家具膜的加工方法及系统与流程
本申请涉及智能调控领域,且更为具体地,涉及一种家具膜的加工方法及系统。
背景技术:
1、一种家具膜的制作方式是将高分子树脂粉末、超细钙粉、液体增塑胶、抗老化剂和颜料投入到搅拌装置里,搅拌均匀,进入密炼机中初步塑化,进入开炼机中继续塑化,进入挤出机中进一步均匀塑化,进入压延机中压延成型,形成基材层;采用喷涂机在基材层的下侧喷涂抗菌剂,形成抗菌层;使用印刷机在基材层的上侧进行印刷,形成印刷层;最后,运用贴合机将保护层和印刷层粘合在一起,制成家具膜。
2、在家具膜的制作过程中,调节压延机中辊子之间的距离是非常重要的步骤。辊子之间的距离决定了薄膜的厚度,如果距离不一致,膜的厚度会不均匀,这样会导致薄膜在使用过程中的性能不稳定,影响产品质量。
3、因此,需要一种优化的家具膜的加工方案。
技术实现思路
1、为了解决上述技术问题,提出了本申请。本申请的实施例提供了一种家具膜的加工方法及系统,其通过对压延机的压延视频进行特征提取来判断压延过程制得的基材层的厚度是否均匀,从而来实时调整压延机中辊子之间的距离。这样,可以及时调整生产过程,生产出厚度均匀的基材层,有利于提升家具膜的质量和性能稳定性。
2、根据本申请的一个方面,提供了一种家具膜的加工方法,其包括:
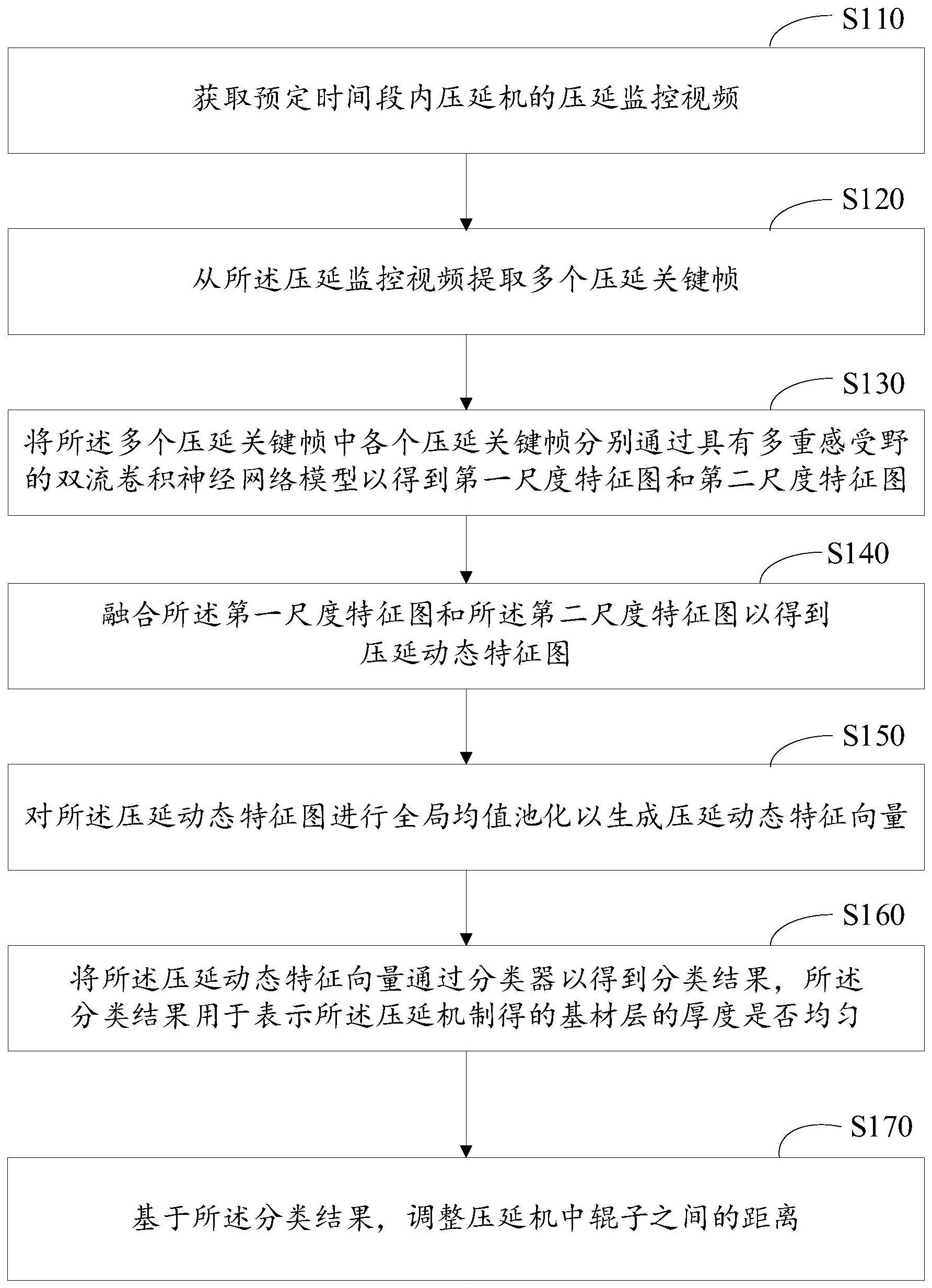
3、获取预定时间段内压延机的压延监控视频;
4、从所述压延监控视频提取多个压延关键帧;
5、将所述多个压延关键帧中各个压延关键帧分别通过具有多重感受野的双流卷积神经网络模型以得到第一尺度特征图和第二尺度特征图;
6、融合所述所述第一尺度特征图和所述第二尺度特征图以得到压延动态特征图;
7、对所述压延动态特征图进行全局均值池化以生成压延动态特征向量;
8、将所述压延动态特征向量通过分类器以得到分类结果,所述分类结果用于表示所述压延机制得的基材层的厚度是否均匀;
9、基于所述分类结果,调整压延机中辊子之间的距离。
10、在上述家具膜的加工方法中,所述从所述压延监控视频提取多个压延关键帧,包括:以预定采样频率从所述压延监控视频提取所述多个压延关键帧。
11、在上述家具膜的加工方法中,所述将所述多个压延关键帧中各个压延关键帧分别通过具有多重感受野的双流卷积神经网络模型以得到第一尺度特征图和第二尺度特征图,包括:使用所述双流卷积神经网络模型的第一卷积分支的各层在层的正向传递中分别对输入数据进行基于第一卷积核的卷积处理、池化处理和非线性激活处理以由所述第一卷积分支的最后一层输出所述第一尺度特征图;使用所述双流卷积神经网络模型的第二卷积分支的各层在层的正向传递中分别对输入数据进行基于第二卷积核的卷积处理、池化处理和非线性激活处理以由所述第二卷积分支的最后一层输出所述第二尺度特征图,其中,所述第二卷积核的尺寸不同于所述第一卷积核的尺寸。
12、在上述家具膜的加工方法中,所述融合所述所述第一尺度特征图和所述第二尺度特征图以得到压延动态特征图,包括:将所述第一尺度特征图和所述第二尺度特征图分别通过基于全连接层的全感知模块以得到第一全感知特征向量和第二全感知特征向量;对所述第一全感知特征向量和所述第二全感知特征向量进行关联编码以得到融合全感知特征矩阵;计算所述第一尺度特征图的沿通道维度的各个特征矩阵相对于所述融合全感知特征矩阵的转移矩阵,并计算所述各个转移矩阵的全局均值以得到多个第一转移特征值;计算所述第二尺度特征图的沿通道维度的各个特征矩阵相对于所述融合全感知特征矩阵的转移矩阵,并计算所述各个转移矩阵的全局均值以得到多个第二转移特征值;对所述多个第一转移特征值和所述多个第二转移特征值进行基于最大值的归一化处理以得到第一特征流形几何复杂度约束特征向量和第二特征流形几何复杂度约束特征向量;以所述第一特征流形几何复杂度约束特征向量和第二特征流形几何复杂度约束特征向量中各个位置的特征值作为权重分别对所述第一尺度特征图的沿通道维度的各个特征矩阵和所述第二尺度特征图的沿通道维度的各个特征矩阵进行加权以得到优化第一尺度特征图和优化第二尺度特征图;将所述优化第一尺度特征图和所述优化第二尺度特征图沿着通道维度进行聚合以得到所述压延动态特征图。
13、在上述家具膜的加工方法中,所述将所述压延动态特征向量通过分类器以得到分类结果,所述分类结果用于表示所述压延机制得的基材层的厚度是否均匀,包括:使用所述分类器以如下分类公式对所述压延动态特征向量进行处理以生成所述分类结果;其中,所述分类公式为:
14、o=softmax{(mc,bc)|vc}
15、其中o为所述分类结果,vc表示所述压延动态特征向量,mc为全连接层的权重矩阵,bc表示全连接层的偏向向量,softmax为归一化指数函数。
16、根据本申请的另一方面,提供了一种家具膜的加工系统,其包括:
17、视频数据获取模块,用于获取预定时间段内压延机的压延监控视频;
18、关键帧提取模块,用于从所述压延监控视频提取多个压延关键帧;
19、压延特征提取模块,用于将所述多个压延关键帧中各个压延关键帧分别通过具有多重感受野的双流卷积神经网络模型以得到第一尺度特征图和第二尺度特征图;
20、多尺度特征融合模块,用于融合所述所述第一尺度特征图和所述第二尺度特征图以得到压延动态特征图;
21、降维模块,用于对所述压延动态特征图进行全局均值池化以生成压延动态特征向量;
22、厚度判断结果生成模块,用于将所述压延动态特征向量通过分类器以得到分类结果,所述分类结果用于表示所述压延机制得的基材层的厚度是否均匀;
23、调控模块,用于基于所述分类结果,调整压延机中辊子之间的距离。
24、与现有技术相比,本申请提供的家具膜的加工方法及系统,其通过对压延机的压延视频进行特征提取来判断压延过程制得的基材层的厚度是否均匀,从而来实时调整压延机中辊子之间的距离。这样,可以及时调整生产过程,生产出厚度均匀的基材层,有利于提升家具膜的质量和性能稳定性。
技术特征:
1.一种家具膜的加工方法,其特征在于,包括:
2.根据权利要求1所述的家具膜的加工方法,其特征在于,从所述压延监控视频提取多个压延关键帧,包括:以预定采样频率从所述压延监控视频提取所述多个压延关键帧。
3.根据权利要求2所述的家具膜的加工方法,其特征在于,将所述多个压延关键帧中各个压延关键帧分别通过具有多重感受野的双流卷积神经网络模型以得到第一尺度特征图和第二尺度特征图,包括:
4.根据权利要求3所述的家具膜的加工方法,其特征在于,融合所述所述第一尺度特征图和所述第二尺度特征图以得到压延动态特征图,包括:
5.根据权利要求4所述的家具膜的加工方法,其特征在于,将所述压延动态特征向量通过分类器以得到分类结果,所述分类结果用于表示所述压延机制得的基材层的厚度是否均匀,包括:使用所述分类器以如下分类公式对所述压延动态特征向量进行处理以生成所述分类结果;
6.一种家具膜的加工系统,其特征在于,包括:
7.根据权利要求6所述的家具膜的加工系统,其特征在于,所述关键帧提取模块,用于:以预定采样频率从所述压延监控视频提取所述多个压延关键帧。
8.根据权利要求7所述的家具膜的加工系统,其特征在于,所述压延特征提取模块,包括:
9.根据权利要求8所述的家具膜的加工系统,其特征在于,所述多尺度特征融合模块,包括:
10.根据权利要求9所述的家具膜的加工系统,其特征在于,所述厚度判断结果生成模块,用于:使用所述分类器以如下分类公式对所述压延动态特征向量进行处理以生成所述分类结果;
技术总结
本申请涉及智能调控领域,其具体地公开了一种家具膜的加工方法及系统,其通过对压延机的压延视频进行特征提取来判断压延过程制得的基材层的厚度是否均匀,从而来实时调整压延机中辊子之间的距离。这样,可以及时调整生产过程,生产出厚度均匀的基材层,有利于提升家具膜的质量和性能稳定性。
技术研发人员:邹广,项淑娜,肖锋
受保护的技术使用者:全椒光太胶粘制品有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!