一种吹塑瓶子模内贴标方法与流程
本发明涉及模内贴标,尤其涉及一种吹塑瓶子模内贴标方法。
背景技术:
1、注射吹塑是一种吹塑方法,一般在注吹中空成型机上实现,该设备一般由三个工位组成的,分别为注塑工位、吹塑工位和脱模工位,并设有自动运转的回转架,先用注塑法将塑料制成型坯,然后将它移至吹塑模中吹制成中空制品,这种方法可生产用于日用品,化妆品,医药,食品等的包装容器,这类包装容器一般需要在外部贴标,目前常用的方法是完成瓶体的制作后,再使用贴标机贴标,该方法容易在运输和贴标过程中形成二次污染,并且贴标位置精确度不高,生产成本较高,并且防伪性能较差。
2、例如,公开号为cn103963271a的中国发明专利中,公开了一种注射吹塑模内贴标工艺,包括以下步骤:(1)在注塑工位上,熔料部件储料并注射,在芯棒上形成型坯;(2)注塑工位和吹塑工位同时开模;(3)回转升降部件上升并转120°;(4)贴标机械手伸入吹塑型腔;(5)贴标机械手将标签放入上模和下模的型腔内;(6)贴标机械手退出吹塑型腔;(7)贴标机械手抓取标签,等待下一个循环,同时执行步骤(8);(8)回转升降部件下降;(9)注塑工位和吹塑工位同时合模;(10)在吹塑工位上吹气,使得容器成型,同时标签与容器外壁粘合;(11)注塑工位和吹塑工位同时开模;(12)回转升降部件上升并转120°;(13)在脱模工位脱模。本发明适用于包装容器的贴标。
3、其中上述现有技术在应用过程中存在以下问题:
4、上述现有模内贴标工艺仅适用于瓶身的单侧贴标或两侧分体贴标,其中单侧贴标的瓶身无法在贴标瓶身背部对标纸上内容进行查看,两侧分体贴标虽能够在瓶身外周对标纸上内容进行展示,但瓶身两侧标纸必然存在接缝或间隙,无法满足更高的贴标效果需求,虽在瓶身上设置整体环型标纸能够避免,但上述现有模内贴标工艺无法适用于整体环型标纸的处理,当环型标纸放入上模或下模的型腔内后,上模和下模的型腔合模,其上模和下模合模过程中,环型标纸跟随其模具运动,易产生环型标纸位置的偏移,进而无法保证环型标纸的准确贴放。
5、综上所述,现急需一种适用于环型标纸准确贴放的吹塑瓶子模内贴标方法。
技术实现思路
1、为了解决上述现有吹塑瓶子模内贴标方法不便于对环型标纸进行准确贴放的问题,本发明提供了一种吹塑瓶子模内贴标方法。
2、根据本发明的一个目的,本发明提供一种吹塑瓶子模内贴标方法,包括以下步骤:
3、s100.制得瓶胚;
4、s200.将瓶胚放于模内贴标吹塑模具,并进行模内贴标吹塑模具合模;
5、s300.将标纸放置于模内贴标吹塑模具内的指定贴标区域;
6、s500.对瓶胚进行吹塑,以制得表面有标纸的瓶子成品。
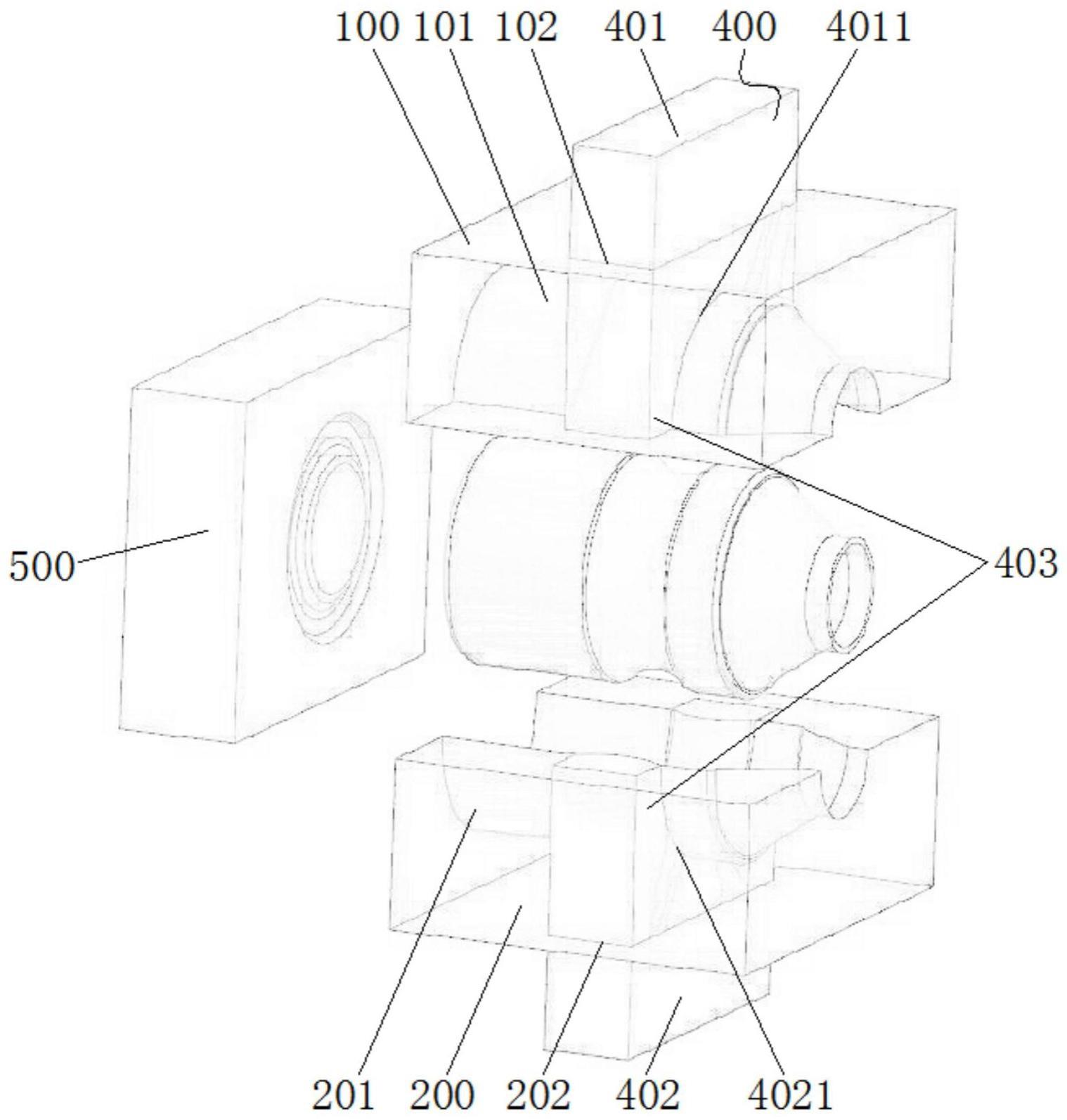
7、优选的,所述模内贴标吹塑模具包括:
8、上模仁,所述上模仁上设置有上模腔;
9、下模仁,所述下模仁上设置有下模腔;
10、进而所述步骤s200包括:
11、s210.将瓶胚放置于上模腔和/或下模腔内;
12、s220.对上模仁和下模仁合模,使上模腔和下模腔形成瓶子模腔,其中所述瓶子模腔轴线方向上的两端敞开设置,分别为瓶胚进入口和机械手进入口。
13、优选的,模内贴标吹塑模具还包括:
14、瓶身凹面挤压件,瓶身凹面挤压件活动连接上模腔和/或下模腔;
15、瓶底滑块,瓶底滑块和械手进入口相适配;
16、在s300和s500之间,所述方法还包括以下步骤:
17、对瓶身凹面挤压件进行合模,瓶身凹面挤压件在瓶子模腔内形成凹面模腔,凹面模腔对应产品瓶身凹面处,其中机械手进入口、凹面模腔、指定贴标区域和瓶胚进入口沿所述瓶子模腔的轴线方向依次设置;
18、对瓶底滑块进行合模,以使瓶底滑块封闭机械手进入口。
19、优选的,在所述步骤s500之后还包括以下步骤:
20、s600.将上模仁、下模仁、瓶身凹面挤压件和瓶底滑块开模,取出表面成型有标纸的瓶子成品。
21、优选的,所述步骤s300包括以下步骤:
22、s310.提供一贴标机械手,贴标机械手上设置有能够吸附标纸的静电装置;
23、s320.驱动贴标机械手,并使贴标机械手通过静电装置吸附标纸;
24、s330.驱动吸附标纸的贴标机械手从机械手进入口进入指定贴标区域内,将标纸放至于指定贴标区域内,并复位。
25、优选的,所述瓶胚通过瓶胚注塑模具注塑制得,进而所述步骤s210包括:
26、s211.对瓶胚注塑模具和模内贴标吹塑模具开模;
27、s212.提供旋转台,所述旋转台旋转方向上依次设置有至少两个工位,分别为瓶胚注塑模具工位和吹瓶模具工位,其中所述瓶胚注塑模具工位上设置有瓶胚注塑模具,吹瓶模具工位上设置有模内贴标吹塑模具;
28、s213.通过旋转台,将通过瓶胚注塑模具注塑制得的瓶胚转动至模内贴标吹塑模具内。
29、优选的,旋转台还设置有成品出料工位,瓶胚注塑模具工位、吹瓶模具工位和成品出料工位在所述旋转台旋转方向上依次设置,在所述步骤s600之后还包括以下步骤:
30、s700.通过旋转台将模内贴标吹塑模具制得的瓶子成品转动至成品出料工位。
31、优选的,所述瓶胚注塑模具工位、所述吹瓶模具工位和所述成品出料工位上动作同步。
32、与现有技术相比,本发明的有益效果是:
33、该吹塑瓶子模内贴标方法,能够使用环型标纸,进而达到更好的贴标效果,在上模仁和下模仁合模完成后,通过机械手将标纸放至于瓶子模腔内的指定贴标区域内,其中瓶子模腔内壁对环型标纸的位置进行限制,环型标纸保持相对位置的固定,进而提升了环型标纸的贴标精度。
34、以下结合附图及实施例进一步说明本发明。
技术特征:
1.一种吹塑瓶子模内贴标方法,其特征在于,包括以下步骤:
2.根据权利要求1的一种吹塑瓶子模内贴标方法,其特征在于:
3.根据权利要求2的一种吹塑瓶子模内贴标方法,其特征在于:
4.根据权利要求3的一种吹塑瓶子模内贴标方法,其特征在于:
5.根据权利要求2的一种吹塑瓶子模内贴标方法,其特征在于:
6.根据权利要求4的一种吹塑瓶子模内贴标方法,其特征在于:
7.根据权利要求6的一种吹塑瓶子模内贴标方法,其特征在于:
8.根据权利要求7的一种吹塑瓶子模内贴标方法,其特征在于:
技术总结
本发明提供了一种吹塑瓶子模内贴标方法,包括以下步骤:S100.制得瓶胚;S200.将瓶胚放于模内贴标吹塑模具,并进行模内贴标吹塑模具合模;S300.将标纸放置于模内贴标吹塑模具内的指定贴标区域;S500.对瓶胚进行吹塑,以制得表面有标纸的瓶子成品。该吹塑瓶子模内贴标方法,能够使用环型标纸,进而达到更好的贴标效果,在上模仁和下模仁合模完成后,进一步通过机械手将标纸放至于瓶子模腔内的指定贴标区域内,其中瓶子模腔内壁对环型标纸的位置进行限制,环型标纸保持相对位置的固定,进而提升了环型标纸的贴标精度。
技术研发人员:王兴东
受保护的技术使用者:上海珂明注塑系统科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!