胶管扣压装置及扣压工艺的制作方法
本发明涉及管道连接,尤其是涉及一种胶管扣压装置及扣压工艺。
背景技术:
1、胶管具有重量轻,易曲挠,能适应振动环境等优点,被广泛应用于汽车空调制冷剂管路等领域。汽车空调胶管通常采用钢丝增强的合成胶管。常见的汽车空调制冷剂管路接头为铝套连接式,铝套连接式胶管接头采用铝套将铝管和胶管连接起来,将铝管和胶管插入铝套,然后用扣压装置扣压铝套,以达到连接并密封铝管与胶管的目的。
2、汽车空调用胶管扣压的标准是满足一定压力下的密封要求,且不破坏胶管内胶及钢丝。然而,要想满足一定压力下的密封要求,扣压力度要大;要想不破坏内胶或钢丝,扣压力度要小。
3、汽车空调管路存在以下特点:制冷剂在进行制冷循环过程中,压缩机出口的制冷剂为高温高压状态;此外,压缩机出口的制冷剂管路在工作和停机时存在温度和压力的大幅变化;另外,制冷剂管路在振动环境下工作。由于以上原因,当接到新的扣压任务时,施工人员难以根据经验准确计算扣压尺寸,扣压完一次后,经过高温环境下的耐压测试,如果密封性不达标,则需要再次进行扣压。再次扣压时,由于铝套的受力位置以及角度可能发生变化,导致再次扣压并不能提高胶管接头的密封性,甚至会使密封性降低,使用寿命会降低。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种胶管扣压装置。
2、为了实现上述目的,本发明采用了如下技术方案:
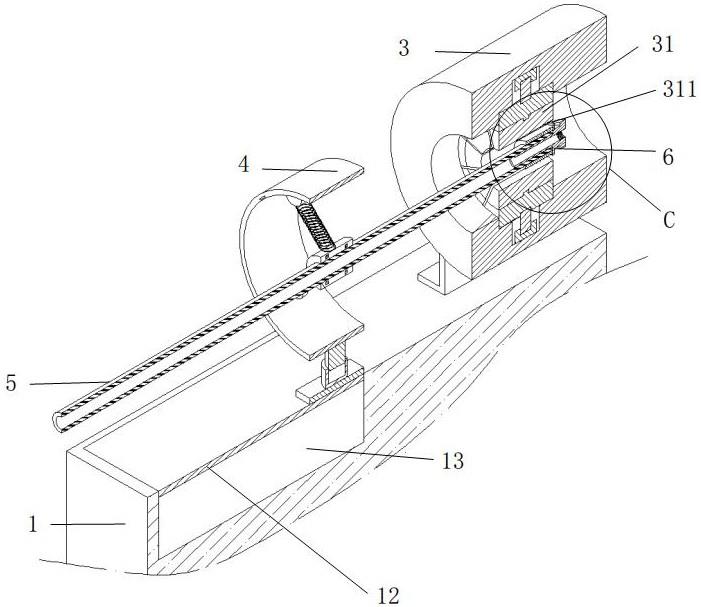
3、一种胶管扣压装置,包括工作台、安装在所述工作台的工作台面上的操作箱、位于所述操作箱一侧的扣压组件;
4、所述扣压组件包括若干模具,若干所述模具用于向接头施加径向扣压力;所述接头包括铝管和铝套;
5、一个或多个所述模具在其与接头接触的扣压面上设置具有第一圆锥形面的定位锥,所述定位锥用于在铝套上扣压出具有第二圆锥形面的定位槽;
6、所述胶管扣压装置还包括与所述扣压组件同轴设置的夹持组件。
7、所述夹持组件包括第一夹持块、第二夹持块、弹簧、连接块、支撑筒体、上支撑杆、下支撑杆和底座。
8、所述第一夹持块上设有第一卡块和第一卡槽,所述第二夹持块上设有第二卡块和第二卡槽,所述第一卡块和第一卡槽与所述第二卡块和第二卡槽相互配合,使所述第一夹持块和所述第二夹持块相互连接,用于夹持胶管。
9、互相连接的两个夹持块形成的筒体的外表面沿周向均匀连接有若干弹簧,若干所述弹簧的另一端连接有连接块,所述连接块上设置有滑块。所述滑块设置于支撑筒体内壁的沿轴向设置的滑槽内。
10、支撑筒体下方固定连接有上支撑杆,所述上支撑杆下方设置有下支撑杆,所述上支撑杆和下支撑杆之间构成伸缩结构,该伸缩结构可以调节所述夹持组件的高度。
11、所述下支撑杆通过底座设置于工作台面上。
12、滑块和滑槽在其互相接触的表面均设置有低摩擦材料,可使夹持块在轴向低摩擦地移动。在滑块和滑槽之间的滑动接触面设置的低摩擦材料可以允许滑块相对于滑槽的滑动更加光滑,进而使夹持组件所加持的胶管在轴向上的运动阻力更小。其中,低摩擦材料可以是聚四氟乙烯。
13、所述夹持组件中,由于所述夹持块与支撑筒体的连接中设置了若干弹簧,当胶管扣压装置对接头进行再次扣压时,所述夹持块所夹持的胶管能够沿轴向、径向以及周向小幅度低阻力运动;由于所述夹持块与支撑筒体的连接中设置了滑块和滑槽,当胶管扣压装置对接头进行再次扣压时,进一步有助于所述夹持块夹持的胶管沿轴向低阻力运动。
14、优选地,所述模具为8个,仅在正上方的模具设置定位锥。
15、优选地,所述弹簧为4个,其均匀连接在所述夹持块轴向中间位置。
16、所述底座与工作台转动连接;工作台上表面开设有用于容纳所述夹持组件的收纳槽,收纳槽的槽口设有能够打开或关闭所述收纳槽的门页。当所述夹持组件工作时,所述门页用于支撑底座,当所述夹持组件收纳于所述收纳槽时,门页的上表面构成工作台面的一部分。
17、优选地,该胶管扣压装置适用于汽车空调胶管扣压。
18、优选地,该胶管扣压装置适用于采用钢丝增强的合成胶管的汽车空调胶管扣压。
19、采用上述胶管扣压装置的扣压工艺,包括如下步骤:
20、s1、铝管和胶管插入铝套,胶管扣压装置以预定扣压尺寸扣压所述铝套,使所述铝管和胶管进行密封连接;
21、s2、在预定条件下,对所述铝管和胶管连接的密封性进行试压检验;
22、s3、若检验结果为所述铝管和胶管连接的密封性合格,则进行s13步骤;若检验结果为所述铝管和胶管连接的密封性不合格,则进行s4;
23、s4、将所述扣压尺寸调小,调小幅度为长度x;
24、s5、打开门页,将夹持组件从收纳槽中取出并水平固定其底座;
25、s6、在铝套的定位槽处涂抹润滑油,在模具的定位锥处涂抹润滑油;
26、s7、胶管穿过所述夹持组件并将接头放至扣压组件内;
27、s8、调整所述胶管的位置及角度,使所述定位槽与定位锥位置初步对齐,同时第一夹持块和第二夹持块相互配合,夹持所述胶管;
28、s9、调整伸缩结构的长度,使所述胶管轴线水平;
29、s10、移动连接块使滑块在滑槽内滑动,以进一步调整所述胶管位置,使所述定位槽与定位锥位置进一步对齐;
30、s11、按下操作面板上的启动按钮,进行再次扣压;
31、s12、检查所述胶管的内胶或钢丝是否被破坏,若是,则终止扣压工艺;若否,返回s2步骤。
32、s13、接头连接密封性合格,完成扣压。
33、s2步骤中,所述预定条件包括检验温度为100±2℃。
34、s4步骤中,所述长度x为所述胶管外径的0.2%-1%倍。
35、所述定位锥的第一圆锥形面具有第一顶点,所述定位槽的第二圆锥形面具有第二顶点。在步骤s8和s10中,所述定位槽与定位锥位置初步对齐;在步骤s11中,随着所述模具31沿径向进行扣压,在所述定位槽与定位锥的相互作用下,使所述铝套受到扣压力之前会进行轴向运动和周向角度调整;当定位槽与定位锥位置完全重合时,所述铝套的扣压面才开始收到所述模具的扣压力。
36、同时,所述胶管夹持于所述夹持组件中,由于所述夹持块与支撑筒体的连接中设置了若干弹簧,当胶管扣压装置对接头进行再次扣压时,所述夹持块所夹持的胶管能够沿轴向、径向以及周向小幅度低阻力运动;由于所述夹持块与支撑筒体的连接中设置了滑块和滑槽,当胶管扣压装置对接头进行再次扣压时,进一步有助于所述夹持块夹持的胶管沿轴向低阻力运动。
37、本发明具有以下有益效果:
38、当胶管扣压装置对接头进行再次扣压时,通过设置于模具扣压面上的定位锥和夹持组件,使模具对接头铝套施加的扣压力的受力位置和受力角度与前一次扣压相同,避免多次扣压时铝套的受力位置以及角度发生变化,进而确保再次扣压能够提高接管的密封强度,同时提高接头和管路的使用寿命。
- 还没有人留言评论。精彩留言会获得点赞!