一种异形连续纤维增强热塑性复合材料产品成型工艺的制作方法
本发明涉及连续纤维增强热塑性复合材料加工领域,特别涉及一种异形连续纤维增强热塑性复合材料产品成型工艺。
背景技术:
1、连续纤维增强热塑性复合材料通过加热成柔软状态后,可以通过模压的方式成型所需形状的异形产品,由于连续纤维是没有延展性的,在模压成型时,相邻的竖立转角面易产生褶皱,褶皱会使产品厚度增加,而在该褶皱位置处,在设定好的膜厚内,挤压了几倍的纤维量,多出来的纤维则会将塑料挤走,使得褶皱位置产生缺胶而报废。
技术实现思路
1、本发明的目的是提供一种异形连续纤维增强热塑性复合材料产品成型工艺。
2、为了实现上述目的,本发明提供如下技术方案:
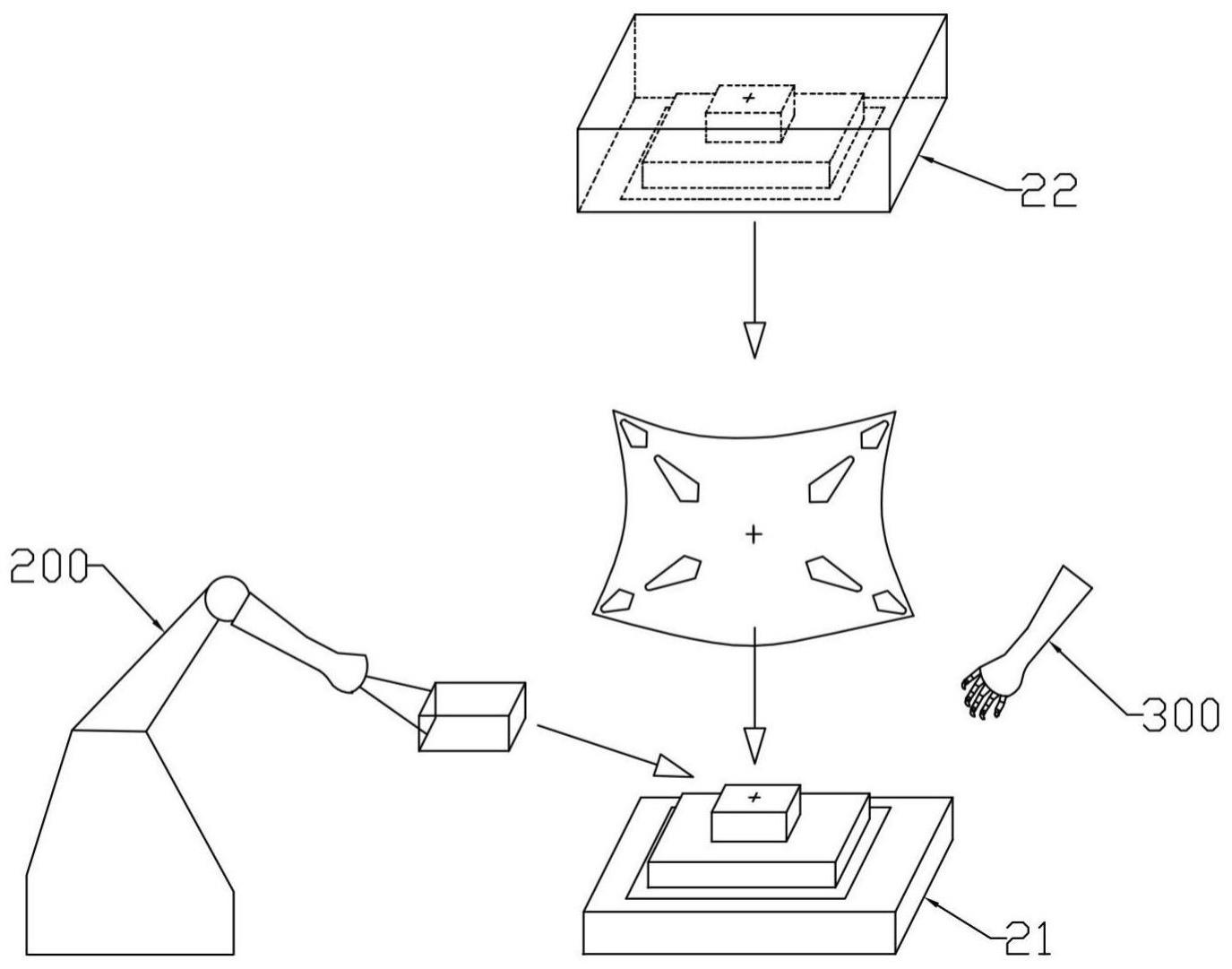
3、一种异形连续纤维增强热塑性复合材料产品成型工艺,包括以下步骤,
4、步骤1:备料,预备料块,料块为连续纤维增强热塑性复合材料;
5、步骤2:裁切,对料块上成型产品竖立转角面边角位置裁切出镂空孔;
6、步骤3:加热,裁切后的料块通过加热装置进行加热,将料块加热至柔软状态;
7、步骤4:转移,加热的料块转移放置在模压模具的下模上方,下模上具有成型面;
8、步骤5:密合,将镂空孔的边缘密合对接,无缝衔接;
9、步骤6:模压,模压模具的上模下压,模压成型;
10、以上步骤中,步骤2与步骤3顺序可以调换。
11、对本发明的进一步描述,所述镂空孔的边缘包括第一竖立柱衔接线、第二竖立柱衔接线、第一转角平面衔接线和第二转角平面衔接线;其中第一竖立柱衔接线与第二竖立柱衔接线密合衔接形成产品的竖立转角衔接边,第一转角平面衔接线与第二转角平面衔接线密合衔接形成产品的转角平面衔接边。
12、对本发明的进一步描述,所述第一转角平面衔接线和第二转角平面衔接线为直线状。
13、对本发明的进一步描述,所述第一转角平面衔接线上具有弧形凸起;所述第二转角平面衔接线上具有与第一转角平面衔接线的弧形凸起配合的弧形凹槽,所述弧形凸起与弧形凹槽配合形成交叉衔接结构。
14、对本发明的进一步描述,所述第一转角平面衔接线与第二转角平面衔接线为“v”形。
15、对本发明的进一步描述,裁切镂空孔时,所述镂空孔内对应第一竖立柱衔接线、第二竖立柱衔接线之间预留有竖立边加强条,在第一竖立柱衔接线与第二竖立柱衔接线密合衔接后,再将竖立边加强条覆盖在竖立转角衔接边上。
16、对本发明的进一步描述,裁切镂空孔时,所述镂空孔内对应第一转角平面衔接线和第二转角平面衔接线之间预留有平面加强条,在第一转角平面衔接线和第二转角平面衔接线密合衔接后,再将平面加强条覆盖在平面衔接边上。
17、对本发明的进一步描述,步骤3中的加热温度为180℃-250℃。
18、本发明的有益效果为:
19、本设计通过在连续纤维增强热塑性复合材料的备料料块上预先裁切镂空孔,该镂空孔位于成型产品的竖立转角面位置,将该料块放置在下模上时,再将镂空孔的边缘密合形成竖立转角位置的竖立转角衔接边与转角平面衔接边,再进行模压成型,从而可以得到完整无间隙并且无褶皱的产品,该方式工序简单,成本低,生产的产品良品率高。
技术特征:
1.一种异形连续纤维增强热塑性复合材料产品成型工艺,其特征在于:包括以下步骤,
2.根据权利要求1所述的一种异形连续纤维增强热塑性复合材料产品成型工艺,其特征在于:所述镂空孔的边缘包括第一竖立柱衔接线、第二竖立柱衔接线、第一转角平面衔接线和第二转角平面衔接线;其中第一竖立柱衔接线与第二竖立柱衔接线密合衔接形成产品的竖立转角衔接边,第一转角平面衔接线与第二转角平面衔接线密合衔接形成产品的转角平面衔接边。
3.根据权利要求2所述的一种异形连续纤维增强热塑性复合材料产品成型工艺,其特征在于:所述第一转角平面衔接线和第二转角平面衔接线为直线状。
4.根据权利要求2所述的一种异形连续纤维增强热塑性复合材料产品成型工艺,其特征在于:所述第一转角平面衔接线上具有弧形凸起;所述第二转角平面衔接线上具有与第一转角平面衔接线的弧形凸起配合的弧形凹槽,所述弧形凸起与弧形凹槽配合形成交叉衔接结构。
5.根据权利要求2所述的一种异形连续纤维增强热塑性复合材料产品成型工艺,其特征在于:所述第一转角平面衔接线与第二转角平面衔接线为“v”形。
6.根据权利要求3所述的一种异形连续纤维增强热塑性复合材料产品成型工艺,其特征在于:裁切镂空孔时,所述镂空孔内对应第一竖立柱衔接线、第二竖立柱衔接线之间预留有竖立边加强条,在第一竖立柱衔接线与第二竖立柱衔接线密合衔接后,再将竖立边加强条覆盖在竖立转角衔接边上。
7.根据权利要求3所述的一种异形连续纤维增强热塑性复合材料产品成型工艺,其特征在于:裁切镂空孔时,所述镂空孔内对应第一转角平面衔接线和第二转角平面衔接线之间预留有平面加强条,在第一转角平面衔接线和第二转角平面衔接线密合衔接后,再将平面加强条覆盖在平面衔接边上。
8.根据权利要求1所述的一种异形连续纤维增强热塑性复合材料产品成型工艺,其特征在于:步骤3中的加热温度为180℃-250℃。
技术总结
本发明提供一种异形连续纤维增强热塑性复合材料产品成型工艺,包括以下步骤,步骤1:备料,预备料块,料块为连续纤维增强热塑性复合材料;步骤2:裁切,对料块上成型产品竖立转角面边角位置裁切出镂空孔;步骤3:加热,裁切后的料块通过加热装置进行加热,将料块加热至柔软状态;步骤4:转移,加热的料块转移放置在模压模具的下模上方,下模上具有成型面;步骤5:密合,将镂空孔的边缘密合对接,无缝衔接;步骤6:模压,模压模具的上模下压,模压成型;以上步骤中,步骤2与步骤3顺序可以调换,本设计工序简单,成本低,生产的产品良品率高。
技术研发人员:许颖
受保护的技术使用者:许颖
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!