三层共挤压延合成环保石头纸片材及其制备方法与流程
本发明涉及石头纸加工领域,具体涉及一种三层共挤压延合成环保石头纸片材及其制备方法。
背景技术:
1、随着低碳、环保、节能、减排、绿色发展的理念在全球范围兴起,造纸工业领域不断在造纸原料、技术上寻求新的突破,石头造纸正成为我国逐步兴起的一个新兴产业,造纸方法的多元化,纸张来源的多样化是我国造纸科技持续发展的必然趋势之一,以无机粉体材料为原料的石头造纸技术的开发和利用,则从原料来源和制造工艺上对现有造纸方法进行了有益的补充,同时石头造纸产业的发展解决了传统植物纤维造纸高耗能、高污染的问题,降低了以树脂为主要组成的合成纸成本高的缺陷,环保石头纸在各领域的广泛应用,将对于绿色发展起到巨大推动作用。
2、现有技术的石头纸生产制备方法包含了挤出吹塑、流延成型等方法,其多数为单层(b层)挤出机,自动化程度低、能耗高、产能低、成本高,产品功能单一且品质不稳定。
技术实现思路
1、有鉴于此,为解决上述问题的至少一个,本发明所公开的实施例提供一种三层共挤压延合成环保石头纸片材及其制备方法。
2、为解决上述技术问题,第一方面,本发明所公开的实施例采用如下技术方案:
3、一种三层共挤压延合成环保石头纸片材的制备方法,所述制备方法包括:
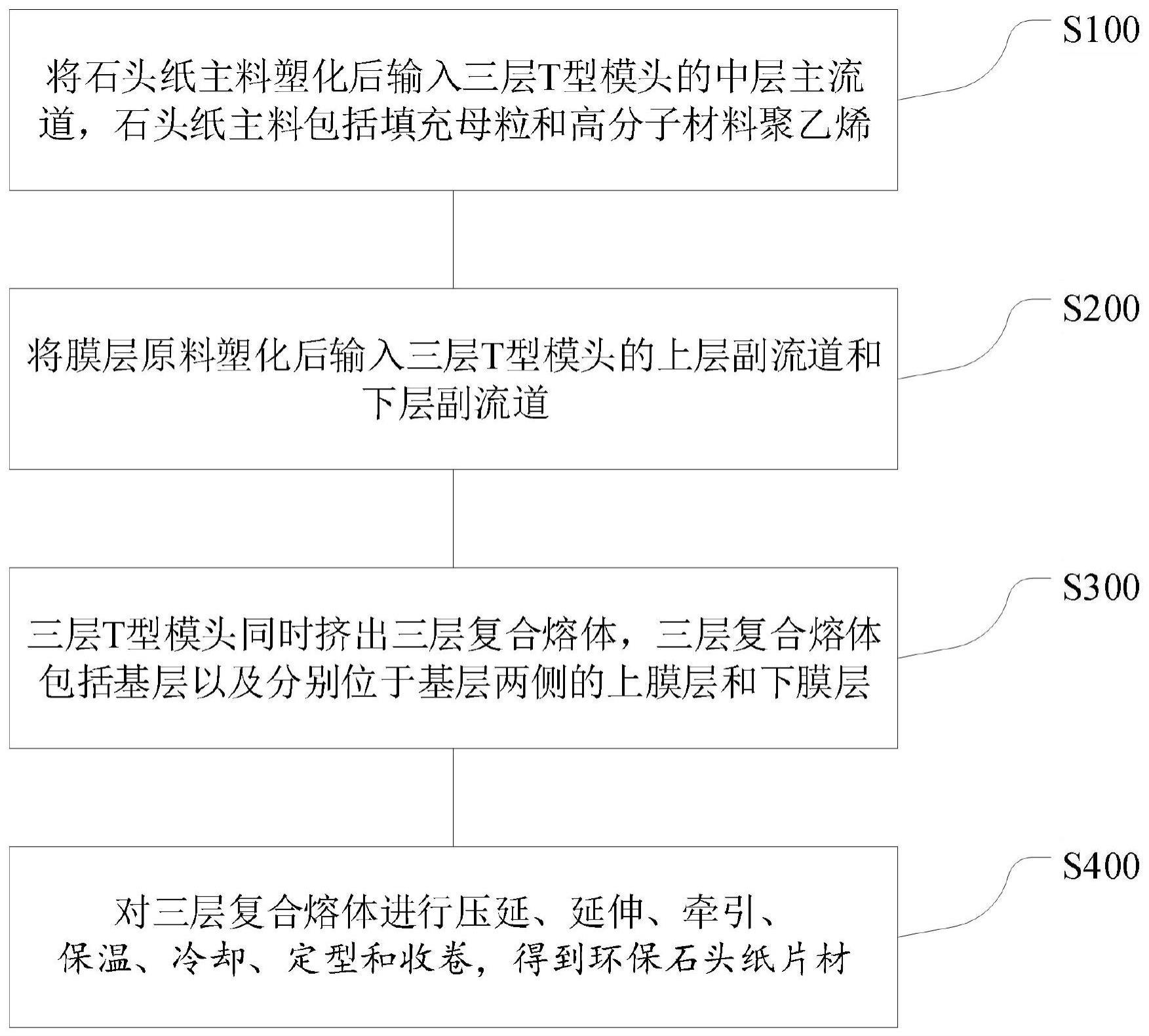
4、将石头纸主料塑化后输入三层t型模头的中层主流道,所述石头纸主料包括填充母粒和高分子材料聚乙烯;
5、将膜层原料塑化后输入所述三层t型模头的上层副流道和下层副流道;
6、所述三层t型模头同时挤出三层复合熔体,所述三层复合熔体包括基层以及分别位于所述基层两侧的上膜层和下膜层;
7、对所述三层复合熔体进行压延、延伸、牵引、保温、冷却、定型和收卷,得到环保石头纸片材。
8、本发明的一些实施例中,所述膜层原料包括线性低密度聚乙烯。
9、本发明的一些实施例中,所述填充母粒、所述高分子材料聚乙烯、所述线性低密度聚乙烯的质量比例为(85-95):(4-14):1。
10、上述比例过大,会增加纸张密度克重超标,聚乙烯与线性低密度聚乙烯添加量增加会造成生产成本上升,比例过小会造成产品厚度不达标,甚至出现纸张断裂的情况。采用这一原料比例既能保证生产工序的稳定,又可以保证环保石头厚片材的品质。
11、本发明的一些实施例中,所述填充母粒的密度为1.90g/cm3-2.0g/cm3。
12、填充母粒的密度太低,会导致纸张克重偏低;若密度太高,有可能造成克重过高问题。采用该密度,可以确保纸张密度的稳定均匀性,保证纸张克重的均匀性。
13、本发明的一些实施例中,所述将石头纸主料塑化包括:
14、将所述填充母粒和所述高分子材料聚乙烯共混后输送至密炼系统进行第一塑化过程;
15、将第一塑化过程得到的混料输送至第一挤出机进行第二塑化过程。
16、本发明的一些实施例中,所述密炼系统的密炼温度为120℃-130℃;和/或,
17、所述密炼系统的转速为270rpm/min-310rpm/min。
18、若密炼系统的温度与转速高,熔体温度上升无法正常挤出;若温度与转速低,则聚乙烯塑化不良,且表面光泽性和透明度差,甚至出现未熔聚乙烯颗粒。采用该密炼温度与速度,可以确保填充母粒与聚乙烯充分熔融、剪切、混炼在一起,保证密炼塑化效果。
19、所述第一挤出机的生产温度为200℃-240℃;和/或,
20、所述第一挤出机的转速为16rpm/min-20rpm/min。
21、若第一挤出机的温度与转速高,会导致熔体温度上升出现分解且片材发脆,尤其使纵向拉伸强度显著下降;若温度与转速低,则可能引起熔体塑化不良,挤出压力波动频繁,片材厚薄均匀性较差。采用该挤出温度与速度,可以确保物料二次塑化效果良好,且保证挤出压力稳定。
22、所述第一挤出机的滤网目数为40目-80目。
23、若滤网目数过大,会导致网前网后压力差较大,熔体挤出速度不一致;若滤网目数过小,可能造成杂质过滤效果差,片材外观品质出现焦粒、黑点等不良问题。采用该目数,可以确保挤出机内部熔体中的杂质过滤效果,保证片材外观品质。
24、本发明的一些实施例中,所述将膜层原料塑化,包括:
25、将所述膜层原料分别输入第二挤出机和第三挤出机进行塑化;
26、所述第二挤出机和所述第三挤出机的生产温度为190℃-220℃;和/或,
27、所述第二挤出机和所述第三挤出机的转速为9rpm/min-12rpm/min。
28、若第二挤出机和第三挤出机的温度与转速高,会导致熔体温度上升出现分解且物性降低;若温度与转速低,则可能引起线性低密度聚乙烯塑化不良,影响三层结构的复合效果。采用该挤出温度与速度,可以确保线性低密度聚乙烯熔融塑化效果良好,保证物料在第一挤出机和第二挤出机料管中稳定输送。
29、本发明的一些实施例中,所述压延、延伸、牵引的速度为10m/min-35m/min。
30、若引取速度过大,可能产生纸张断裂;若引取速度过小,可能造成产品厚度和密度超标。通过对三层共挤压延片材机牵引速度的精确调整,保证了片材均匀的厚度和密度。
31、所述保温、冷却温度为70℃-80℃。
32、若温度过低,会导致片材急速冷却出现翘曲不良;若温度过高,会造成片材粘辊现象,影响产品品质。采用该温度,可以确保片材表面平整度,保证片材不翘曲。
33、第二方面,本发明所公开的实施例采用如下技术方案:
34、一种环保石头纸片材,所述环保石头纸片材采用如上所述的制备方法制备。
35、本发明的一些实施例中,所述环保石头纸片材的厚度为400μm~1000μm;和/或,
36、所述环保石头纸片材的密度为1.40g/cm3~1.50g/cm3;和/或,
37、所述环保石头纸片材的克重为560g/m2~1500g/m2;和/或,
38、所述环保石头纸片材的白度大于70;和/或,
39、所述环保石头纸片材的不透明度大于95;和/或,
40、所述环保石头纸片材的横向断裂大于8.0kgf;和/或,
41、所述环保石头纸片材的纵向断裂大于10.0kgf。
42、本发明的有益效果是:本发明所公开的实施例提供了一种三层共挤压延合成环保石头纸片材的制备方法,采用三层t型模头同时挤出三层复合熔体,对三层复合熔体进行压延、延伸、牵引、保温、冷却、定型和收卷,得到环保石头纸片材,实现了生产工艺简便、流程自动化、产能良率高、高效节能环保,产品表面平整,品质稳定,机械性能及力学性能良好,应用范围广等特点,具有广阔的市场前景,可为企业带来更大的经济效益。同时,通过对三层共挤压延片材机工艺的精确调整,保证了环保石头厚片材不会因为自动化程度低、能耗高、产能低、成本高、产品功能单一且品质不稳定等问题而无法获得环保石头厚片材。
- 还没有人留言评论。精彩留言会获得点赞!