一种浸胶手套连续生产装置的制作方法
本发明涉及手套生产,具体涉及一种浸胶手套连续生产装置。
背景技术:
1、目前浸胶手套作为主要的劳保手套,具有防油的效果,主要用于工厂、油田以及修理厂等场所,社会需求量很大。浸胶手套在生产时首先将原胚(织物手套)套到手模上,然后经过手模加热、浸胶、烘干(冷却),最后还要经过印花和脱模工序,得到浸胶手套成品。
2、现有技术方案中,浸胶手套浸胶完成后通过吊滴去除多余胶料,再通过长时间烘干操作使得表面浸胶干燥,该过程制作时间比较长,同时吊滴的胶料可能会在手套表面形成胶点,影响浸胶手套表面质量,在抓取物品时不服帖;在浸胶手套生产过程中,浸胶手套与手模分离不便,分离后也没有直接进行整理收纳并进行包装,还需要人工收纳后再转运包装,该过程增加了人工劳动强度。
技术实现思路
1、因此,本发明要解决的技术问题在于克服现有技术中生产和收纳的缺陷,从而提供一种浸胶手套连续生产装置。
2、本发明的上述技术目的是通过以下技术方案得以实现的:
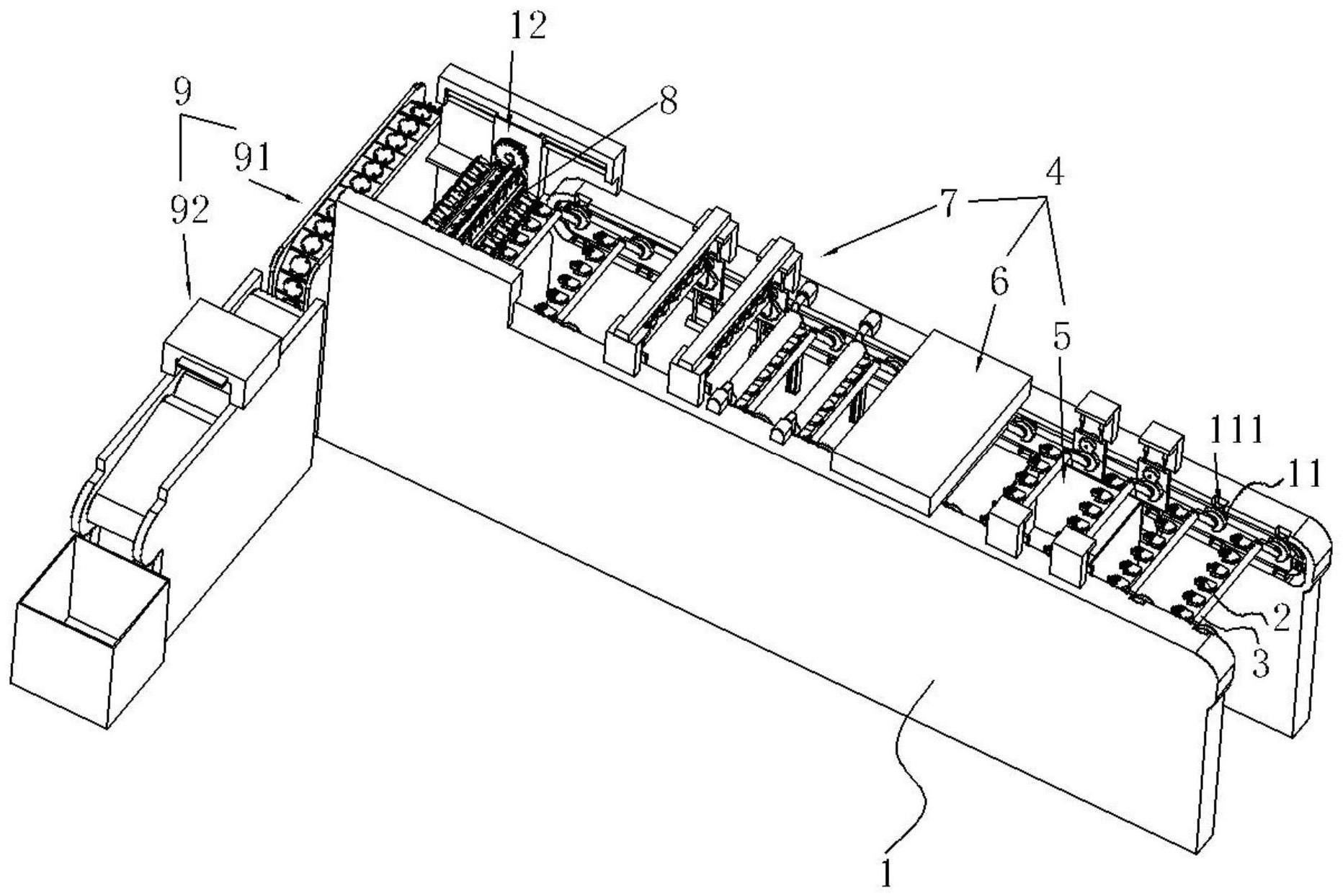
3、一种浸胶手套连续生产装置,包括机架、多个手模和多个模具架,所述手模阵列设置在模具架上,所述机架上设有多个卡接模具架两端的移动块,所述模具架通过移动块滑移设置在机架上,所述移动块上对应模具架开设有卡接口,还包括:
4、加工部件,所述加工部件包括依次设置的浸胶结构、烘干结构和修整结构,所述浸胶结构设置在机架内,所述浸胶结构包括浸胶驱动和浸胶槽,所述浸胶槽竖向滑移设置在机架内,所述浸胶驱动与模具架连接且驱动模具架相对机架转动,所述烘干结构设置在机架上,所述修整结构定位转动安装在机架上,所述修整结构包括表面修整和侧边修整;
5、脱模部件,所述脱模部件设置在修整结构远离烘干结构的一侧,所述脱模部件包括脱模架、多个脱模辊和脱模驱动,所述脱模驱动与脱模辊连接且驱动脱模辊之间相对运动,所述脱模辊圆周阵列设置在脱模架上,所述脱模架相对机架滑移设置,所述机架上还设有驱动脱模架运动的调整结构;
6、包装部件,所述包装部件设置在脱模部件远离加工部件一侧的下方,所述包装部件包括收纳结构和封装结构,所述收纳结构包括多个收纳架、旋转件和传送件,所述收纳架阵列设置在传送件上且由传送件驱动,所述旋转件驱动收纳架转动,所述封装结构设置在收纳结构的末端。
7、通过采用上述技术方案,编织完成的手套套设在手模上后随着模具架运动,实现浸胶、胶料烘干和修整操作,修整过程去除吊滴和干燥留下的胶点,之后由脱模部件对手模上浸胶手套进行自动脱模,避免人工脱模时浸胶手套温度过高造成烫伤,有效提高浸胶手套摘取的安全性,脱模的浸胶手套随脱模架运动,浸胶手套落在收纳架上,收纳架整理并依次将浸胶手套送入封装结构,实现浸胶手套的收纳和包装,有效提高浸胶手套的生产效率,并降低人工劳动强度,本发明装置操作简单,使用效果好。本发明装置通过依次设置的结构完成浸胶手套的浸胶、干燥、修整、脱模和收纳操作,在脱模过程采用自动化结构进行操作,降低人工劳动强度,在收纳过程中直接对脱模的手套进行整理包装,便于之后的打包转运工作,保证了产品的一致性,提高了产品质量,有效提高生产效率。
8、进一步的,所述浸胶驱动包括多个浸胶电机、多个夹紧块和多个夹紧驱动,所述夹紧块成对竖直设置在机架内,所述夹紧块相互靠近一面上开设有圆弧状夹紧槽,所述夹紧槽设置在模具架两端且与模具架两端卡接,所述模具架上对应夹紧槽延伸有夹紧圆盘,所述夹紧驱动驱动机架一侧的两个夹紧块相互靠近或远离,所述浸胶电机驱动模具架相对机架转动。
9、通过采用上述技术方案,夹紧块先夹紧模具架两侧,再通过浸胶电机驱动模具架转动,从而配合浸胶槽升降,完成手模上手套的浸胶操作。
10、进一步的,所述表面修整包括成对设置的第一修整筒和第二修整筒,所述第一修整筒设置在第二修整筒的上方,所述第一修整筒和第二修整筒的轴线均平行于机架的宽度方向,所述第二修整筒相对机架竖向滑移设置,所述第二修整筒的两端还设有复位件,所述复位件包括伸缩杆和套设在伸缩杆上的张力弹簧。
11、通过采用上述技术方案,先通过第一修整筒和第二修整筒去除浸胶手套表面多余胶料,第一修整筒可采用粘毛材质,粘附针织手套毛面的毛羽,第二修整筒采用磨砂材质与浸胶面进行摩擦,去除多余胶料,并增加胶面的颗粒感,增大胶面摩擦。
12、进一步的,所述侧边修整包括多个侧边辊和多个修边条,所述修边条设置在两个不同侧边辊之间,所述修边条由修边件驱动,所述修边件包括修边驱动和修边杆,所述修边驱动与修边杆顶部连接,所述修边杆底部与修边条活动连接。
13、通过采用上述技术方案,修边辊修整手套左右两侧位置,修边条摩擦指尖位置(该位置最易滴落凝结胶料),修边驱动控制修边条弯曲程度,可以根据不同长短手指的手套进行调节。
14、进一步的,所述脱模辊包括成对设置的辊筒和辊架,所述辊架固定设置在脱模架上,所述辊筒延伸有脱模杆与辊架铰接设置,所述脱模驱动固定端固定在辊架上,活动端与脱模杆连接,所述脱模驱动也成对设置。
15、通过采用上述技术方案,辊筒与辊架配合,夹取套设在手模上的浸胶手套,完成浸胶手套的脱模操作。
16、进一步的,所述脱模架两端设有控制块,所述控制块与调整结构连接,所述调整结构包括滑移部件和转动部件,所述滑移部件为与控制块连接的液压泵,所述滑移部件固定在机架内,所述转动部件包括固定在控制块上的转动电机、套设在转动电机上的转动齿轮和与脱模架两端固定的脱模齿轮,所述转动齿轮与脱模齿轮啮合,所述脱模架两端还定位转动在控制块内。
17、通过采用上述技术方案,控制块配合调整结构运动,实现脱模架的左右横移和脱模架自身的转动,从而控制脱模架靠近模具架夹取浸胶手套,远离模具架后旋转将取下的浸胶手套放置在收纳架上,方便后续收纳操作。
18、进一步的,所述收纳架包括承接盘和限位柱,所述限位柱顶部呈向内侧倾斜的斜面,所述承接盘包括与传送件固定的传送盘和与旋转件连接的旋转盘,所述旋转盘定位转动设置在传送盘上,所述限位柱设置在旋转盘四角,所述旋转盘直径小于传送盘直径。
19、通过采用上述技术方案,旋转盘接收浸胶手套后由旋转件控制旋转,传送盘沿着传送件输送旋转后由横向便于竖向的手套送去封装结构,进行包装操作,该过程一体化,减少人工劳动强度。
20、进一步的,所述旋转件包括传动部件和旋转驱动,所述旋转驱动固定在机架内且与传动部件连接,所述传动部件个数与旋转盘个数对应,所述传动部件包括第一电磁铁和第二电磁铁,所述第一电磁铁设置在旋转盘底部,所述第二电磁铁固定在旋转驱动的顶部,所述第二电磁铁通电后与第一电磁铁相互吸引。
21、通过采用上述技术方案,旋转件与传送件独立控制,避免两者间互相干涉,设置的传动部件配合旋转驱动,从而实现在需要时进行旋转,不需要时不影响传送的目的。
22、进一步的,所述封装结构包括传送带、封装件、落料带和落料框,所述封装件为自动覆膜机,所述封装件设置在传送带上方靠近落料带一侧,所述落料带倾斜设置,所述落料带远离传送带一侧低于靠近传送带一侧,所述落料框设置在落料带远离传送带一侧。
23、通过采用上述技术方案,设置封装结构,实现脱模后包装一体化设置,避免人工收纳后再转运包装,增加了生产效率。
24、进一步的,所述封装件靠近传送带的一侧还设有梳理件,所述梳理件为梳理辊,所述梳理件两端定位转动安装在封装件一侧,所述封装结构还包括设置在封装件末端的计数装置。
25、通过采用上述技术方案,在浸胶手套封装前通过梳理件挤压手套,避免封装时手套过于膨胀影响包装效果,设置的计数装置能够实时记录封装的手套数,避免人工计数的不准确性。
26、综上所述,本发明技术方案,具有如下优点:
27、1.本发明提供的浸胶手套连续生产装置,通过依次设置的多种结构完成浸胶手套的浸胶、干燥、修整、脱模和收纳操作,在脱模过程采用自动化结构进行操作,降低人工劳动强度,在收纳过程中直接对脱模的手套进行整理包装,便于之后的打包转运工作,保证了产品的一致性,提高了产品质量,有效提高生产效率。
28、2.本发明提供的浸胶手套连续生产装置,设置修整结构去除浸胶手套表面胶点,通过表面修整和侧边修整对胶面进行打磨操作,避免胶点凸起影响抓握,同时打磨增加胶面颗粒感,提升浸胶手套胶面的摩擦力,提升浸胶手套产品质量。
29、3.本发明提供的浸胶手套连续生产装置,设置脱模部件对浸胶手套进行自动脱模,有效保障浸胶手套摘取的安全性,再设置包装部件,浸胶手套落在收纳架上,收纳架整理并依次将浸胶手套送入封装结构,实现浸胶手套的收纳和包装一体化设计,有效提高浸胶手套的生产效率,并降低人工劳动强度。
- 还没有人留言评论。精彩留言会获得点赞!