一种塑料挤出件定型机的制作方法
本发明涉及塑料挤出成型设备,具体是一种塑料挤出件定型机。
背景技术:
1、在塑料挤出成型设备中,塑料挤出机通常称之为主机,而与其配套的后续设备塑料挤出成型机则称为辅机,塑料挤出机可以与管材、薄膜、捧材、单丝、扁丝、打包带、挤网、板材、异型材、造粒、电缆包覆等各种塑料成型辅机匹配,组成各种塑料挤出成型生产线,生产各种塑料制品,刚生产的塑料挤出件硬度低,不及时对挤出件冷却会有变形的问题,塑料挤出件定型机用于挤出件定型操作。
2、中国专利公开了塑料挤出件定型机,(授权公告号cn102555183b),该专利技术结构简单合理,配合模具成型机使用,设计方式简单适用,机械性能稳定,大大降低了制造成本,减少了设计改型的复杂性,同时降低了设计制造成本,另外设备以程序化动作,采用人机界面式操作,将设备报警、故障原因以及解决方法显示于触摸屏上,大大提高了设备可操作性能,减少了因设备不稳定所耽误的时间,提高了生产效率,但是,上述塑料挤出件定型机通过温控的方式进行挤出件的定型,定型效率较低,挤出件在定型机的滞留时间较长,滞留时间内挤出件容易变形,不利于定型质量。因此,本领域技术人员提供了一种塑料挤出件定型机,以解决上述背景技术中提出的问题。
技术实现思路
1、本发明的目的在于提供一种塑料挤出件定型机,以解决上述背景技术中提出的问题。
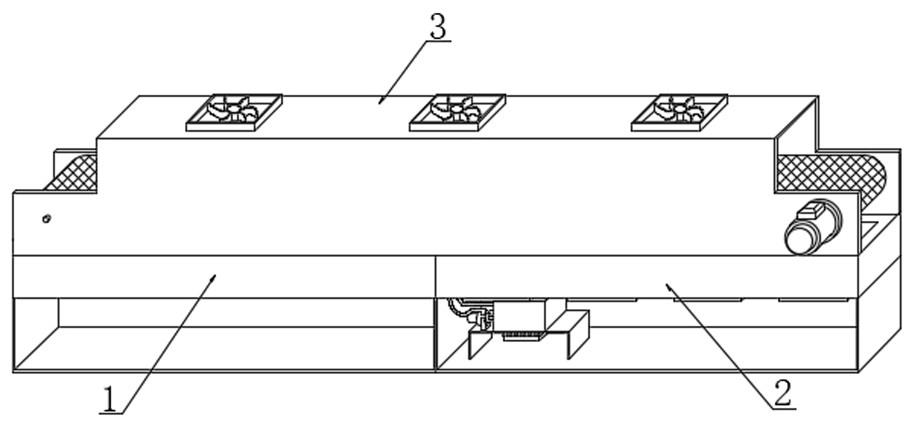
2、为实现上述目的,本发明提供如下技术方案:一种塑料挤出件定型机,包括水雾定型构件、冷风定型构件与输料构件,所述冷风定型构件位于水雾定型构件的一侧位置处,所述输料构件位于水雾定型构件的上侧位置处,所述输料构件包括罩壳,所述罩壳的内侧下端位置处安装有传输带,所述罩壳的上侧设置有排气扇,所述水雾定型构件包括雾化水箱,所述雾化水箱的下侧设置有第一支撑架,所述雾化水箱的内部安装有雾化片,所述雾化水箱的上侧设置有出雾网,所述冷风定型构件包括冷气置换箱,所述冷气置换箱的下侧设置有第二支撑架,所述冷气置换箱的下侧设置有进气扇,所述冷气置换箱的上侧设置有出气网,所述冷气置换箱的内部设置有冷热置换盘管,所述第二支撑架的内侧设置有制冷构件,所述冷热置换盘管的一端设置有循出管,所述冷热置换盘管的另一端设置有循回管。
3、作为本发明进一步的方案:所述制冷构件包括制冷箱,所述制冷箱的下侧设置有第三支撑架,所述制冷箱的内部安装有制冷片,所述制冷箱的下侧对应制冷片的位置处安装有散热排,所述制冷箱的一端设置有抽水管,所述第三支撑架的上侧安装有水泵。
4、作为本发明再进一步的方案:所述罩壳的前侧对应传输带的位置处安装有传动电机,所述雾化水箱的内部临近雾化片的位置处安装有加热棒,所述雾化水箱的内部临近加热棒的位置处安装有温度传感器。
5、作为本发明再进一步的方案:所述传输带转动于罩壳的内侧位置处,所述罩壳的下端固定与雾化水箱与冷气置换箱的上侧位置处。
6、作为本发明再进一步的方案:所述制冷构件的输出端与循出管的输入端相贯通,所述循出管的输出端与冷热置换盘管的输入端相贯通,所述冷热置换盘管的输出端与循回管的输入端相贯通,所述循回管的输出端与制冷构件的输入端相贯通。
7、作为本发明再进一步的方案:所述罩壳的下端与雾化水箱的上端通过出雾网相贯通,所述罩壳的下端与冷气置换箱的上端通过出气网相贯通。
8、作为本发明再进一步的方案:所述循回管的输出端与制冷箱的输入端相贯通,所述制冷箱的下端与抽水管的输入端相贯通,所述抽水管的输出端与水泵的输入端相贯通,所述水泵的输出端与循出管的输入端相贯通。
9、作为本发明再进一步的方案:所述传输带通过传动电机转动于罩壳的内侧位置处,所述加热棒与温度传感器设置有两组,两组所述加热棒与温度传感器对应安装在雾化水箱的两端位置处。
10、与现有技术相比,本发明的有益效果是:
11、1.本发明塑料挤出件定型机通过水雾定型构件输出的雾化水对塑料挤出件一次定型,通过冷风定型构件输出的冷气对塑料挤出件二次定型,定型效率高;
12、2.水雾定型构件对塑料挤出件的定型过程中气体流通缓慢,避免因气体冲击导致塑料挤出件变形,通过冷风定型构件制冷的方式强制冷却定型,定型速度高,避免滞留时间较长导致挤出件变形,有利于定型质量。
技术特征:
1.一种塑料挤出件定型机,包括水雾定型构件(1)、冷风定型构件(2)与输料构件(3),所述冷风定型构件(2)位于水雾定型构件(1)的一侧位置处,所述输料构件(3)位于水雾定型构件(1)的上侧位置处,其特征在于,所述输料构件(3)包括罩壳(4),所述罩壳(4)的内侧下端位置处安装有传输带(5),所述罩壳(4)的上侧设置有排气扇(6),所述水雾定型构件(1)包括雾化水箱(7),所述雾化水箱(7)的下侧设置有第一支撑架(8),所述雾化水箱(7)的内部安装有雾化片(9),所述雾化水箱(7)的上侧设置有出雾网(10),所述冷风定型构件(2)包括冷气置换箱(11),所述冷气置换箱(11)的下侧设置有第二支撑架(12),所述冷气置换箱(11)的下侧设置有进气扇(13),所述冷气置换箱(11)的上侧设置有出气网(14),所述冷气置换箱(11)的内部设置有冷热置换盘管(15),所述第二支撑架(12)的内侧设置有制冷构件(16),所述冷热置换盘管(15)的一端设置有循出管(18),所述冷热置换盘管(15)的另一端设置有循回管(17)。
2.根据权利要求1所述的一种塑料挤出件定型机,其特征在于,所述制冷构件(16)包括制冷箱(21),所述制冷箱(21)的下侧设置有第三支撑架(22),所述制冷箱(21)的内部安装有制冷片(23),所述制冷箱(21)的下侧对应制冷片(23)的位置处安装有散热排(24),所述制冷箱(21)的一端设置有抽水管(25),所述第三支撑架(22)的上侧安装有水泵(26)。
3.根据权利要求1所述的一种塑料挤出件定型机,其特征在于,所述罩壳(4)的前侧对应传输带(5)的位置处安装有传动电机(27),所述雾化水箱(7)的内部临近雾化片(9)的位置处安装有加热棒(19),所述雾化水箱(7)的内部临近加热棒(19)的位置处安装有温度传感器(20)。
4.根据权利要求1所述的一种塑料挤出件定型机,其特征在于,所述传输带(5)转动于罩壳(4)的内侧位置处,所述罩壳(4)的下端固定与雾化水箱(7)与冷气置换箱(11)的上侧位置处。
5.根据权利要求1所述的一种塑料挤出件定型机,其特征在于,所述制冷构件(16)的输出端与循出管(18)的输入端相贯通,所述循出管(18)的输出端与冷热置换盘管(15)的输入端相贯通,所述冷热置换盘管(15)的输出端与循回管(17)的输入端相贯通,所述循回管(17)的输出端与制冷构件(16)的输入端相贯通。
6.根据权利要求1所述的一种塑料挤出件定型机,其特征在于,所述罩壳(4)的下端与雾化水箱(7)的上端通过出雾网(10)相贯通,所述罩壳(4)的下端与冷气置换箱(11)的上端通过出气网(14)相贯通。
7.根据权利要求2所述的一种塑料挤出件定型机,其特征在于,所述循回管(17)的输出端与制冷箱(21)的输入端相贯通,所述制冷箱(21)的下端与抽水管(25)的输入端相贯通,所述抽水管(25)的输出端与水泵(26)的输入端相贯通,所述水泵(26)的输出端与循出管(18)的输入端相贯通。
8.根据权利要求3所述的一种塑料挤出件定型机,其特征在于,所述传输带(5)通过传动电机(27)转动于罩壳(4)的内侧位置处,所述加热棒(19)与温度传感器(20)设置有两组,两组所述加热棒(19)与温度传感器(20)对应安装在雾化水箱(7)的两端位置处。
技术总结
本发明涉及塑料挤出成型设备技术领域,具体是一种塑料挤出件定型机,包括水雾定型构件、冷风定型构件与输料构件,所述输料构件包括罩壳,所述罩壳的内侧下端位置处安装有传输带,所述罩壳的上侧设置有排气扇,所述水雾定型构件包括雾化水箱,所述雾化水箱的下侧设置有第一支撑架,所述雾化水箱的内部安装有雾化片,所述雾化水箱的上侧设置有出雾网。本发明通过水雾定型构件输出的雾化水对塑料挤出件一次定型,通过冷风定型构件输出的冷气对塑料挤出件二次定型,水雾定型构件对塑料挤出件的定型过程中气体流通缓慢,避免因气体冲击导致塑料挤出件变形,通过冷风定型构件制冷的方式强制冷却定型,避免滞留时间较长导致挤出件变形。
技术研发人员:何德方
受保护的技术使用者:贝尔智能装备(南通)有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!