一种米字型PC阳光板挤出模具、挤出机及挤出工艺的制作方法
本发明涉及塑料挤出机,具体为一种米字型pc阳光板挤出模具、挤出机及挤出工艺。
背景技术:
1、pc阳光板又称聚碳酸酯阳光板,具有透明度高、质轻、抗冲击、隔音、隔热、难燃、抗老化等特点,因此被广泛应用于建筑、车库、温室、体育馆等场所;由于实心阳光板生产耗材大、板材性能不足,因此设计出了中空型阳光板,中空型阳光板按截面形状来区分包括:矩形板、米字型板和蜂窝型板,其中米字型板的米字型横截面结构使得其可以在强烈的冲击下更好地抵抗断裂和破碎,相对于其他截面形状的中空pc阳光板更具安全性,且其内腔交错的板面使通过阳光板的光线发生折射,既可以防止房间内产生过度的直射阳光,又可以使房间内得到最适宜的采光。
2、在米字型pc阳光板挤出生产工艺中,挤出机将pc颗粒熔融后挤入成型模具中,成型模具再将熔融的pc挤压成型并冷却定型成米字型阳光板,由于米字型pc阳光板的内腔结构较矩形板和蜂窝型板复杂,因此米字型pc阳光板成型模具存在很多的角部,而在挤出生产过程中成型模具的角部较平面部更容易发生磨损,成型模具角部的磨损会造成挤出的米字型pc阳光板的尺寸不达标,且还会造成米字型pc阳光板内部米字结构的连接处发生结构变化,从而导致米字型pc阳光板的成型效果变差和受力性能下降;因此当成型模具磨损达到影响产品结构的情况,则需要对成型模具进行更换,模具的维护投入成本高。
3、针对上述问题,现有技术提出的一种解决方案为:通过将中空阳光板挤出成型模具设计为包括模芯在内的多个模块组合的形式,成型模具中某一模块发生磨损时只需更换该模块即可,降低模具的维护投入成本;但用于成型的模芯只存在一个或少量模头的角部发生影响产品质量的磨损,则同样需要更换整个模芯模块,模具的维护成本还是较高,米字型pc阳光板模芯可以看成是由四种模头组合而成的米字型截面通道,若将模芯拆分成四种模头组合形式,则增加了模头的拆卸、更换时间和人力成本,对生产效率和产能造成影响。
技术实现思路
1、本发明的目的在于提供一种米字型pc阳光板挤出模具、挤出机及挤出工艺,以解决由于模头拆卸、更换过程繁琐,导致米字型pc阳光板模具的模芯无法拆分为组成米字型截面通道的最小模头单元,从而导致米字型pc阳光板模具维护成本高、对挤出机运行性能、控制能力要求高和米字型pc阳光板挤出工艺生产效率低及加工成本高的问题。
2、为实现上述目的,本发明提供如下技术方案:
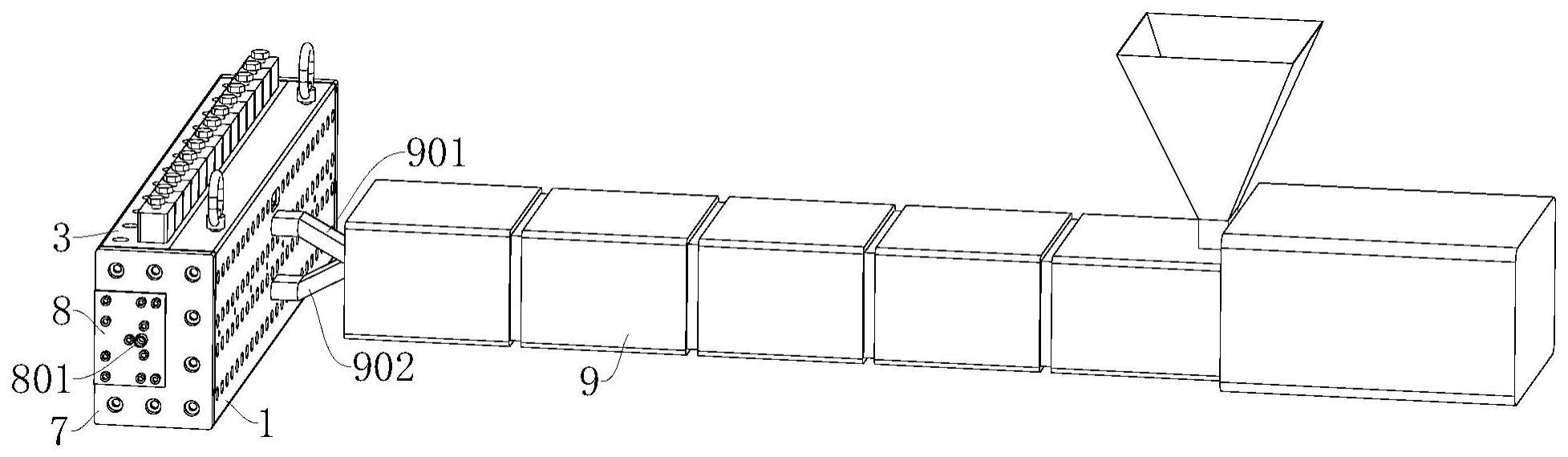
3、一种米字型pc阳光板挤出模具,包括模座和模芯,所述模座后端开设有一号进料口和二号进料口,所述模座前端自上而下分别固定安装有上模唇、上镶块、模芯、下镶块和下模唇,所述一号进料口与模芯上端面连通,所述二号进料口与模芯下端面连通,所述模芯两侧均固定安装有一号侧板和二号侧板,所述模座、上镶块、一号侧板、二号侧板和模芯组成上流体通道,所述模座、下镶块、一号侧板、二号侧板和模芯组成下流体通道,所述熔融的pc通过一号进料口和二号进料口分别进入上流体通道和下流体通道,并在模芯处成型,所述模芯内部设有贯穿左右两侧的气道,所述一号侧板上开设有进气口,挤出米字型pc阳光板时,压缩空气通过进气口通入气道,气道内的压缩空气对模芯进行冷却并对成型后的米字型pc阳光板进行冷却定型。
4、为实现本发明目的,将所述模芯拆分为前模头和后模头,所述后模头与模座固定连接,所述气道设置在后模头上,所述后模头前端开设有安装槽,所述安装槽内活动连接有前模头和安装座,所述前模头内部设有贯穿前后两端的出气孔,所述安装座上设有锁芯和卡块,所述前模头一端开设有与锁芯配合的固定槽,所述前模头推动安装座向后模头内运动至设定位置时,所述锁芯受推动力作用脱离固定槽,而停止推动安装座时,锁芯则继续在安装座的作用下与固定槽配合,由此可实现前模头和后模头的快速拆装;所述卡块上连接有驱动组件,所述安装槽内设有与卡块配合的限位槽,所述气道内通入压缩空气时,所述驱动组件推动卡块伸入限位槽内并将安装座固定,由此在挤出米字型pc阳光板时,所述安装座无法被推动,从而实现前模头和后模头在工作时无法被拆除,提高米字型pc阳光板挤出模具工作时的稳定性。
5、通过上述技术方案,将模芯拆分为可以快速拆装的前模头和后模头,且两者在挤出模具工作过程中无法拆除,由此解决了模头装卸、更换过程繁琐的问题,从而实现了将米字型pc阳光板挤出模具的模芯拆分为最小单元,一个模头或少量模头发生影响产品质量的磨损时,只需对相应的模头做更换即开,降低了米字型pc阳光板挤出模具的维修成本。
6、可选的,所述安装座可以采用磁吸底座、气动卡爪或液压卡爪,上述三种安装座结构均可以实现对前模头的快速锁定和解锁,但这三种安装座结构均需要设置动力源,会增加米字型pc阳光板的生产能耗,同时在挤出生产过程中模具处于高温状态,需要考虑到安装座在高温环境下的稳定运行,而磁吸、气动和液压在高温环境下使用均容易发生波动,从而容易造成对前模头的锁定不稳定。
7、优选的,所述安装座包括固定座、活动座、一号复位弹簧、导杆和锁芯,所述安装槽后端固定安装有固定座,所述固定座上开设有通气孔,所述安装槽内滑动安装有活动座,所述气道内压缩空气可通过通气孔到达活动座,所述固定座和活动座之间连接有一号复位弹簧,推动所述前模头在安装槽内向后模头内部运动时,所述活动座在前模头的带动下向后模头内运动并压缩一号复位弹簧,所述活动座失去前模头的推动力后,在所述一号复位弹簧的弹力作用下,所述活动块向后模头前端运动,所述活动座上设有一号安装孔和二号安装孔,所述一号安装孔与前模头开设固定槽的一端锥面配合,所述二号安装孔以一号安装孔圆心圆周阵列有多个,所述二号安装孔内滑动连接有导杆,所述导杆一端与固定座固定连接,且另一端设有斜槽,所述斜槽表面与锁芯一端滑动连接,且锁芯另一端连通一号安装孔。
8、在上述优选技术方案中,挤出工作时,由于锁芯与导杆的楔形配合,且锁芯与二号安装孔的滑动连接,所述活动座位于设定的最前端位置时,所述锁芯位于斜槽的高点,所述锁芯伸入一号安装孔和固定槽内,并对前模头进行固定;所述气道内通入压缩空气时,压缩空气作用在活动座后端面并形成向后模头前端的推力,且熔融的pc对前模头形成向前端的摩擦力,所述活动座在一号复位弹簧、压缩空气的推力和熔融pc对前模头的摩擦力的作用下保持左端位置,此时锁芯保持处于斜槽的高点,并保持对前模头的锁定,且所述锁芯以一号安装孔圆心圆周阵列有多个,由此保证了工作过程中锁芯对前模头的锁定不受压缩空气和熔融pc流动的影响,同时提高了锁芯对前模头锁定的稳定性。
9、停止工作时,所述活动座只受到一号复位弹簧的推力作用,此时推动前模头向后模头内部运动,活动座在前模头推动作用下向后模头内部运动并压缩一号复位弹簧,由于所述活动座向后模头内运动时,此时导杆在二号安装孔内滑动,由于锁芯在二号安装孔内无法进行前后移动,因此锁芯在给随活动座运动的同时,还在斜槽上向低点滑动,直至导杆前端与活动座接触时,所述锁芯全部回收至二号安装孔内,即所述锁芯处于一号安装孔外,此时锁芯解除对固定槽的锁定;将需要更换的前模头更换完成后,解除前模头的推力,此时活动座受一号复位弹簧的推力向后模头前端运动,锁芯在斜槽上向高点滑动,直至锁芯伸入一号安装孔和固定槽内时,锁芯完成对前模头的锁定,由此实现了前模头和后模头的快速拆除和固定安装。
10、需要说明的是,所述导杆和锁芯可以采用磁吸结构,所述导杆设置为磁吸材料,所述锁芯为磁吸材料,由此可实现导杆在二号安装孔内运动时,所述锁芯与斜槽的紧密接触,但采用磁吸结构容易形成锁芯和斜槽的磨损;因此本方案导杆和锁芯优选导槽结构,及斜槽上设有滑动槽,所述锁芯与斜槽接触面设有与滑动槽配合的凸起结构,两者配合连接并保持斜槽和锁芯的贴合度。
11、可选的,所述驱动组件可以选用电磁铁、电动推杆或液压推杆,上述三种驱动组件均可以实现驱动卡块的动作效果,但这三种驱动组件均需要设置动力源,会增加米字型pc阳光板挤出时的能耗,且这三种驱动组件还需要设置一路控制电路以控制启停,结构较复杂且在挤出模具高温的环境下使用容易发生失效。
12、优选的,所述驱动组件包括进气孔和二号复位弹簧,所述活动座上下两侧均设有三号安装孔和进气孔,所述三号安装孔内滑动连接有卡块,所述卡块一端通过进气孔与气道连通,且另一端与限位槽连通,所述卡块与气道连接的一端固定连接有二号复位弹簧,且二号复位弹簧另一端与活动座固定连接。
13、在上述优选方案中,挤出工作时,所述气道内的压缩气体通过进气孔作用在卡块与气道连接的一端,在气压的作用下,所述卡块向限位槽运动并伸入限位槽内,此时即使前模头受到向后模头内部的推力作用,或气道内的压缩气体、熔融的pc存在压力波动,由于卡块处于限位槽内,限制活动座在前后方向的运动,因此锁芯无法与固定槽脱离,从而进一步的保证了工作过程中锁芯对前模头的锁定不受压缩空气和熔融pc流动的影响,同时进一步提高了锁芯对前模头锁定的稳定性。
14、停止工作时,所述卡块不再受到压缩空气的压力作用,所述卡块在二号复位弹簧拉力的作用下向远离限位槽的方向运动,直至卡块脱离限位槽;此时活动座前后方向的运动限制解除,推动前模头时可带动活动块运动,从而实现锁芯对前模头锁定的解除。
15、优选的,所述安装槽包括一号安装段和二号安装段,所述前模头包括固定段和成型段,所述一号安装段与成型段配合,且两者长度比为1:2,避免挤出时前模头受到融入pc的挤压力而发生挠曲变形,造成米字型pc阳光板的厚度发生变化,导致其强度变差,由此可保证前模头在挤出作业时的强度要求,同时保证了米字型pc阳光板的成品质量。
16、优选的,所述斜槽角度范围为8°~10°,由此减少了导杆带动锁芯在斜槽上方滑动的推动力,降低一号复位弹簧的弹簧力要求,进而降低按压活动座时所需的推动力,便于操作人员对前模头的拆装;同时该设置还减少了锁芯和斜槽的摩擦水平分力,进而减少锁芯与二号安装孔的磨损,保证了锁芯对前模头的锁定效果。
17、优选的,所述出气孔为多个且均布在前模头内,所述多孔结构布置在成型段与一号安装段配合的一端,且长度为成型段的1/2,由此提高了成型段与一号安装段配合处的结构强度,避免了熔融的pc作用在成型段上的剪切力造成前模头的挠曲变形,同时压缩气体在多孔结构提升了压力,提高了前模头的冷却效果,且前模头受到压缩空气向前端的压力,进一步提高了锁芯对前模头锁定的稳定性。
18、本发明还提供了一种用于米字型pc阳光板生产的挤出机,所述挤出机适配于上述米字型pc阳光板挤出模具,所述挤出机上设有一号出料口和二号出料口,所述一号出料口和二号出料口分别与一号进料口和二号进料口固定连接,所述一号出料口和二号出料口的出料压力相同配置同步出料器:将两个出料口连接到同步出料器上,可以实现两个出料口的同步出料,保证出料量和压力的相同。
19、在上述方案中,为了避免成型模具受挤出机压力波动影响而产生磨损,因此需要保证挤出机整体运行平稳,通常在挤出机机头位置安装背压阀控制压力,从而避免挤出机机头的压力波动,通过调节背压阀控制一号出料口和二号出料口的流量和压力,从而确保两个出料口的压力相同;同时在一号出料口和二号出料口上安装压力传感器和控制系统,通过压力传感器和控制系统监测挤出机机头的压力波动情况,并及时调整挤出机机头的出料量和压力大小,从而维持两个出料口相同的压力,由此可实现减少成型模具受挤出机压力波动影响而产生的磨损,同时熔融的pc在上流体通道和下流体通道内的压力和流量相同,熔融的pc在模芯内融合时上下两侧压力相互抵消,避免了米字型pc阳光板因挤出机压力波动导致表面出现波纹和褶皱等缺陷,进一步的提高了米字型pc阳光板的成品质量。
20、本发明还提供了一种应用上述米字型pc阳光板挤出模具和用于米字型pc阳光板生产的挤出机配合工作的生产工艺,包括如下步骤:
21、s1:原料预处理:将聚碳酸酯(pc)料颗粒反复加热冷却,直至其含水率和挥发物含量满足生产要求;
22、s2:原材料的预混:将经过预处理的原材料与包括稳定剂、增强剂、抗老化剂和着色剂等添加剂按生产配比并进行预混;
23、s3:设备预热:对挤出机和挤出模具进行加温预热,并将压缩空气接入进气口;
24、s4:挤出生产:将预混的原材料倒入挤出机内,启动挤出机将原材料熔融并从一号出料口和二号出料口挤出,熔融的原材料通过一号进料口和二号进料口进入模座内并在模芯处成型为米字型pc阳光板,期间需要保持一号出料口和二号出料口的压力相同;
25、s5:冷却和裁切:挤出的米字型pc阳光板通过风冷和水冷进行冷却定型,直至其表面及内腔均达到硬化要求,将其按生产要求进行长度裁切;
26、s6:过程质检:对裁切后的米字型阳光板进行过程质检,包括表面质量、板材厚度、透光性和强度等方面进行过程质检,若发现不合格产品为前模头磨损造成,则停止挤出机和压缩空气供给,并对相应产生磨损的前模头进行更换,更换前模头后重启挤出机和压缩空气供给继续生产;
27、s7:洗涤:对过程质检合格的米字型pc阳光板表面和内腔进行清洗,确保其表面和内腔中不存在灰尘和杂质;
28、s8:覆膜和入库:在清洗完成后的米字型pc阳光板正反两面进行覆膜处理,并将覆膜后的pc阳光板打包入库;
29、s9:停机和维护:完成生产后关停挤出机,并停止挤出机和挤出模具的加热,并对两者进行日常维护,并将磨损的零部件进行更换。
30、与现有技术相比,本发明的有益效果为:
31、1、本发明通过在挤出模具的模芯内设置快速拆装结构,将米字型pc阳光板模芯拆分为组成米字型截面通道的最小模头单元,任一或少量模头发生影响产品质量的磨损时,只需将其更换,减少了成型模具的维护成本,同时降低了操作人员维护成型模具时的劳动强度;且该设置降低了挤出机的运行性能和控制能力要求,在生产过程中出现模具磨损问题影响产品质量时,无需对挤出模具全部拆除,只需将磨损的模头更换,提升了米字型pc阳光板成型工艺的生产效率和产品合格率。
32、2、本发明通过将锁定前模头的锁芯与气道和熔融的pc关联起来,挤出作业时锁芯在压缩气体的推力和熔融pc对前模头的摩擦力的作用下保持对前模头进行锁定,保证了工作过程中锁芯对前模头的锁定不受压缩空气和熔融pc流动的影响,提高了锁芯对前模头锁定的稳定性,同时提高了成型模具工作过程中的稳定性,降低了挤出机的运行性能和控制能力要求,提升了米字型pc阳光板成型工艺的产品合格率。
33、3、本发明通过控制挤出机机头的流量和压力,避免了成型模具受挤出机压力波动影响而产生磨损,提升了挤出模具的使用寿命,减少了挤出模具的维护成本,同时也提升了挤出机的工作稳定性,实现熔融的pc在成型模具内的平稳流动和挤出,从而提高了米字型pc阳光板挤出工艺的产品合格率。
- 还没有人留言评论。精彩留言会获得点赞!