一种3D打印机用成型托板精密调平装置及调平方法与流程
本发明涉及3d打印装置,尤其涉及一种3d打印机用成型托板精密调平装置及调平方法。
背景技术:
1、3d打印机又称三维打印机(3dp),是一种累积制造技术,即快速成形技术的一种机器,它是一种数字模型文件为基础,运用特殊蜡材、粉末状金属或塑料等可粘合材料,通过打印一层层地粘合材料来制造三维的物体,现阶段三维打印机被用来制造产品,逐层打印的方式来构造物体的技术,3d打印机的原理是把数据和原料放进3d打印机中,机器会按照程序把产品一层层造出来;
2、现有3d打印机在使用过程中,需要事先将成型托板平放在打印机上,用于承载原料堆叠成型,而现有成型托板在投放使用过程中,易受板材和打印机夹持组件等多重因素干扰,造成成型托板放置水平精度存在差异,影响持续打印成型品质;另外,现有打印夹持组件缺乏对成型托板放置的水平检测,造成成型托板限定夹持存在偏差,以及现有仅对原料喷嘴单向调节打印,易造成部分打印技术需求时,临时调节成型托板和本产品,造成前后打印衔接存在偏差,影响打印成品品质和加工效率;
3、针对上述的技术缺陷,现提出一种解决方案。
技术实现思路
1、本发明的目的在于提供一种3d打印机用成型托板精密调平装置及调平方法,去解决现有成型托板在投放使用过程中,易受板材和打印机夹持组件等多重因素干扰,造成成型托板放置水平精度存在差异,影响持续打印成型品质;另外,现有打印夹持组件缺乏对成型托板放置的水平检测,造成成型托板限定夹持存在偏差,以及现有仅对原料喷嘴单向调节打印,易造成部分打印技术需求时,临时调节成型托板和本产品,造成前后打印衔接存在偏差,影响打印成品品质和加工效率的问题。
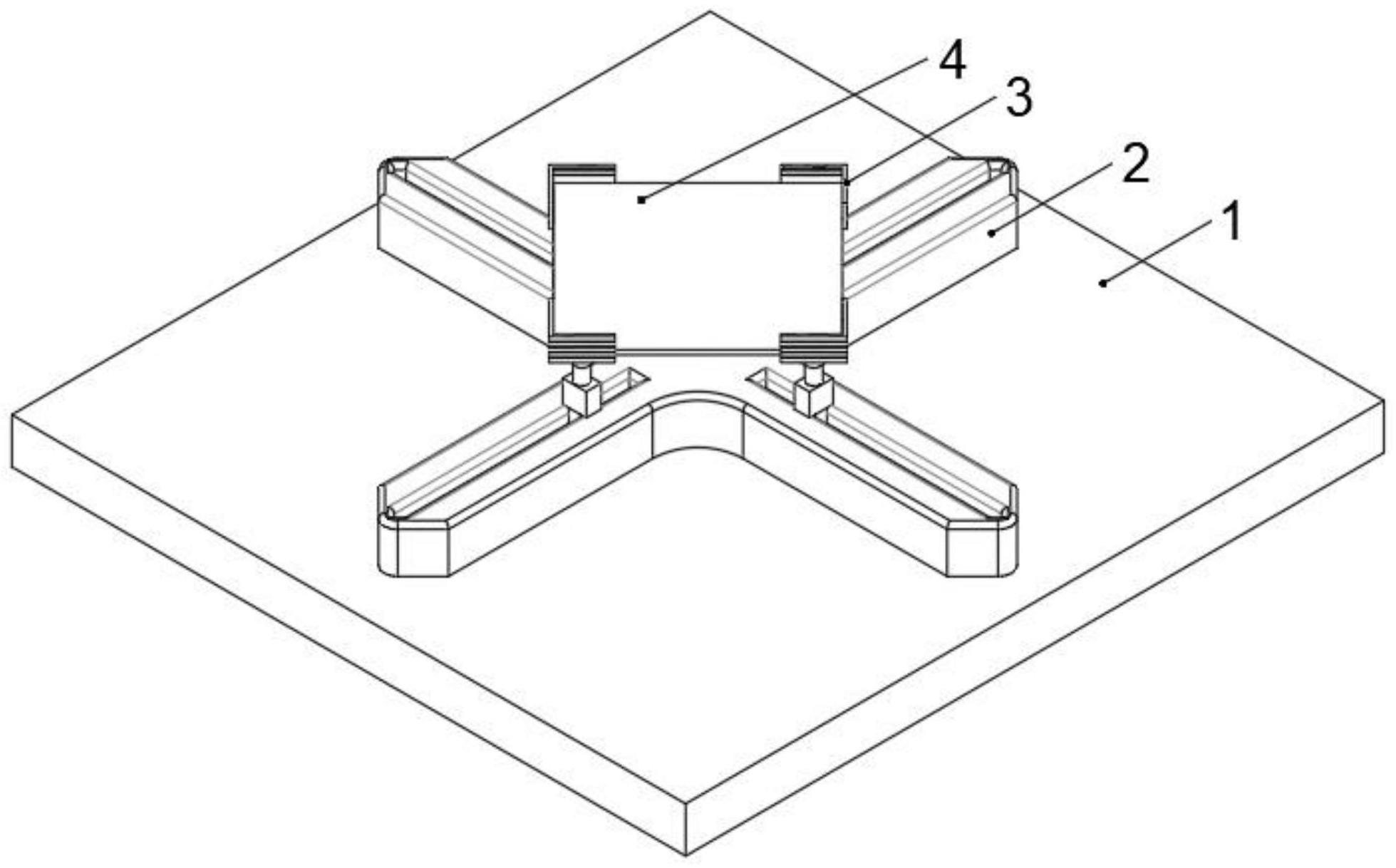
2、本发明的目的可以通过以下技术方案实现:一种3d打印机用成型托板精密调平装置及调平方法,包括打印机基座,所述打印机基座顶部转动连接有旋转支架,所述旋转支架顶部侧边开设有多组导槽,所述导槽内部滑动连接有滑块,所述滑块外壁上固定安装有自锁块,所述滑块顶部套接安装有调平限定架,所述调平限定架底部中心固定安装有轴套,所述轴套侧边设有贯穿调平限定架的微型顶升气缸,所述调平限定架顶部卡接安装有托板主体;
3、所述旋转支架顶部中心架设有平检环架,所述平检环架底部中心设有贯穿旋转支架的电动推杆,所述平检环架顶部转动连接有转盘。
4、优选的,所述打印机基座底部中心固定安装有伺服电机,所述伺服电机顶部设有靠近旋转支架的旋转轴,所述旋转轴表面贯穿开设有与旋转支架连接固定的锁孔。
5、优选的,所述旋转支架顶部中心开设有环形槽,且旋转支架呈十字形结构设计,所述导槽靠近环形槽一端内壁上设有与滑块卡接的拉伸弹簧,且导槽内部中心架设有贯穿滑块的导杆,所述导杆远离环形槽一端杆体上固定套接有固定锥块,所述固定锥块远离拉伸弹簧一端设有与导杆滑动套接的活动锥块,所述导槽底部内壁上嵌设有横推气缸,且横推气缸顶部套设有延伸至导槽底部并与滑块活动连接的凸块,固定锥块与活动锥块之间设置有弹簧件。
6、优选的,所述自锁块内部中心开设有与导杆滑动套接的套孔,所述套孔两侧滑动连接靠近导杆的锥形锁块,所述锥型锁块靠近导杆一侧斜面上转动套接有导轮,所述锥型锁块远离导杆一侧固定安装有套筒,所述自锁块内壁上设有与套筒套接的套杆,所述套筒表面套设有与自锁块连接的抗压弹簧。
7、优选的,所述轴套底部转动套接有连接杆,且连接杆顶部设有与轴套套接的球体,所述连接杆顶部外壁上固定安装有靠近轴套的多组限位杆,所述连接杆底部设有与滑块固定连接的底杆。
8、优选的,所述调平限定架顶部设有l型锥型壁,所述锥型壁底部设有与调平限定架固定连接的限位槽,所述调平限定架底部远离锥形壁的多组外壁上嵌设有红外传感器,所述微型顶升气缸顶部套接有贯穿调平限定架的顶块,且顶块表面嵌设有吸盘。
9、优选的,所述平检环架顶部外侧凹陷开设有外槽,所述平检环架顶部内侧开设有靠近外槽的内槽,所述电动推杆底部与连接盘顶部中心卡合固定,所述平检环架顶部中心嵌设有与转盘转动连接的旋转电机。
10、优选的,所述转盘顶部外壁固定安装有多组侧杆,所述侧杆远离转盘一端底部设有与外槽滑动连接的外滑杆,所述外滑杆靠近转盘一端设有与侧杆固定连接的内滑杆,且内滑杆底部与内槽滑动连接,所述侧杆靠近外滑杆一端顶部转动连接有滚珠,所述侧杆内部嵌设有靠近滚珠的压力传感器。
11、一种3d打印机用成型托板精密调平装置的工作方法,包括以下步骤:
12、步骤一:使用时,横推气缸经凸块推动滑块靠近固定锥块,致使调平限定架随滑块沿导槽移动靠近固定锥块,直至固定锥块沿套孔接触锥型锁块,导轮与固定锥块外壁斜面滑动接触,导轮反推锥型锁块没入自锁块两侧内壁,套筒挤压抗压弹簧靠近套杆,直至锥型锁块完全没入自锁块两侧内壁中,当锥型锁块脱离固定锥块并靠近活动锥块后,抗压弹簧复位推动套筒和锥型锁块延伸至套孔内并靠近导杆,锥型锁块直面与固定锥块直面抵接锁紧,促使调平限定架沿导槽同步限定并远离环形槽,依次将四组调平限定架拨动远离环形槽,同时微型顶升气缸经活动杆驱动顶块上滑脱离调平限定架,完成对调平限定架打展开;
13、步骤二:电动推杆经活动杆驱动平检环架上滑,直至平检环架经过红外传感器,且平检环架上滚珠位于顶块上方,将托板主体水平放置在平检环架上,横推气缸经凸块进一步推动滑块,促使锥型锁块上导轮与活动锥块靠近固定锥块一端斜面接触,锥型锁块受力没入自锁块两侧,直至锥型锁块滑动越过并靠近活动锥块另一端斜面,锥型锁块受抗压弹簧推动复位,横推气缸驱动凸块匀速复位,滑块受拉伸弹簧复位拉扯靠近环形槽,锥形锁块推动活动锥块挤压弹簧件并抵接固定锥块,在活动锥块与固定锥块接触停止后,锥形锁块受拉伸弹簧持续拉扯,导轮沿活动锥块另一端斜面滑动,并推挤锥型锁块没入自锁块两侧,当锥型锁块越过并远离固定锥块后,锥型锁块复位延伸至套孔内,滑块受力持续沿导槽移动靠近环形槽,直至调平限定架上锥型壁接触托板主体外壁,且托板主体外壁沿锥型壁斜面滑动,直至托板主体边缘卡入限位槽内,而托板主体底部与顶块接触,吸盘对托板主体底部进行吸附粘连,同时托板主体受顶块、限位槽的托举与卡接,致使托板主体底部中心脱离滚珠,在锥形锁块脱离固定锥块后,弹簧件复位推动活动锥块远离固定锥块;
14、步骤三:当托板主体受顶块托举和限位槽卡接初步固定后,电动推杆进一步推动平检环架上滑,直至滚珠抵接托板主体底部中心,旋转电机经联轴器驱动转盘旋转,转盘带动侧杆沿平检环架顶部旋转滑动,外滑杆和内滑杆分别沿外槽和内槽滑动连接,滚珠受侧杆驱动沿托板主体底部旋转,对托放卡紧在调平限定架上的托板主体进行精密水平检测,当滚珠沿托板主体底部旋转过程中,滚珠受力反推挤压触发压力传感器时,靠近滚珠受力反推一侧的微型顶升气缸和横推气缸运作,同组上吸盘充气松开对托板主体的吸附限定,横推气缸经凸块驱动滑块远离环形槽,微型顶升气缸驱动顶块微调上滑,直至托板主体四角保持同一水平,横推气缸复位,滑块经拉伸弹簧牵引,将托板主体夹持限定,吸盘进一步启动对托板主体吸附限定;
15、步骤四:当调平限定架将托板主体精密调平限定后,3d打印机开始运行,对打印机基座上被限定的托板主体表面进行打印成型加工,当需要根据打印工序调节托板主体时,伺服电机经旋转轴、链接盘和联轴器驱动旋转支架匀速旋转。
16、本发明的有益效果:
17、(1)本发明通过旋转支架辅助调平限定架结构联动互配使用,构成对托板主体的定中校准与限定夹持,利用导杆、固定锥块和活动锥块与自锁块结构套配联动,实现对滑块的推动挤压式自锁限定,以及驱动调平限定架对托板主体的边角套夹式锁紧固定,利用微型顶升气缸和限位槽辅助对托板主体初步吸附托举和卡接限定,并根据红外传感器和平检环架联动检测托板主体水平精度,由横推气缸、滑块和微型顶升气缸多重联动互配运作下,构成对托板主体二次精密调平处理;
18、(2)通过平检环架辅助调平限定架构成结构上联动互配运作,实现对初步放置限定的托板主体进行精密调平检测,利用转盘带动滚珠与托板主体底部抵接旋转,由滚珠沿平检环架表面水平旋转,通过压力传感器接触滚珠抵接反馈压力,构成对初步限定托板主体的调平检测,实现利用简单结构之间联动互配运行,以及对托板主体的多重检测,故而对托板主体进行针对性精密调平处理,促进3d打印产品成型精度,并利用伺服电机驱动旋转支架带动整体被限定夹持的托板主体匀速旋转,以适配打印成型需求,构成上喷料和下接料联动互配,有助于3d打印加工成型效率的提高。
- 还没有人留言评论。精彩留言会获得点赞!