一种聚氨酯板材的成型设备及其加工方法与流程
本技术属于聚氨酯加工设备的,尤其涉及一种聚氨酯板材的成型设备及其加工方法。
背景技术:
1、聚氨酯板材的生产通常是在指定温度下,由聚氨酯组合料发泡后得板材坯料,同时对坯料进行压厚处理,使板材坯料的生长被限制到指定厚度,再通过压辊将板材坯料与上下两层无纺布压合在一起。在进行聚氨酯板材生产中,聚氨酯组合料被喷洒在位于底层无纺布上的基布表面,并被传输至传送钢带机上,传送钢带机内置有加热设备,使钢带机上的传送钢带被加热至指定温度,使无纺布上的聚氨酯组合料在被钢带传送时,聚氨酯组合料受温度变化而开始发泡,同时传送钢带上方设有压辊,使发泡中的聚氨酯组合料生长被限制到指定厚度,从压辊出来的聚氨酯组合料完成发泡工作,得到板材坯料,并且套上一层顶层无纺布,进行压实工作。
2、现有公开号为cn113977843b的中国专利,公开了一种聚氨酯板材的成型加工设备,包括有第一固定架、第二固定架和第三固定架等;第一固定架下部的右侧连接有第二固定架;第二固定架下部的右侧连接有第三固定架。
3、上述成型加工设备虽然能够对聚氨酯板材的两侧边的无纺布边缘翻折形成封闭空间,但是翻边单元必须置于传送钢带边缘相邻,所生产的聚氨酯板材只有一种尺寸结构,不能进行调节,对此进行改进。
技术实现思路
1、本技术的目的是针对上述存在的技术问题,提供一种聚氨酯板材的成型设备,便于对聚氨酯板材加工尺寸进行提节,提高聚氨酯板材成型时尺寸的稳定性。
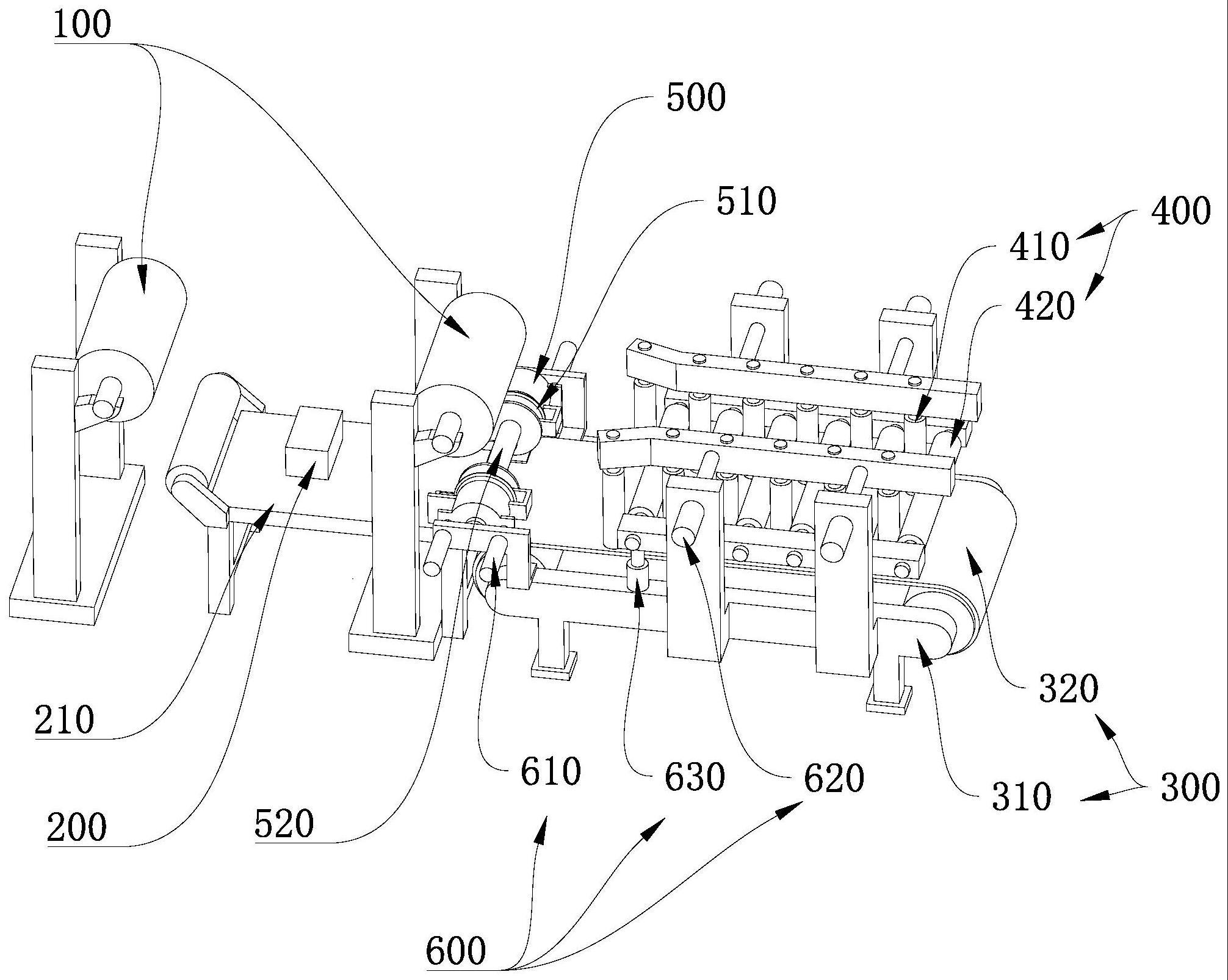
2、本技术提供了一种聚氨酯板材的成型设备,包括:
3、卷送装置,用于将底层和顶层的面料放卷;
4、喷淋装置,用于将聚氨酯组合料喷涂于底层面料上,所述喷淋装置包括喷淋台;
5、输送装置,用于输送面料及聚氨酯组合料,所述输送装置包括输送架、传送钢带;
6、加热装置,安装于输送装置上,用于对聚氨酯组合料进行加热发泡;
7、定型装置,用于将聚氨酯板材定型出所需的尺寸,所述定型装置包括宽度定型组件、高度定型组件;
8、焊接装置,用于将底层和顶层面料焊接,所述焊接装置包括超声波焊接头;
9、调节装置,用于调节聚氨酯板材成型后的尺寸;
10、其中,所述输送装置设置有导向辊,所述导向辊安装于输送架上,所述超声波焊接头安装于导向辊上。
11、卷送装置上放置卷状的面料,便于面料的放卷,喷淋台的一侧放置底层面料,在经过喷淋台后将聚氨酯组合料喷淋至底层面料上,喷淋台的另一侧放置顶层面料,底层面料在完成聚氨酯组合料喷淋后将顶层面料覆盖在底层面料上,并输送至输送装置上,在进入输送装置时顶层面料绕过导向辊,同时通过焊接装置对底层面料和顶层面料进行焊接,将面料的两侧边焊接,底层面料、聚氨酯组合料、顶层面料组合后置于输送装置上通过传送钢带进行输送,通过加热装置进行加热后使聚氨酯组合料发泡膨胀,然后在定型装置的作用下成型出规则尺寸的聚氨酯板材,在聚氨酯发泡时,通过底层面料和顶层面料之间的焊接,对聚氨酯发泡膨胀进行限制。
12、宽度定型组件通过在两侧侧边设置压辊,高度定型组件在上方设置压辊,当聚氨酯发泡时,通过宽度定型组件和高度定型组件上的压辊以及传送钢带对面料的共同作用,使聚氨酯板材成型出截面为矩形的板材,宽度定型组件上的压辊与高度定型组件上的压辊之间交替分布,保证定型装置的稳定作用,在聚氨酯发泡前将顶层面料与底层面料焊接,同时减少了聚氨酯板材的侧边的不规则成型,减少裁剪工艺,提高材料利用率,降低生产成本。
13、进一步的,所述调节装置包括:
14、第一调节气缸,置于焊接装置与输送架之间;
15、第二调节气缸,置于宽度定型组件与输送架之间;
16、第三调节气缸,置于高度定型组件与输送架之间。
17、通过第一调节气缸对焊接装置进行调节,适用于不同宽度的面料,通过第二调节气缸用于调节宽度定型组件的位置,通过两侧的宽度定型组件对聚氨酯板材进行限制,实现对成型后聚氨酯板材的宽度调节,通过第三调节气缸用于调节高度定型组件的位置,通过高度定型组件和传动钢带之间的距离确定成型后聚氨酯板材的厚度。
18、进一步的,所述焊接装置包括:
19、安装座,与导向辊的轴线相同;
20、耐磨件,置于安装座与导向辊之间;
21、夹紧轮,安装于安装座上;
22、焊接座,安装于安装座上,且与超声波焊接头对应;
23、活动座,与超声波焊接头之间通过轴承连接;
24、活动组件,置于活动座与安装座之间;
25、稳定组件,置于活动座与安装座之间;
26、反馈组件,用于检测超声波焊接头的位置状态;
27、其中,所述夹紧轮与超声波焊接头的内侧面相邻。
28、安装座安装在导向辊上,耐磨件安装在安装座上,当导线管转动时,耐磨件与导向辊之间滑动摩擦,超声波焊接头的直径大于导向辊的直径,顶层面料在宽度方向上,从导向辊至超声波焊接头的过度通过夹紧轮进行夹紧,提高顶层面料的焊接精度,且放置面料焊接时对已喷涂的聚氨酯组合料作用,防止聚氨酯组合料向两边挤压,通过活动座使焊接头在安装座上进行活动,通过活动座与超声波焊接头之间轴承连接,保证超声波焊接头工作时的转动,通过活动组件控制活动座活动,通过稳定组件使活动座活动时的稳定性,通过反馈组件进行检测,检测超声波焊接头的位置状态,夹紧轮设置有两个,一个置于安装座上,顶层面料置于夹紧轮与焊接座之间,另一个置于安装座上,顶层面料置于夹紧轮与导向辊之间。
29、进一步的,所述活动组件包括:
30、凸轮;
31、驱动装置,用于驱动凸轮转动;
32、第一连接杆,其两端分别活动连接于凸轮与活动座之间;
33、滑轨,安装于安装座上;
34、滑块,置于滑轨上;
35、凸缘,置于凸轮的边缘,所述凸缘的延伸方向与凸轮的轴线方向相同;
36、限位轮,安装于安装座上,所述限位轮置于凸轮的两侧且置于凸缘的内外两侧;
37、其中,所述凸轮活动安装于滑块上,所述驱动装置安装于滑块上。
38、驱动装置驱动凸轮转动,第一连接杆与凸轮之间通过球关节连接,第一连接杆与活动座之间通过球关节连接,限位轮作用在凸缘上,当凸轮转动时通过限位轮对凸缘进行限制,从而通过滑轨、滑块使凸轮的轴线移动,滑块与活动座之间连接,滑块移动时拉动活动座沿滑轨轴线方向移动,凸轮转动时,通过第一连接杆拉动活动座转动,实现超声波焊接头的偏转以及沿导向辊的轴线方向移动,实现超声波焊接头焊接时在面料上的焊接纹呈波浪状,当聚氨酯发泡时面料撑起,对焊接位置进行撕裂作用,通过波浪状的焊接纹提高抗撕裂的作用,进一步提高焊接稳定性。
39、进一步的,所述稳定组件包括:
40、稳定座;
41、移动槽,置于安装座上且与稳定座适配;
42、转轴,置于活动座上,所述转轴的轴线与活动座的轴线垂直,所述转轴与稳定座适配;
43、连接座,置于稳定座与滑块之间;
44、第一齿轮,置于安装座上;
45、第一齿条,置于连接座上,所述第一齿条与第一齿轮适配,所述第一齿条分别置于第一齿轮的两侧;
46、平衡组件,置于连接座上;
47、其中,所述连接座设置有抽压腔,所述抽压腔设置有活塞,所述活塞与第一齿条连接,所述连接座设置有储气腔,所述储气腔分别与抽压腔单独对应,所述平衡组件连接两个储气腔之间。
48、稳定座在移动槽中移动,活动座通过转轴与稳定座铰接,通过连接座将稳定座与滑块连接,使稳定座、活动座与滑块同时移动,实现活动座的转动以及平移运动,与焊接的波浪纹对应,连接座在移动过程中,通过第一齿轮与第一齿条啮合,当连接座移动时,第一齿条在连接座上移动,其中一个第一齿条控制对应的活塞对对应的抽压腔进行压缩,另一个第一齿条控制对应的活塞对对应的抽压腔进行抽吸,抽压腔连接储气腔,实现活塞移动的阻力作用,实现连接座移动时的稳定性,连接座移动至行程端部时通过平衡组件使两个储气腔相同,使气压平衡,从而实现后续的稳定作用。
49、进一步的,所述平衡组件包括:
50、旋转开关,置于连接座上且置于两个储气腔之间,所述旋转开关设置有连通孔;
51、柄部,安装于旋转开关上;
52、复位板,安装于旋转开关上;
53、复位弹簧,置于复位板的两侧;
54、阻尼器,置于复位板与连接座之间;
55、其中,所述第一齿条设置有与柄部适配的拨动部。
56、旋转开关通过第一齿条移动使拨动部作用在柄部上,使旋转开关转动,通过连通孔将两个储气腔连通,失信气压平均,在超声波焊接头进行焊接过程中,连接座存在到达行程端部后迅速返回,通过复位弹簧、阻尼器增加旋转开关的打开时间,保证储气腔的充分平均,提高稳定组件的在连接座连接移动过程中的稳定作用。
57、进一步的,所述反馈组件包括:
58、第一电磁体,分布于移动槽的两侧;
59、第一传感器,置于稳定座上且与第一电磁体适配;
60、磁轭,安装于稳定座上且套接于转轴的端部;
61、第二电磁体,置于转轴上;
62、第二传感器,置于磁轭的内壁面且与第二电磁体对应。
63、稳定座在移动槽中移动,通过第一传感器进行感应,产生信号,转轴转动,通过第二传感器感应第二磁铁,产生信号,将信号传输至处理器分析,确定超声波焊接头的移动位置和偏转位置,提高焊接精度,通过磁轭阻挡第一电磁铁与第二电磁体之间的相互影响,进一步提高第一传感器和第二传感器的检测性能。
64、进一步的,所述活动组件设置有置于限位轮与安装座之间的调节组件,所述调节组件包括:
65、调节电机,安装于安装座上;
66、调节座;
67、丝杆,与调节座之间活动连接;
68、内螺纹套,安装于安装座上;
69、压紧弹簧,置于调节座上;
70、其中,所述调节电机驱动内螺纹套转动,所述丝杆与内螺纹套配合,所述调节座设置有限位槽,所述安装座设置有与限位槽适配的限位凸起,所述限位轮置于凸缘的内侧组或者外侧组安装于调节座上。
71、调节组件对限位轮进行调节,通过调节电机驱动内螺纹套转动,通过丝杆与内螺纹之间的相互作用使调节座移动,从而调节凸缘内外两侧的限位轮与凸缘相互作用的转换时间,从而控制焊接头在位于波峰或者波谷的停留时间,同时改变焊接纹的波峰波谷之间的宽度,通过压紧弹簧作用在调节座上,提高凸缘内外两侧的限位轮与凸缘相互作用转换时的稳定性,丝杆与调节座之间仅在轴线方向上移动,无法沿周线转动,通过限位槽、限位凸起限制调节座转动。
72、本技术还提供了一种聚氨酯板材的成型设备的加工方法,加工步骤包括:
73、s1,底层面料通过卷送装置放卷后经过喷淋装置,通过喷淋装置将聚氨酯组合料喷涂于底层面料上,底层面料继续移动至输送装置上;
74、s2,通过调节装置调节焊接装置的位置,顶层面料通过卷送装置放卷后通过导向辊,安装在导向辊上的焊接装置将顶层面料与底层面料焊接,控制焊接后的顶层面料与底层面料形成封闭截面的周长与所需加工的聚氨酯板材的截面的周长适配;
75、s3,通过调节装置调节宽度定型组件和高度定型组件的位置,通过加热装置对聚氨酯组合料进行加热发泡,同时顶层面料与底层面料形成的封闭空间通过定型装置进行定型,通过宽度定型组件控制聚氨酯板材的宽度,通过高度定型组件控制聚氨酯板材的厚度。
76、通过底层面料和顶层面料的两侧边焊接,底层面料、聚氨酯组合料、顶层面料组合后置于输送装置上通过传送钢带进行输送并通过加热装置进行加热后使聚氨酯组合料发泡膨胀,在定型装置的作用下成型出所需尺寸的聚氨酯板材,且该聚氨酯板材能够通过定型装置进行调节,聚氨酯发泡时通过底层面料和顶层面料的两侧边焊接,防止聚氨酯泄漏污染压辊,提高生产设备的洁净,且通过聚氨酯组合料先喷涂,再将底层面料与顶层面料焊接,提高了顶层面料与底层面料之间聚氨酯组合料的分布均匀性,使聚氨酯发泡后分布均匀,产品质量稳定。
77、本技术的有益效果是:
78、1、通过焊接装置对底层面料和顶层面料两侧边焊接,底层面料、聚氨酯组合料、顶层面料组合后置于输送装置上通过传送钢带进行输送,通过加热装置进行加热后使聚氨酯组合料发泡膨胀,然后在定型装置的作用下成型出规则尺寸的聚氨酯板材,在聚氨酯发泡时,通过底层面料和顶层面料之间的焊接,对聚氨酯发泡膨胀进行限制。
79、2、通过第一调节气缸对焊接装置进行调节,适用于不同宽度的面料,通过第二调节气缸用于调节宽度定型组件的位置,通过两侧的宽度定型组件对聚氨酯板材进行限制,实现对成型后聚氨酯板材的宽度调节,通过第三调节气缸用于调节高度定型组件的位置,通过高度定型组件和传动钢带之间的距离确定成型后聚氨酯板材的厚度,通过调节装置对于聚氨酯板材的成型尺寸调节更加方便快捷。
80、3、通过活动座使焊接头在安装座上进行活动,通过活动组件控制活动座活动,通过稳定组件使活动座活动时的稳定性,通过反馈组件进行检测,检测超声波焊接头的位置状态。
81、4、当凸轮转动时通过限位轮对凸缘进行限制,从而通过滑轨、滑块使凸轮的轴线移动,滑块与活动座之间连接,滑块移动时拉动活动座沿滑轨轴线方向移动,凸轮转动时,通过第一连接杆拉动活动座转动,实现超声波焊接头的偏转以及沿导向辊的轴线方向移动,实现超声波焊接头焊接时在面料上的焊接纹呈波浪状,提高聚氨酯发泡膨胀时顶层面料与底层面料之间的张力作用,使顶层面料与底层面料之间的连接更加稳固。
- 还没有人留言评论。精彩留言会获得点赞!