一种高分子材料挤出压延装置和挤出压延方法与流程
本发明属于高分子材料加工,更具体地说是一种高分子材料挤出压延装置和挤出压延方法。
背景技术:
1、目前,由于高分子防水材料具有良好的抗老化性能和延展性,以及良好的防水性能,在各类大型建筑工程中,得到广泛应用,但目前高分子防水片材压延挤出设备结构简单、技术不稳定,导致生产的高分子片材厚度不均匀,严重影响产品的质量,同时,也给建筑工程带来较大的安全隐患,急需研制一种能够连续加工生产且厚度均匀的压延挤出设备,解决这一技术问题,经检索:
2、专利号为zl201010563620.8发明专利,公开了一种挤出压延机,包括机架、驱动机构及两压面辊,驱动机构通过传动机构驱动两压面辊相向运动,在机架上部两侧对称固装有固定板,在该固定板之间安装有上压面辊及下压面辊,上压面辊的两轴端均安装在调整螺栓下部,该调整螺栓的上部啮合安装在固定板的顶部。本发明的挤出压延装置具有结构紧凑、设计科学合理、调整便捷、操作简单、适用范围广的优点,压片速度及压片均匀度较好,尤其对于生产能力较大的生产线大大缩短了其时间,提高工作效率,生产线分布更加合理,便于充分利用生产原料和能源。但该专利技术对挤出压延片材的厚度没有控制,会导致产品厚度不均匀,而影响产品质量。
3、专利号为zl202011279022 .8发明专利,公开了一种建材墙板挤出压延切割自动化生产线,包括挤出机、抄数平台、一号皮带机、一号压延机、二号皮带机、二号压延机、三号皮带机、三号压延机、同步切割机、分速皮带输送机、四号皮带机、五号皮带机和移栽机械手,所述抄数平台放置在挤出机的左侧,还包括一种建材墙板挤出压延切割自动化生产线的操作方法。本发明具有流程紧凑,布局合理,可以最大程度地实现水泥薄板的自动生产及运输,把工人从繁重的工作下给解脱出来,只需轻松地从事机械的流程监控,简单的机械维护和操作就可以实现水泥薄板的生产,在大大地提高工作效率的同时还可以极大地保障产品的品质。该发明具有简单的机械维护和操作就可以实现水泥薄板的生产,在大大地提高工作效率的同时还可以极大地保障产品的品质,但对产品的厚度同样没有采取控制措施,不能解决其产品厚度不均匀的问题。
4、专利号为zl201110118089.8发明专利,公开了多螺杆增压挤出机,包括底座,依次设置于底座上的喂料段、送料段和出料段,所述送料段与出料段中间设有挤出增压塑化段,变频调速主电机的输出轴与减速机的输入轴固定连接,所述减速机的输出轴直接驱动送料段和与送料段固定连接的挤出增压塑化段,所述出料段连接于挤出增压塑化段的后端。本发明将对物料的塑化与增压挤出合二为一,仅采用一套驱动装置,既有良好的塑化效果又有足够大的挤出力及低能耗大产量是,具有较高的实用价值。该发明较好地解决了塑料制品的挤出塑化,但仍没有涉及到片材的压延厚度问题,不适用高分子防水片材的生产。
技术实现思路
1、为了解决上述技术问题,本发明提供了一种高分子材料挤出压延装置和挤出压延方法,该装置结构设计简单、操作方便、劳动强度小、生产成本较低、且产品质量稳定,且有效解决了高分子防水片材压延厚度不均匀的问题,本发明的技术方案为:
2、所述高分子材料挤出压延装置,包括移动机构、压延机构、挤出机构和厚度控制机构,
3、所述挤出机构,包括挤出模头,挤出模头固定连接在升降支架的上端,升降支架设置在轨道的前端,升降支架能够带动挤出模头上下移动,方便在垂直方向上与压延机构的衔接。
4、所述移动机构,包括轨道和移动小车,所述移动小车的下端设置有转轮,转轮与轨道滚动方式连接,移动小车能够通过转轮的转动在轨道上前后移动,轨道的一侧设置有齿条,移动小车的下端中部设置的齿轮,齿轮与齿条相啮合,齿轮的转运带动移动小车前后移动,调节在水平方向上与压延机构的衔接。
5、所述压延机构,包括一次压延机构和二次压延机构,所述一次压延机构通过支架ⅰ设置在移动小车的前端上部,所述二次压延机构通过支架ⅱ设置在移动小车的后端上部,一次压延机构和二次压延机构分别设置有超声测厚仪ⅰ和超声测厚仪ⅱ,用以检测高分子防水片材的厚度。
6、所述一次压延机构,包括固定轮ⅰ和压延轮ⅰ,所述固定轮ⅰ和压延轮ⅰ水平排列,由同步电机驱动,固定轮ⅰ通过支座固定连接在支架ⅰ的前端,压延轮ⅰ通过伸缩油缸ⅰ固定连接在支架ⅰ的后端,压延轮ⅰ能够通过伸缩油缸ⅰ的伸缩调节与固定轮ⅰ的间距,达到对高分子防水片材厚度的控制。
7、所述二次压延机构,包括固定轮ⅱ和压延轮ⅱ,所述固定轮ⅱ和压延轮ⅱ竖向排列,由同步电机驱动,固定轮ⅱ通过支座固定连接在支架ⅱ的底端,压延轮ⅱ通过伸缩油缸ⅱ固定连接在支架ⅱ的中部上端,压延轮ⅱ能够通过伸缩油缸ⅱ的伸缩调节与固定轮ⅱ的间距,达到对高分子防水片材厚度的控制。
8、所述一次压延机构和二次压延机构之间设置有托轮,托轮为从动轮;
9、所述厚度控制机构,包括超声测厚仪ⅰ和超声测厚仪ⅱ,超声测厚仪ⅰ设置在压延轮ⅰ的下侧,超声测厚仪ⅱ设置在固定轮ⅱ的下侧;根据超声测厚仪ⅰ测出的厚度数值调节伸缩油缸ⅰ,使得固定轮ⅰ与压延轮ⅰ的间距达到预设厚度的要求,根据超声测厚仪ⅱ测出的厚度数值调节伸缩油缸ⅱ,使得固定轮ⅱ与压延轮ⅱ的间距达到预设厚度要求,经过两次压延保障了高分子防水片材厚度,稳定了高分子防水片材的产品质量;
10、所述超声测厚仪ⅰ和超声测厚仪ⅱ通过plc控制器与伸缩油缸ⅰ和伸缩油缸ⅰ电连接;
11、所述卷轮设置在轨道的后端卷轮支架的上部,卷轮由电机驱动完成对高分子防水片材的卷取工作。
12、发明的有益效果是:本发明设计有一次压延机构和二次压延机构,以及超声测厚仪ⅰ和超声测厚仪ⅱ,经过对高分子防水片材的两次压延,保障了高分子防水片材的厚度均匀稳定,有效解决了高分子防水片材压延厚度不均匀的问题。
技术特征:
1.一种高分子材料挤出压延装置,包括移动机构、压延机构、挤出机构和厚度控制机构,其特征在于,
2.根据权利要求1所述的高分子材料挤出压延装置,其特征在于,所述齿轮(7)的动力来源为手动、电动、燃油机中的一种。
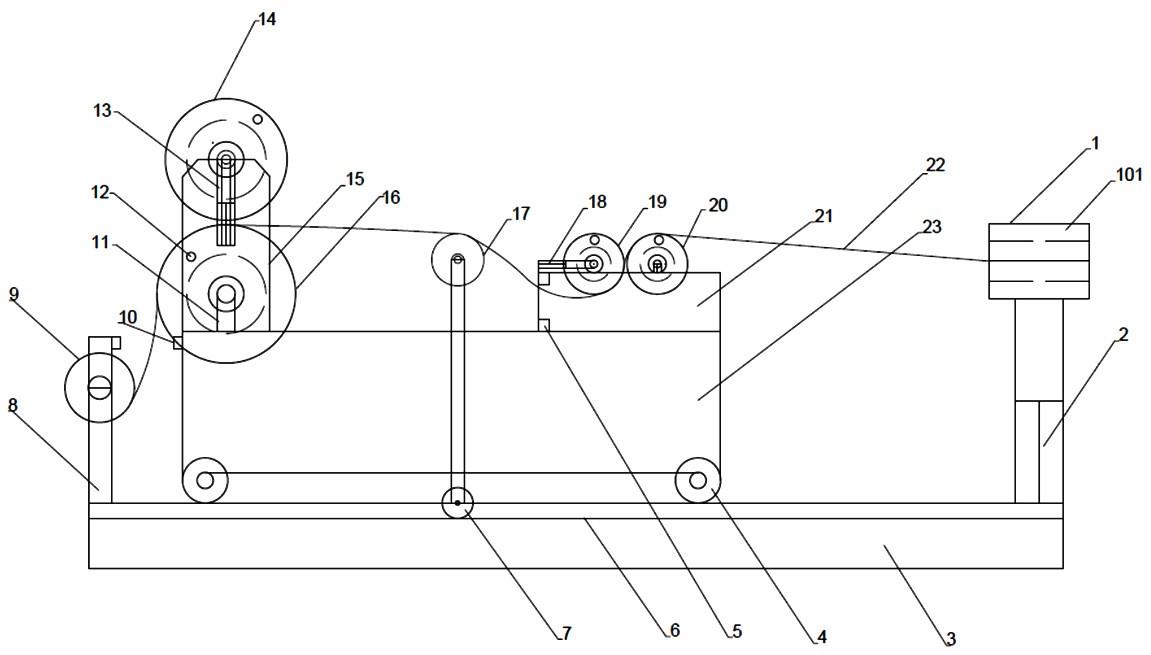
3.根据权利要求1所述的高分子材料挤出压延装置,其特征在于,所述超声测厚仪ⅰ(5)和超声测厚仪ⅱ(10)采用st600a超声波测厚仪,测量分辨率0.001mm。
4.根据权利要求1所述的高分子材料挤出压延装置,其特征在于,所述一次压延机构,包括固定轮ⅰ(20)和压延轮ⅰ(19),所述固定轮ⅰ(20)和压延轮ⅰ(19)水平排列,由同步电机驱动,固定轮ⅰ(20)通过支座固定连接在支架ⅰ(21)的前端,压延轮ⅰ(19)通过伸缩油缸ⅰ(18)固定连接在支架ⅰ(21)的后端,压延轮ⅰ(19)能够通过伸缩油缸ⅰ(18)的伸缩调节与固定轮ⅰ(20)的间距,达到对高分子防水片材厚度的控制。
5.根据权利要求4所述的高分子材料挤出压延装置,其特征在于,所述固定轮ⅰ(20)、压延轮ⅰ(19)和固定轮ⅱ(16)设置有导热油层和导热油孔(12),用以导热油的循环,调节压延时的物料温度,保障压延达到预设效果。
6.根据权利要求1所述的高分子材料挤出压延装置,其特征在于,所述二次压延机构,包括固定轮ⅱ(16)和压延轮ⅱ(14),所述固定轮ⅱ(16)和压延轮ⅱ(14)竖向排列,由同步电机驱动,固定轮ⅱ(16)通过支座(11)固定连接在支架ⅱ(15)的底端,压延轮ⅱ(14)通过伸缩油缸ⅱ(13)固定连接在支架ⅱ(15)的中部上端,压延轮ⅱ(14)能够通过伸缩油缸ⅱ(13)的伸缩调节与固定轮ⅱ(16)的间距,达到对高分子防水片材厚度的控制。
7.根据权利要求6所述的高分子材料挤出压延装置,其特征在于,所述固定轮ⅱ(16)和压延轮ⅱ(14)设置有导热油层和导热油孔(12),用以导热油的循环,调节压延时的物料温度,保障压延达到预设效果。
8.根据权利要求1所述的高分子材料挤出压延装置,其特征在于,所述一次压延机构和二次压延机构之间设置有托轮(17),托轮(17)为从动轮。
9.根据权利要求1所述的高分子材料挤出压延装置,其特征在于,所述超声测厚仪ⅰ(5)和超声测厚仪ⅱ(10)通过plc控制器与伸缩油缸ⅰ(18)和伸缩油缸ⅰ(13)电连接。
10.一种挤出压延方法,包括权利要求1至8任一项所述的高分子材料挤出压延装置,其特征在于,包括一次压延和二次压延,
技术总结
一种高分子材料挤出压延装置和挤出压延方法,包括移动机构、压延机构、挤出机构和厚度控制机构,所述挤出机构,包括挤出模头,挤出模头固定连接在升降支架的上端,升降支架设置在轨道的前端,升降支架能够带动挤出模头上下移动,方便在垂直方向上与压延机构的衔接,本发明经过两次同时控制的压延,保障了高分子防水片材厚度,有效防止了经过一次压延后厚度反弹而影响高分子防水片材的质量,能够生产出厚度均匀的高分子防水片材,保障了高分子防水片材的质量,有效解决了高分子防水片材压延厚度不均匀的技术问题。
技术研发人员:解忠深,解忠财,解飞,崔兴保,史铁军
受保护的技术使用者:深润防水科技(山东)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!