多材料多尺度打印模块连接供料模块和正压气路;多材料多尺度打印模块包括多个支架和多个打印模块;多材料多尺度打印模块下方设置用于放置基材的打印平台;
12、所述顶部加热模块包括支架ⅴ、夹具i、uv固化模块,所述uv固化模块通过夹具i在支架v上进行位置调节,z轴运动模组能够带动uv固化模块上下移动。
13、在本技术的一些实施例中,所述多材料多尺度打印模块包括支架ⅰ,支架ⅱ,支架ⅲ,支架ⅳ,打印模块ⅰ,打印模块ⅱ,打印模块ⅲ,打印模块ⅳ。
14、在本技术的一些实施例中,所述供料模块包括料筒i、料筒ii,料筒ⅲ,料筒ⅳ,料筒i用于放置打印材料i,料筒ii用于放置打印材料ii,料筒ⅲ用于放置打印材料ⅲ,料筒ⅳ用于放置打印材料ⅳ,打印材料i,ii,ⅲ,ⅳ分别为第一打印原材料和第二打印原材料混合且第二打印原材料含量变化的混合液体材料。
15、在本技术的一些实施例中,每个打印模块包括打印喷头、适配器,打印喷头安装适配器,适配器与气管相连。
16、在本技术的一些实施例中,所述打印喷头上添加隔热装置,隔热装置为中空设计;优选地,所述打印平台通过支架ⅵ安装于底板上方,打印平台安装有加热装置,且打印平台能够调平。
17、在本技术的一些实施例中,各个气管进气口与电磁阀相连,通过电磁阀控制进气口开关,实现气压的供给。
18、在本技术的一些实施例中,还提供一种功能梯度材料多层结构3d打印方法,包括以下步骤:
19、步骤1:设计模型
20、根据实际需求对功能梯度材料多层结构进行设计,得出符合要求的三维模型;
21、步骤2:模型处理与打印预处理
22、将三维模型文件导入切片软件逐层进行切片,设置模型分层信息,导出打印模型文件程序。
23、对打印基板进行无尘化处理并放置在打印平台上,各打印喷头放置相应的打印材料,各部分结构的工作位置和各打印参数进行相应调整,导入打印路径程序,做好打印准备工作;
24、步骤3:功能梯度材料多层结构制造
25、其包括以下步骤:
26、步骤3-1:打印边框区
27、打印基底层时仅通过打印平台加热;打印梯度层时启动打印喷头与顶部加热模块,开启电磁阀工作,按照设定的程序进行边框区的打印,并同时辅以顶部加热,完成边框区的打印与预固化;
28、步骤3-2:打印填充区:
29、启动打印喷头,按照设计的程序运行路径将其移动到初始工作位置,开启电磁阀工作,在边框区以内打印填充区,打印结束后,辅以顶部加热模块进行预固化;
30、步骤3-3:切换打印喷头,调节顶部加热模块位置,依次进行增强相材料含量变化的混合液的打印,层数逐步提高,直至完成所有功能梯度层结构的打印;
31、步骤4:打印后处理:
32、所有打印完成后,关闭打印模块;开启顶部加热模块,对打印制件进行加热,直至完全固化;完全固化后,关闭顶部加热模块,并返回初始工位;关闭打印平台加热功能;将打印制件从打印平台取下。
33、在本技术的一些实施例中,所述打印预处理具体包括:
34、(1)准备打印基板:打印基板为硬质浮法玻璃片,首先将整个浮法玻璃片用无水乙醇擦拭后,放入真空干燥箱内加热烘干;将玻璃片放置于打印平台上并固定;
35、(2)准备打印材料:根据打印制件所需材料,准备好每一层不同含量的混合液;
36、(3)导入打印路径程序:将设计的打印模型文件程序,导入到3d打印机中;
37、(4)调整打印参数:设置打印气压、打印速度、打印平台温度,若打印不同功能层采用的材料不同,则各参数也不相同;
38、(5)将xyz三轴运动模块、电磁阀调至初始工作状态。
39、在本技术的一些实施例中,所述打印边框区过程包括如下步骤:
40、z轴运动模组带动打印喷头与顶部加热模块下降到指定工位,使用打印喷头,向打印喷头中施加正压,利用正压将打印材料推出,按照设定程序路径完成边框区的打印;打印基底层时仅通过打印平台加热;打印梯度层时开启顶部加热模块,跟随打印路径进行预固化;打印完成后,顶部加热模块关闭,z轴运动模组带动打印喷头与顶部加热模块上升至原位。
41、在本技术的一些实施例中,所述打印填充区过程包括具体步骤:
42、打印喷头移动到指定工位,打开气压,按照设定程序路径完成填充区的打印;打印完成后,调节顶部加热模块,使其与底部加热平台按照设定时间共同进行预固化成形;完成预固化成形后,关闭顶部加热模块,z轴运动模组带动打印喷头与顶部加热模块上升至原位。
43、在本技术的一些实施例中,所述多材料多尺度打印模块为多喷头打印模块。
44、在本技术的一些实施例中,顶部加热模块包括支架ⅴ、夹具i、uv固化模块。
45、在本技术的一些实施例中,uv固化模块包括激光器,激光器通过夹具i在支架v上进行位置调节;z轴运动模组能够带动激光器上下移动。
46、在本技术的一些实施例中,出于对不同打印精度的要求,uv固化模块中激光器数量可以大于一个。
47、在本技术的一些实施例中,所述供料模块包括料筒i、料筒ii,料筒ⅲ,料筒ⅳ,料筒i用于放置打印材料i,料筒ii用于放置打印材料ii,料筒ⅲ用于放置打印材料ⅲ,料筒ⅳ用于放置打印材料ⅳ,打印材料i,ii,ⅲ,ⅳ分别为第一打印原材料和第二打印原材料混合且第二打印原材料含量变化的混合液体材料;
48、在本技术的一些实施例中,第一打印原材料为热固化材料,第二打印原材料为增强相微纳米材料;所述混合液体材料为光热材料。
49、在本技术的一些实施例中,打印喷头上添加隔热装置,隔热装置采用中空设计,大幅度减少热量传递,保证喷头出料平稳,提高打印质量。
50、在本技术的一些实施例中,所述隔热装置为隔热套。
51、在本技术的一些实施例中,还提供了另一种功能梯度材料多层结构3d打印方法,具体包括以下步骤:
52、步骤1:打印预处理:
53、对打印基板进行无尘化处理并固定在打印工作台上,打印喷头放置相应的打印材料,各部分结构的工作位置和各打印参数进行相应调整,导入打印路径程序,做好打印准备工作;
54、步骤2:打印边框区:
55、打印基底层时仅通过平台加热;打印梯度层时启动打印喷头与顶部加热模块,开启电磁阀工作,按照设定的程序进行边框区的打印,并同时辅以顶部加热,完成边框区的打印与预固化;
56、步骤3:打印填充区:
57、启动打印喷头,按照设计的程序运行路径将其移动到初始工作位置,开启气泵与电磁阀工作,在边框区以内打印填充区,打印结束后,辅以顶部加热模块进行预固化;
58、步骤4:重复步骤2-3,直到完成所有功能梯度层结构的打印:
59、切换打印喷头,调节顶部加热模块位置,依次进行增强相材料含量变化混合液的打印,层数逐步提高,直至完成所有打印。
60、步骤5:打印后处理:
61、打印后处理。所有打印完成后,关闭打印模块;开启顶部加热模块,对打印制件进行加热,直至完全固化;完全固化后,关闭顶部加热模块,并返回初始工位;关闭打印平台加热功能;将打印制件从打印平台取下。
62、在本技术的一些实施例中,所述步骤1打印准备工作具体如下:
63、(1)准备打印基板:打印基板为硬质浮法玻璃片,首先将整个浮法玻璃片(尺寸:100mm×100mm×1mm)用无水乙醇擦拭后,放入真空干燥内80℃加热烘干5min做无尘化处理;将玻璃片放置于打印平台上并固定;
64、(2)准备打印材料:根据制件所需材料,准备好每一层不同含量的混合液;
65、(3)准备打印程序:根据所制造器件的结构,进行cad绘图,利用打印路径软件将打印路径雕刻出并转化成相应的g代码并导入到3d打印机中;
66、(4)调整打印参数:设置打印气压、打印速度、打印平台温度等打印参数,若打印不同功能层采用的材料不同,则各参数也不相同;
67、(5)将xyz三轴运动平台、电磁阀等各部分机构调至初始工作状态。
68、在本技术的一些实施例中,所述步骤2打印边框区过程具体如下:
69、z轴运动平台带动打印喷头与顶部加热模块下降到指定工位,使用打印喷头,向打印喷头中施加正压,利用正压将打印材料推出,按照设定程序路径完成边框区的打印。打印基底层时仅通过平台加热;打印梯度层时开启顶部加热模块,跟随打印路径进行预固化;打印完成后,顶部加热模块关闭,z轴运动模组带动打印喷头与顶部加热模块上升至原位。
70、在本技术的一些实施例中,所述步骤3打印填充区过程具体如下:
71、打印喷头移动到指定工位,打开气压,按照设定程序路径完成填充区的打印;打印完成后,调节顶部加热模块,使其与底部加热平台按照设定时间共同进行预固化成形。完成预固化成形后,关闭顶部加热模块,z轴运动模组带动打印喷头与顶部加热模块上升至原位。
72、与现有技术相比,本技术至少具有以下优点:
73、(1)能实现引入边框区约束结构,解决打印形状单一的问题,实现几何形状的精准控制,能够有效的提高打印精度与打印稳定性。
74、(2)施加顶部加热模块,对于边框区,使其能快速预固化,保证了制件的打印精度;对于填充区,提高固化效率。此外,随着打印层数的升高,底板加热效率降低,添加辅助加热装置使其快速加热固化,实现制件形状精准控制。
75、(3)单层加热至半固化状态,在实现制件形状精确控制的同时,使其具备良好的层间结合性能。
76、(4)通过分步3d打印方式,能够实现精准的控制形状尺寸精度;解决了现有技术材料流动导致的制件性能和精度差的问题。
- 还没有人留言评论。精彩留言会获得点赞!