一种PVC压延膜生产工艺的制作方法
本申请涉及pvc压延膜的,尤其是涉及一种pvc压延膜生产工艺。
背景技术:
1、pvc压延膜在生产中,包括如下步骤,投料、挤出、成型、冷却、裁边和收卷步骤。在冷却步骤中,若冷却温度控制的不好,则会导致pvc压延膜成品不符合标准。公开号为cn103144236a的中国发明专利公开了一种pvc压延膜的生产工艺,其公开了冷却辊为三组,三组冷却辊的温度呈阶梯式降低。从而保证冷却效果,但是当后一组的温度大于前一组的温度时,易导致pvc压延膜不符合要求。
技术实现思路
1、针对现有技术存在的不足,本申请的目的之一是提供一种pvc压延膜生产工艺,其具有能够对冷却辊温度进行控制,减低生产出的pvc压延膜不符合要求的概率的优点。
2、本申请的上述目的是通过以下技术方案得以实现的:
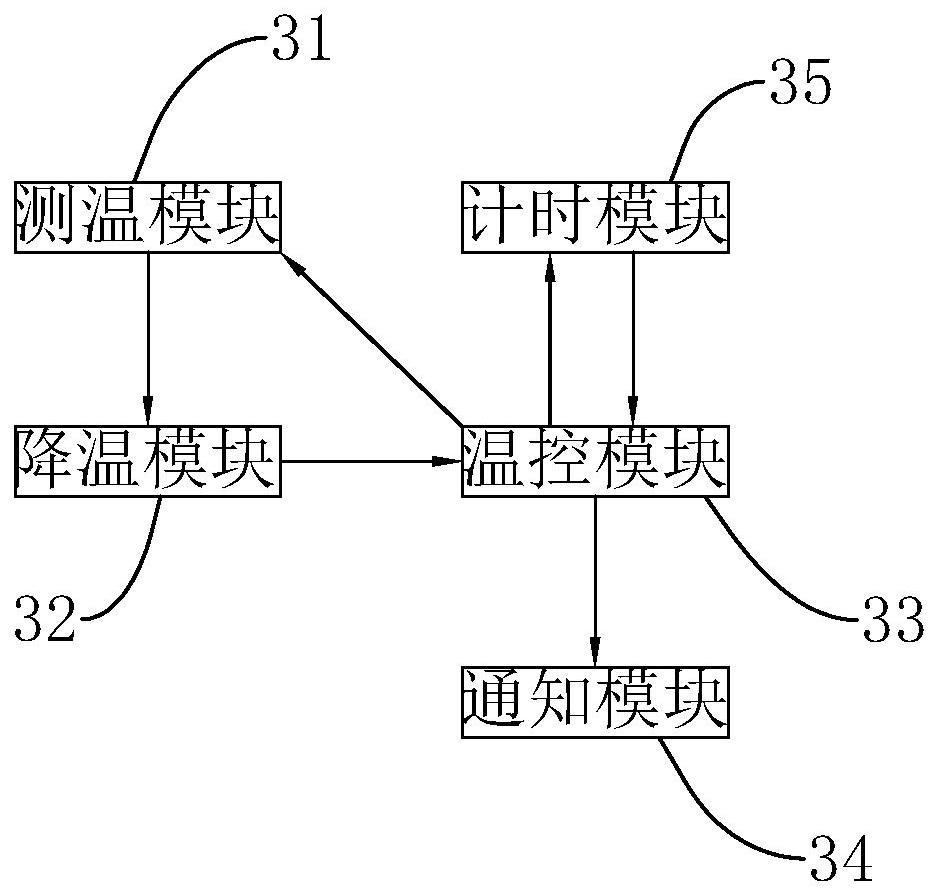
3、一种pvc压延膜生产工艺,包括如下步骤,投料、挤出、成型、冷却、裁边和收卷步骤,在冷却步骤中,包括一级冷却辊、二级冷却辊和三级冷却辊,一级冷却辊、二级冷却辊和三级冷却辊的冷却温度依次降低,在冷却步骤中,采用控制系统,控制系统包括测温模块、温控模块、降温模块和通知模块,测温模块用于检测所述的一级冷却辊的温度,并将温度发送至降温模块,所述的降温模块接收到测温模块所发送的温度后,进行差值运算,得出二级冷却辊对应的温度和三级冷却辊对应的温度,并发送至温控模块,温控模块根据降温模块所发送的温度,对二级冷却辊和三级冷却辊进行温度调节,降温模块在接收到测温模块所发送的温度后,进行判断,若其未落入标准温度区间,发送通知信号至通知模块,通知模块接收到通知信号后,进行提示。
4、通过采用上述技术方案,即在冷却过程中,通过对冷却温度最高的以及冷却辊的温度进行检测,并根据检测结果进行差值运算,得出二级冷却辊和三级冷却辊的对应温度,并通过温控模块对二级冷却辊和三级冷却辊的温度进行调节,因此二级冷却辊和三级冷却辊的温度和一级冷却辊的温度相关联,因此能够有效减低后一组冷却辊的温度大于前一组冷却辊的温度的概率,因此能够减低生产出的pvc压延膜不符合要求的概率。
5、本申请在一较佳示例中可以进一步配置为:三级冷却辊的出水管和二级冷却辊的进水管相连通,二级冷却辊的出水管和一级冷却辊的进水管相连通,一级冷却管的出水管和三级冷却辊的进水管相连通,一级冷却辊、二级冷却辊和三级冷却辊的进水管上均设有调温装置。
6、通过采用上述技术方案,在当冷却辊与产品相接触后,冷却辊内的液体会升温,因此将三级冷却辊内的液体输送至二级冷却辊的进口处,因此使得能够减低对液体进行加热所耗费的能耗。
7、本申请在一较佳示例中可以进一步配置为:所述的调温装置包括调温管,调温管套设在进水管上,且与进水管的外壁形成腔室,腔室用于填充导热液体。
8、通过采用上述技术方案,调温管的存在,使得可以根据实际需要对液体的温度进行调控。
9、本申请在一较佳示例中可以进一步配置为:所述的调温装置还包括上水管和下水管,所述的上水管和所述的下水管均与所述的调温管相连通,所述的上水管和调温管的一侧相连通,下水管和调温管的另一侧相连通,所述的进水管上还设有回流管一和回流管二,回流管一和回流管二均与所述的调温管相连通,回流管一和回流管二上均设有阀门一,所述的进水管上还设有阀门二,位于回流管一与进水管的连接处为连接处一,回流管二和进水管的连接处为连接处二,阀门二位于连接处一和连接处二之间。
10、通过采用上述技术方案,在当进水管内的液体温度和标准温度差值较大时,通过与腔室内的液体进行混合,使得能快速的使得进水管内的液体温度复合要求。
11、本申请在一较佳示例中可以进一步配置为:所述的调温装置还包括搅拌叶,所述的搅拌叶转动安装在所述的进水管上,且位于连接处一和连接处二之间。
12、通过采用上述技术方案,在使用中,当液体从回流管一流动至回流管二处时,会使得搅拌叶转动,进而使得液体的混合效果更好。
13、本申请在一较佳示例中可以进一步配置为:所述的测温模块还用于检测各个进水管位于调温装置前的管内液体温度,测温模块还检测各腔室内的液体温度,温控模块读取进水管位于调温装置前的管内液体温度并读取对应腔室内的液体温度,并计算二者差值,若不在标准范围内,发送通知信号至通知模块。
14、通过采用上述技术方案,即通过测量进水管相应位置的温度和腔室内的液体的温度,并计算差值,但差值不在标准范围内时,表明经过调温后的温度不符合要求,进而通过通知模块进行通知。
15、本申请在一较佳示例中可以进一步配置为:若二者差值大于标准范围内的最大值,温控模块控制阀门二关闭,两个阀门一导通,使得进水管内的液体通过回流管一进入至腔室内,并通过回流管二再次进入至进水管内。
16、通过采用上述技术方案,当二者差值大于标准范围内的最大值时,表明需要进行混合冷却,因此使得冷却效果更好。
17、本申请在一较佳示例中可以进一步配置为:控制系统还包括计时模块,温控模块在关闭阀门二后,发送计时信号至计时模块,计时模块响应计时信号进行计时,并在计时结束后,获取测温模块对对应的冷却辊的测量温度,并发送至温控模块,温控模块接收到该温度后,与标准值进行比对,若不相同,发送检修信号至通知模块,通知模块在接收到检修信号后,进行提示。
18、通过采用上述技术方案,即在进行混合后,在一段时间后,对测温模块的温度进行检测,当温度仍不符合要求时,通过通知模块进行检修通知。
技术特征:
1.一种pvc压延膜生产工艺,其特征在于:包括如下步骤,投料、挤出、成型、冷却、裁边和收卷步骤,在冷却步骤中,包括一级冷却辊、二级冷却辊和三级冷却辊,一级冷却辊、二级冷却辊和三级冷却辊的冷却温度依次降低,在冷却步骤中,采用控制系统,控制系统包括测温模块(31)、温控模块(33)、降温模块(32)和通知模块(34),测温模块(31)用于检测所述的一级冷却辊的温度,并将温度发送至降温模块(32),所述的降温模块(32)接收到测温模块(31)所发送的温度后,进行差值运算,得出二级冷却辊对应的温度和三级冷却辊对应的温度,并发送至温控模块(33),温控模块(33)根据降温模块(32)所发送的温度,对二级冷却辊和三级冷却辊进行温度调节,降温模块(32)在接收到测温模块(31)所发送的温度后,进行判断,若其未落入标准温度区间,发送通知信号至通知模块(34),通知模块(34)接收到通知信号后,进行提示。
2.根据权利要求1所述的一种pvc压延膜生产工艺,其特征在于:三级冷却辊的出水管和二级冷却辊的进水管(1)相连通,二级冷却辊的出水管和一级冷却辊的进水管(1)相连通,一级冷却管的出水管和三级冷却辊的进水管(1)相连通,一级冷却辊、二级冷却辊和三级冷却辊的进水管(1)上均设有调温装置(2)。
3.根据权利要求2所述的一种pvc压延膜生产工艺,其特征在于:所述的调温装置(2)包括调温管(26),调温管(26)套设在进水管(1)上,且与进水管(1)的外壁形成腔室,腔室用于填充导热液体。
4.根据权利要求3所述的一种pvc压延膜生产工艺,其特征在于:所述的调温装置(2)还包括上水管(27)和下水管(28),所述的上水管(27)和所述的下水管(28)均与所述的调温管(26)相连通,所述的上水管(27)和调温管(26)的一侧相连通,下水管(28)和调温管(26)的另一侧相连通,所述的进水管(1)上还设有回流管一(21)和回流管二(22),回流管一(21)和回流管二(22)均与所述的调温管(26)相连通,回流管一(21)和回流管二(22)上均设有阀门一(23),所述的进水管(1)上还设有阀门二(24),位于回流管一(21)与进水管(1)的连接处为连接处一,回流管二(22)和进水管(1)的连接处为连接处二,阀门二(24)位于连接处一和连接处二之间。
5.根据权利要求4所述的一种pvc压延膜生产工艺,其特征在于:所述的调温装置(2)还包括搅拌叶(25),所述的搅拌叶(25)转动安装在所述的进水管(1)上,且位于连接处一和连接处二之间。
6.根据权利要求5所述的一种pvc压延膜生产工艺,其特征在于:所述的测温模块(31)还用于检测各个进水管(1)位于调温装置(2)前的管内液体温度,测温模块(31)还检测各腔室内的液体温度,温控模块(33)读取进水管(1)位于调温装置(2)前的管内液体温度并读取对应腔室内的液体温度,并计算二者差值,若不在标准范围内,发送通知信号至通知模块(34)。
7.根据权利要求6所述的一种pvc压延膜生产工艺,其特征在于:若二者差值大于标准范围内的最大值,温控模块(33)控制阀门二(24)关闭,两个阀门一(23)导通,使得进水管(1)内的液体通过回流管一(21)进入至腔室内,并通过回流管二(22)再次进入至进水管(1)内。
8.根据权利要求7所述的一种pvc压延膜生产工艺,其特征在于:控制系统还包括计时模块(35),温控模块(33)在关闭阀门二(24)后,发送计时信号至计时模块(35),计时模块(35)响应计时信号进行计时,并在计时结束后,获取测温模块(31)对对应的冷却辊的测量温度,并发送至温控模块(33),温控模块(33)接收到该温度后,与标准值进行比对,若不相同,发送检修信号至通知模块(34),通知模块(34)在接收到检修信号后,进行提示。
技术总结
本申请涉及一种PVC压延膜生产工艺,涉及PVC压延膜的技术领域,包括投料、挤出、成型、冷却、裁边和收卷步骤,在冷却步骤中,包括一级冷却辊、二级冷却辊和三级冷却辊,一级冷却辊、二级冷却辊和三级冷却辊的冷却温度依次降低,在冷却步骤中,采用控制系统,控制系统包括测温模块、温控模块、降温模块和通知模块,测温模块用于检测一级冷却辊的温度,并将温度发送至降温模块,降温模块接收到测温模块所发送的温度后,进行差值运算,得出二级冷却辊和三级冷却辊对应的温度,并发送至温控模块,温控模块根据温度,对二级冷却辊和三级冷却辊进行温度调节。本申请具有能够对冷却辊温度进行控制,减低生产出的PVC压延膜不符合要求的概率的优点。
技术研发人员:何千道
受保护的技术使用者:江苏瑞亿扬材料科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!