一种吹塑加工的发动机进气管切割筋结构的制作方法
本发明具体涉及一种吹塑加工的发动机进气管切割筋结构。
背景技术:
1、在传统发动机进气进气管吹塑模具生产进气管产品时,发动进气管吹塑模具的模具设计结构切割筋只1mm左右,一般都是在模体上直接加工出来,切割筋在模具采用放电加工成型,这种结构加工效率不高,并且在常规吹塑进气管时生产的产品出模后两端需要进行后道切割加工工艺余料,在后道加工时还需要沿切割筋进行切割,但是因此种结构吹塑成型的产品胶位厚度较厚,切割力大,切割加工时费时费力,同时切割筋比较浅,筋位不明显,造成切割定位不稳定,另外产品在吹塑成型时,容易形成排气不良,切割筋处不饱满,影响产品外观,产品质量不稳定。,为此我们提出一种吹塑加工的发动机进气管切割筋结构。
技术实现思路
1、本发明的目的在于提供一种吹塑加工的发动机进气管切割筋结构,以解决上述背景技术中提出的切割筋处厚度不均匀,不便于后期进行切割的问题。
2、为实现上述目的,本发明提供如下技术方案:一种吹塑加工的发动机进气管切割筋结构,包括:
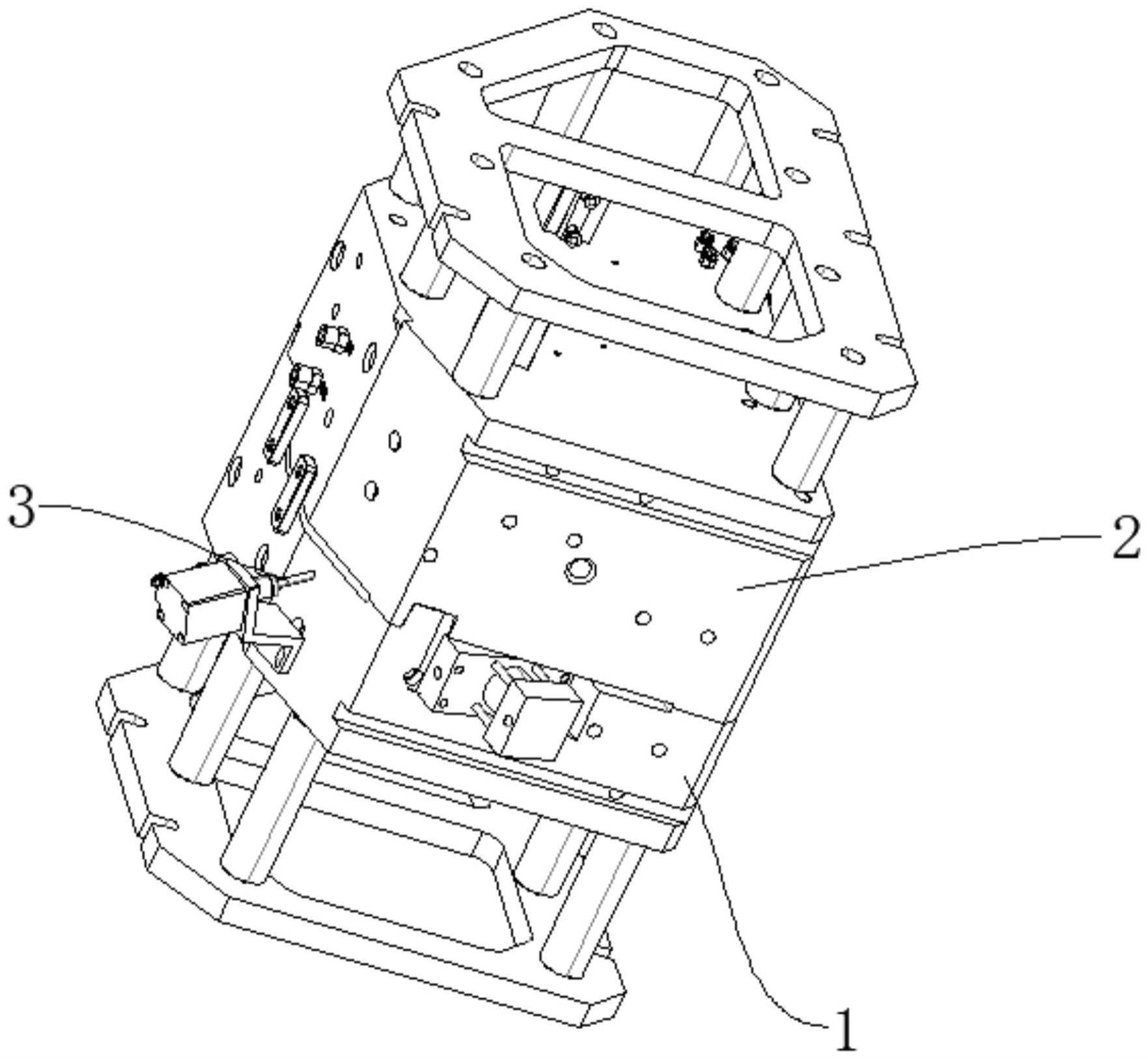
3、下模具及下模具上设置的上模具,所述下模具与上模具之间设置有用于成型的型腔,所述上模具上设置有顶模机构;
4、发动机进气管,设置于型腔内侧,且所述发动机进气管外表面沿周向设置有切割筋;
5、镶件,卡固于型腔内侧的两端,用以在发动机进气管成型时调节切割筋的厚度。
6、优选地,所述下模具内侧一端固定有伸缩气缸,所述伸缩气缸输出端设置有调节块,所述调节块一端开设有凹槽。
7、优选地,所述发动机进气管外表面固定有凸块,且所述凸块与凹槽相匹配。
8、优选地,所述镶件为半环形,且所述镶件内侧开设有与切割筋相配合的成型槽。
9、优选地,所述镶件设置有四个,每两个所述镶件首位相接触构成环形。
10、优选地,所述顶模机构包括调节气缸及顶出杆,所述调节气缸固定于上模具上,且所述调节气缸下端设置有对发动机进气管顶出的顶出杆。
11、优选地,所述上模具上固定有连接架,所述连接架设置有两处,另一处所述连接架位于下模具的下表面。
12、优选地,所述下模具一侧壁通过支架连接有进气阀,所述进气阀一端设置有伸入发动机进气管内侧的吹气管。
13、与现有技术相比,本发明的有益效果是:
14、通过设置有镶件及成型槽,避免传统的吹塑模型,切割筋附近处厚度不均匀,导致切割费时费力,影响产品的美观,本装置对切割筋的形状进行大辐优化改进,形成夹角25度左右,厚度均匀的刀锋切割筋,将原有原身出的结构改成镶块式的镶件,便于将镶件数车加工一次成型,改进后的结构,模具加工更加方便,产品尺寸稳定。经过此优化吹塑成形时排气效果更好,产品外观轮廓清晰,后道加工方便,生产效率明显提高,同有效保证了产品尺寸的稳定性与一致性,提高产品质量。
技术特征:
1.一种吹塑加工的发动机进气管切割筋结构,其特征在于,包括:
2.根据权利要求1所述的一种吹塑加工的发动机进气管切割筋结构,其特征在于:所述下模具(1)内侧一端固定有伸缩气缸(7),所述伸缩气缸(7)输出端设置有调节块(8),所述调节块(8)一端开设有凹槽。
3.根据权利要求2所述的一种吹塑加工的发动机进气管切割筋结构,其特征在于:所述发动机进气管(6)外表面固定有凸块(9),且所述凸块(9)与凹槽相匹配。
4.根据权利要求1所述的一种吹塑加工的发动机进气管切割筋结构,其特征在于:所述镶件(10)为半环形,且所述镶件(10)内侧开设有与切割筋(62)相配合的成型槽(11)。
5.根据权利要求1所述的一种吹塑加工的发动机进气管切割筋结构,其特征在于:所述镶件(10)设置有四个,每两个所述镶件(10)首位相接触构成环形。
6.根据权利要求1所述的一种吹塑加工的发动机进气管切割筋结构,其特征在于:所述顶模机构包括调节气缸(51)及顶出杆(52),所述调节气缸(51)固定于上模具(2)上,且所述调节气缸(51)下端设置有对发动机进气管(6)顶出的顶出杆(52)。
7.根据权利要求1所述的一种吹塑加工的发动机进气管切割筋结构,其特征在于:所述上模具(2)上固定有连接架(4),所述连接架(4)设置有两处,另一处所述连接架(4)位于下模具(1)的下表面。
8.根据权利要求1所述的一种吹塑加工的发动机进气管切割筋结构,其特征在于:所述下模具(1)一侧壁通过支架连接有进气阀,所述进气阀一端设置有伸入发动机进气管(6)内侧的吹气管(3)。
技术总结
本发明公开了一种吹塑加工的发动机进气管切割筋结构,包括:下模具及下模具上设置的上模具,所述下模具与上模具之间设置有用于成型的型腔,所述上模具上设置有顶模机构;发动机进气管,设置于型腔内侧,且所述发动机进气管外表面沿周向设置有切割筋;镶件,卡固于型腔内侧的两端;通过设置有镶件及成型槽,避免传统的吹塑模型,切割筋附近处厚度不均匀,导致切割费时费力,影响产品的美观,本装置对切割筋的形状进行大辐优化改进,形成夹角,高度10MM深的刀锋切割筋,将原有原身出的结构改成镶块式的镶件,便于将模具切割筋数车加工一次成型,改进后的结构,模具加工更加方便,产品尺寸稳定。
技术研发人员:胡昊,郭继刚,汪平,周勇,童强,郑严
受保护的技术使用者:安徽宁国中鼎模具制造有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!