一种胶套套入设备以及胶套套设工艺的制作方法
本技术涉及胶套入管,尤其是涉及一种胶套套入设备以及胶套套设工艺。
背景技术:
1、胶套是一种橡胶制品,通常是由橡胶套管和金属套管组成;它的作用是用于防滑、保护管件或杆件,防止管道受到振动、腐蚀、磨损等因素的影响,从而延长管件或杆件的使用寿命;胶套广泛应用于医疗领域、建筑领域、机械工程、汽车工业和航空航天等等。
2、根据应用场景的不同,会对管件或杆件进行弯折,进而获得各种角度不一的弯部或者弯折出若干弯折点,由于胶套比较硬,胶套穿入管件或杆件后难以穿过弯折点,即难以穿移至需套设胶套的部位,现有胶套入管大部分是利用人力的方式套胶套,通过缓慢地转动胶套并推动胶套,实现胶套入管,在遇到管件或杆件的弯折点时,利用撬杆将胶套的开口撬开,再继续推动胶套;上述胶套入管的方式不仅工作效率低,胶套还难以穿过管件或杆件的弯折点。
技术实现思路
1、为了改善胶套难以穿过管件或杆件的弯折点的问题,本技术提供一种胶套套入设备以及胶套套设工艺。
2、第一方面,本技术提供一种胶套套入设备,采用如下的技术方案:
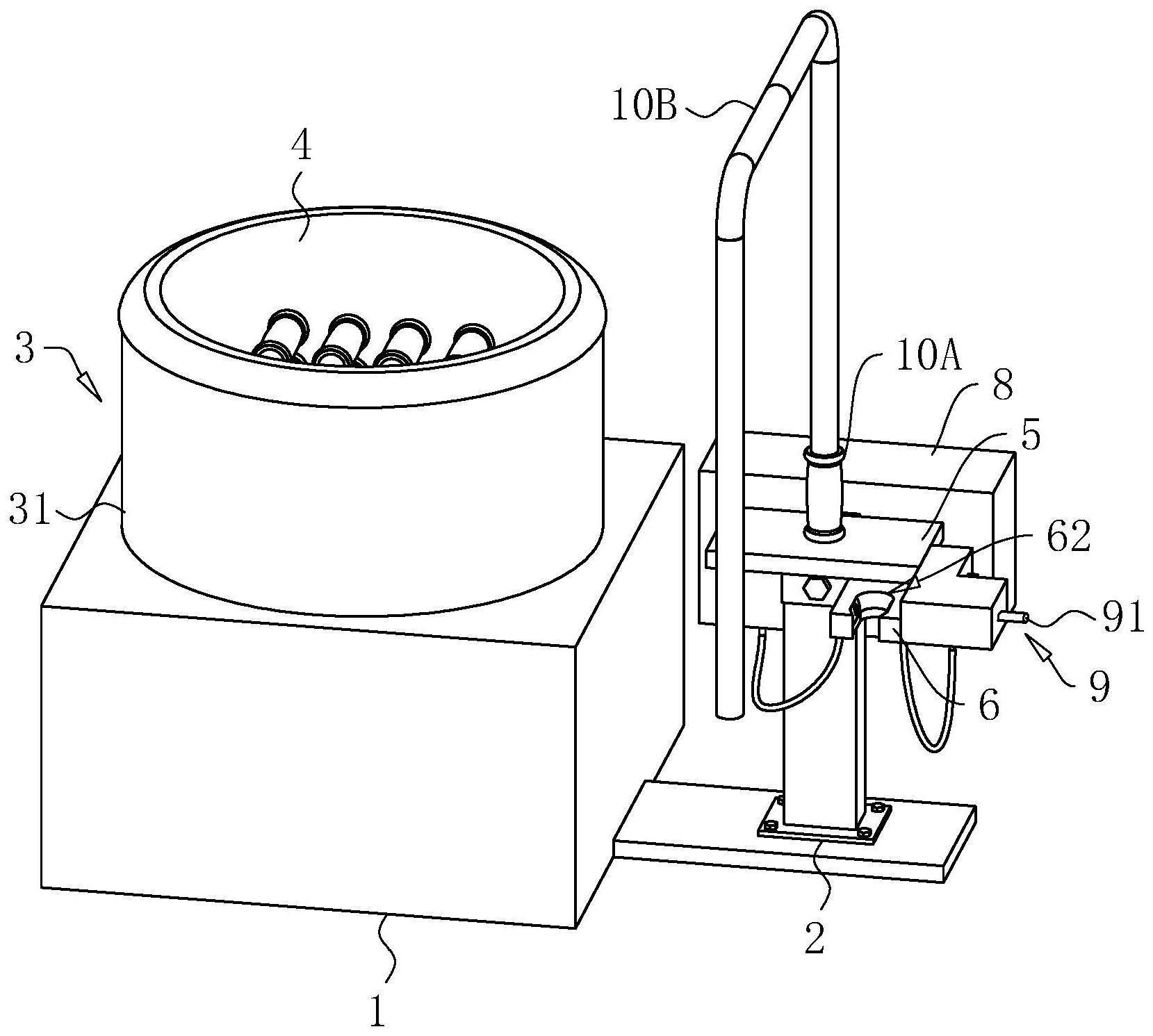
3、一种胶套套入设备,用于胶套套设于管件,包括:
4、托层组件,所述托层组件用于承担结构整体的荷载;
5、所述托层组件上安装有加热组件、辅助组件和限制组件;
6、所述加热组件用于对胶套本体进行加热;
7、所述辅助组件用于增加胶套与管件之间的润滑度,所述辅助组件置于加热组件上;
8、所述限制组件用于限制胶套相对于托层组件的滑移,所述限制组件位于加热组件的一侧;
9、所述限制组件上设置有供管件通过的压套通道;
10、所述限制组件上安装有扩口组件,所述扩口组件用于扩大胶套的开口;
11、所述托层组件上安装有预压组件,所述预压组件用于将胶套的一端压入管件;所述预压组件位于限制组件的一侧。
12、通过采用上述技术方案,加热组件对胶套本体进行加热,使胶套本体软化至一定程度,再配合辅助组件增加胶套与管件之间的润滑度;然后,手持管件和胶套,将胶套的一端套入管件,再手持管件并将胶套对准预压组件,使胶套撞击预压组件至少两次,直至胶套完全套入管件,即胶套的端口与管件的端口平齐;然后,将胶套的一端置于限制组件上,并使管件对准压套通道,扩口组件工作,胶套的开口扩大,按压管件,胶套穿入管件一段距离后,使胶套撞击限制组件至少三次,同时按压管件;管件的管身逐渐穿过压套通道,胶套因受到限制组件的限制,使得胶套相对于管件发生了移动,进而使得胶套位移至管件的弯折点,然后穿过弯折点套于需套设胶套的部位;取下完成胶套入管的管件,扩口组件停止工作;采用上述方案,可以改善胶套难以穿过管件或杆件的弯折点的问题。
13、可选的,所述限制组件包括:
14、限位体,所述限位体的一端与所述预压组件连接,所述压套通道位于限位体上,所述限位体的侧面开设有开口,所述开口与压套通道连通;所述扩口组件安装于限位体上。
15、通过采用上述技术方案,当胶套的端口与管件的端口平齐后,将胶套的一端置于限位体上,并使管件对准压套通道,扩口组件工作,胶套的开口扩大,按压管件,胶套穿入管件一段距离后,使胶套反复撞击限位体,同时按压管件;管件的管身逐渐穿过压套通道,胶套因受到限位体的限制,使得胶套相对于管件发生了移动,进而使得胶套先位移至管件的弯折点,再穿过弯折点套于需套设胶套的部位。
16、可选的,所述加热组件包括:
17、容纳壳,所述容纳壳用于放置若干胶套以及容纳液体;
18、所述辅助组件置于容纳壳内;
19、加热体,所述加热体用于加热容纳壳,所述容纳壳安装于加热体上,且容纳壳与加热体可拆卸连接。
20、通过采用上述技术方案,加热体通过加热容纳壳,进而使得胶套软化,便于将胶套套入管件;另外,将增加胶套与管件之间的润滑度的辅助组件置于容纳壳内,便于胶套滑入管件中,提高胶套入管的便捷度。
21、可选的,所述扩口组件包括:
22、喷嘴,所述喷嘴设置有若干个,若干所述喷嘴均安装于所述限位体上,若干所述喷嘴绕所述压套通道设置,若干所述喷嘴的安装方向均为斜向朝上设置,若干所述喷嘴均与供气网连通;
23、供气控制模块,所述供气控制模块用于控制供气网与喷嘴之间供气通道的通断,所述供气控制模块安装于所述托层组件上,且供气控制模块位于预压组件的一侧。
24、通过采用上述技术方案,供气控制模块通过控制供气网与喷嘴之间供气通道的通断,能够控制喷嘴压缩气体的供应,未套设胶套时断开供气网与喷嘴之间供气通道,套设胶套时打开供气网与喷嘴之间供气通道;在限位体上按压管件或撞击胶套时,使喷嘴喷出压缩气体,扩大胶套与限位体接触的端口的口径,进而使得管件更易于滑移,提高胶套入管的便捷度和工作效率。
25、可选的,所述辅助组件包括:
26、润滑体,所述润滑体具有润滑效果和具有受热融化的效果,所述润滑体置于所述容纳壳内;
27、液体,所述液体为中性物质,所述液体具有溶解或稀释润滑体的效果。
28、通过采用上述技术方案,在容纳壳中加入液体,再将润滑体与胶套置于容纳壳,加热体通过加热润滑体和胶套,使得胶套软化,润滑体与液体相互融合后在胶套的表面形成润滑膜,进而使得软化的及附有润滑膜的胶套更易于套入管件,减轻胶套入管的工作强度,提高工作效率,提高胶套入管的便捷度。
29、可选的,所述预压组件包括:
30、预压体,所述预压体用于提供撞击平台,所述预压体安装于所述托层组件上,所述限位体与预压体固定连接。
31、通过采用上述技术方案,设置预压体,能够实现手持管件带动胶套撞击预压体后,胶套更快套入管件;改善手持胶套缓慢地转动胶套并推动胶套入管的现状,提高胶套入管的效率。
32、可选的,所述限位体一侧设置有物体检测体,所述物体检测体与限位体固定连接,所述物体检测体用于检测胶套或管件是否靠近限位体;
33、所述物体检测体与供气控制模块电连接,所述供气控制模块用于接收物体检测体的电信号。
34、通过采用上述技术方案,当物体检测体检测到胶套或管件靠近后,物体检测体反馈电信号至供气控制模块,供气控制模块根据电信号打开喷嘴的供气通道;当物体检测体未检测到胶套或管件时,物体检测体反馈电信号至供气控制模块,供气控制模块根据电信号关闭喷嘴的供气通道;从而实现自动控制喷嘴的供气通道的通断,避免胶套或管件未接近限位体时,喷嘴一直保持喷气状态,导致能耗过高的问题。
35、可选的,所述压套通道的口径从所述限位体的端面向所述限位体的底面逐渐缩小;
36、所述喷嘴穿设于所述限位体的中部,且所述喷嘴与压套通道连通。
37、通过采用上述技术方案,压套通道的口径从限位体的端面向限位体的底面逐渐缩小,即压套通道的内壁呈斜面设置后,可以对气体的流动形成阻碍;使得喷嘴朝胶套喷射压缩气体时,大部分压缩气体往口径较大的压套通道的一端流动,从而更易于扩大胶套端口的口径,提高扩口效率。
38、第二方面,本技术提供一种胶套套设工艺,采用如下的技术方案:
39、s1:预备胶套、润滑体和液体,将胶套、润滑体和液体加入容纳壳中;
40、s2:加热体开始加热容纳壳,搅拌容纳壳中的胶套、润滑体和液体,直至润滑体与液体融合;
41、s3:胶套软化后,从容纳壳中取出胶套,将胶套的一端套入管件,手持管件带动胶套撞击预压体,至少撞击两次,直至胶套的端口与管件的端口平齐;
42、s4:将管件已套入胶套的一端置于限位体上,并使管件对准压套通道,物体检测体检测到胶套或管件,反馈电信号至供气控制模块,供气控制模块打开喷嘴与供气网之间的通道;压缩气体经喷嘴的出气口流入压套通道,胶套的端口的口径扩大,按压管件,管件进一步穿入胶套;
43、s5:手持管件带动胶套撞击限位体,至少撞击三次,实际撞击次数根据管件弯折点确定;和/或,撞击的手法和力度确定;胶套相对于管件滑移至管件的弯折点,再然后胶套穿过管件的弯折点,滑移至管件需要套设胶套的部位;
44、s6:从限位块开口处取出完成胶套入管的管件,物体检测体未检测到胶套或管件,反馈电信号至供气控制模块,供气控制模块断开喷嘴与供气网之间的通道。
45、通过采用上述技术方案,提供了胶套入管的套设工艺,具有对应如上所述特征的效果表现。
46、可选的,所述加热体加热容纳壳的温度的取值范围为30~49℃;
47、所述喷嘴的气流流量的取值范围均为3~8l/s。
48、通过采用上述技术方案,提供了胶套入管的套设工艺中,较佳的加热胶套的温度范围和喷嘴的气流流量范围,进而配合如上所述特征达到对应的效果表现。
49、综上所述,本技术具有以下有益效果:
50、1.通过设置加热组件、辅助组件、预压组件、限制组件、压套通道和扩口组件,加热组件配合辅助组件降低胶套的硬度和增加胶套润滑度,使其能够顺畅地套入管件,再配合预压组件、限制组件、压套通道和扩口组件等特征,可以改善胶套难以穿过管件或杆件的弯折点的问题;
51、2.所述的供气控制模块、喷嘴和物体检测体之间相互配合,在限位体上按压管件或撞击胶套时,压缩气体经喷嘴喷出,进而扩大胶套与限位体接触的端口的口径,使得管件更易于滑移,提高胶套入管的便捷度和工作效率;
52、3.所述的加热体、润滑体、液体、预压体和限位体之间相互配合,加热体通过加热润滑体和胶套,使得胶套软化,润滑体与液体相互融合后在胶套的表面形成润滑膜,进而使得软化的及附有润滑膜的胶套更易于套入管件,减轻胶套入管的工作强度,提高工作效率,提高胶套入管的便捷度。
- 还没有人留言评论。精彩留言会获得点赞!