得出产品的预测重量值的方法、控制方法和控制系统与流程
本发明涉及一种计算机实施的方法,该方法设计和设置用于得出借助于注塑设备制造的产品的至少一个生产参数,以及涉及用于注塑设备的控制方法和控制系统。
背景技术:
1、这种方法从现有技术中已知。
2、例如,欧洲专利ep 3 691 855 b1公开一种用于使用注塑设备的有限元模拟确定注塑设备的过程参数曲线的方法。随后,将所得出的过程参数曲线用于在注塑设备运行时控制喷射的塑料的流量。
3、现有技术的缺点是:在监视注塑生产过程时能够仅考虑已经在生产过程行动之前所确定的过程参数。由于注塑生产过程受到大量不同过程参数的影响,所以必要时必须在单独且通常耗费的模拟测试循环中为特定注塑过程确定有说服力的过程参数曲线。
技术实现思路
1、因此,本发明的目的在于,提供一种能够更快、更简单和/或更灵活地监视和/或控制注塑过程的方法和/或设备。
2、该目的通过具有本发明的特征的方法来实现。
3、这种方法设计和设置为,用于借助机器学习方法训练机器学习模型(ml模型)的计算机实施的方法,其中,训练过的ml模型设计和设置用于,得出借助于注塑设备制造的产品的预测重量值。该方法包括以下方法步骤:
4、记录和/或得出注塑设备在第一产品的制造期间的第一生产参数,
5、记录和/或得出注塑设备在至少一个前任产品的制造期间的前任生产参数,以及分别记录和/或得出至少一个前任产品的至少一个前任重量值,
6、记录和/或得出第一产品的第一重量值,和
7、借助于监督学习的方法使用第一生产参数、其他生产参数、至少一个前任重量值以及第一重量值来训练ml模型。
8、由于针对训练ml模型能够考虑大量生产参数而无需大的附加耗费,所以能够实现对注塑过程进行更简单和/或更灵活的监视。因此,例如,借助所描述的训练过的ml模型能够用多个参数对该ml模型进行训练,并且随后最终针对ml模型的使用仅操作性地应用过程参数的选择。在此,借助相同的训练过的ml模型能够灵活适配过程参数的数量和选择。
9、上述方法描述对应的ml模型的训练。在本说明书中描述和解释的其他方法涉及在注塑设备内使用这种训练过的ml模型,即所谓的使用ml模型的推理,以及用于注塑设备的对应的控制装置。
10、根据本说明书的计算机实施的方法能够例如在计算装置上、在电子控制装置中、在控制装置中、在控制器中、在边缘设备中、在云中和/或在类似的计算机装置中运行或在那里执行。在此,例如,对应的计算机程序产品能够在所提到的电子装置中的一个或多个电子装置上实施,该计算机程序产品在该电子装置上运行时生成所提到的计算机实施的方法的方法步骤。
11、在此,在按照根据本说明书的方法训练ml模型之后,能够将训练过的ml模型保存在电子存储装置中。在此,电子存储装置能够例如是在其上训练ml模型的电子装置的一部分。此外,根据本说明书,电子存储装置能够是独立的装置或者也能够是另一电子装置的一部分。
12、在此,第一产品能够是能够借助注塑设备制造的或者通过注塑设备制造的任何产品。在此,第一产品能够例如由任意塑料材料或能够借助注塑设备加工的类似材料构成。这种材料例如是聚碳酸酯或包含聚碳酸酯的任何材料组合。产品还能够由不同的材料或材料组分或材料混合物组成,只要它们适合或用于在注塑设备中加工即可。
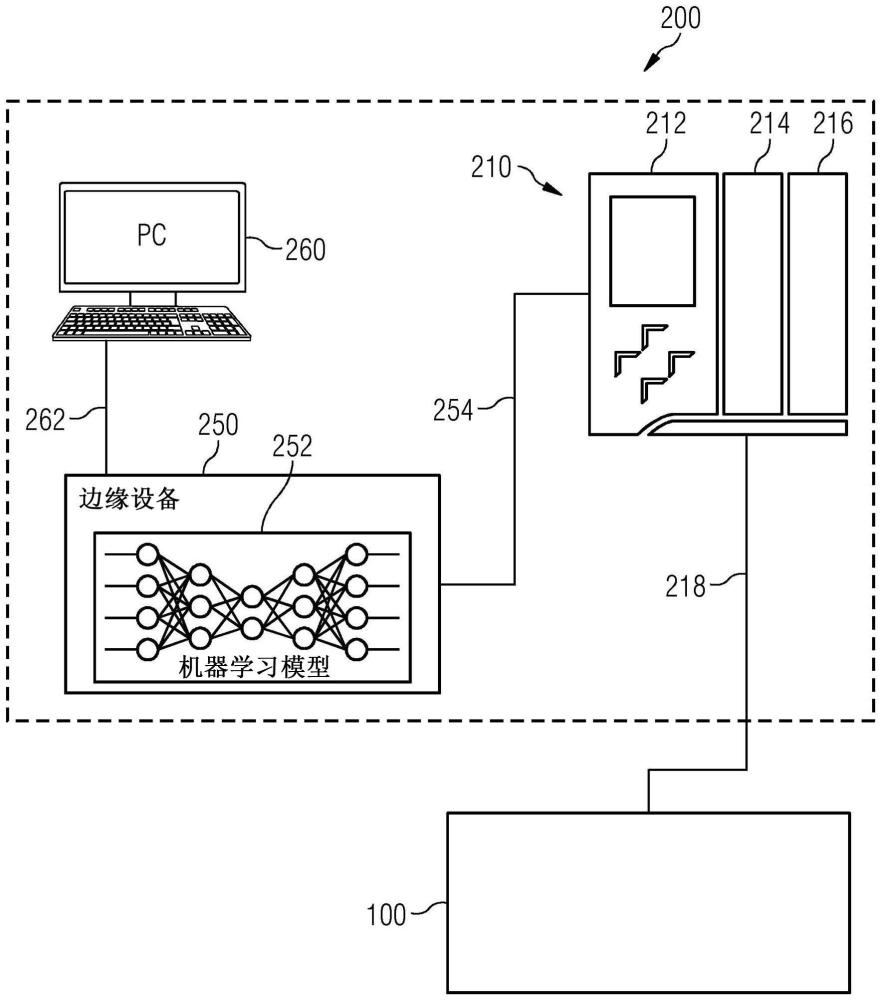
13、下面,描述例如在图1中示意性示出的注塑机100的示例性结构。用于注塑机100的示例性的控制装置210在图2和图3中示出。下面提到的附图标记涉及所附的附图。
14、注塑机100或用于热塑性加工的注塑机100的主要组件是:
15、塑化和喷射单元110,
16、夹紧单元130和
17、控制装置210,
18、其中,目前,控制装置210通常装入注塑机100的机座中或注塑机100旁边的开关柜中。
19、塑化和喷射单元110包括但不限于由具有用于加热缸体112的加热带118的缸体112、螺杆114、喷嘴122、止回阀(图1中未示出)和可能的料斗124或颗粒容器124构成。该单元110的轴能够包括但不限于以液压或电气方式运行。
20、缸体112是管形的安全构件,该安全构件通常包覆螺杆114和止回阀(图1中未示出)并且容纳缸体头或耐压活塞116。加热带118产生所需的热量,该热量与摩擦相结合引起用于制造对应产品的塑料颗粒的熔化。
21、螺杆114位于缸体空腔内。根据应用情况和所加工的塑料,存在不同的螺杆变型。当然,标准螺杆或三区螺杆具有与颗粒相关的五种任务,即拉入、压实、熔化、均化和喷射。颗粒首先从料斗124输送到进料区中,并且通过螺杆的旋转运动朝喷嘴122的方向运输。随后,在该颗粒向前的路径上,该颗粒在压缩或转换区中被压实、排气和熔化。随后,该颗粒进入排放或计量区中,在那里该颗粒被进一步均化和压缩。最后,熔体到达螺杆前室120中,在那里收集该熔体以用于喷射。
22、在该颗粒移动期间,颗粒与内柱体壁接触。从该摩擦中产生热量,该热量有助于颗粒的熔化和均化。
23、料斗124例如履行颗粒容器124的功能,该颗粒容器容纳待加工的塑料的颗粒并且直接构建在缸体112处。然而,该料斗是可选的,因为能够将材料从中央材料供应装置直接输送到螺杆的进料区中。
24、夹紧单元130包括具有固定工具半部132和可移动工具半部134的工具130以及驱动部件(图1中未示出),该驱动部件用于通过移动(通过图1中的箭头136表示)可移动的工具半部134来进行工具130的打开和关闭移动。对工具驱动器的要求是:工具驱动器即使在高喷射压力下也保持工具半部132、134闭合。可移动的工具半部134的工具移动能够借助肘节杆或主轴机械地、液压地以及流体机械地运行。在大多数情况下,该移动经由柱引导,该柱也承载整个工具130。
25、工具130接纳熔体并分配该熔体。此外,该工具负责所制造的产品、也称为模制件的成型和脱模。浇道138接纳并分配熔体。浇道138是喷嘴122和腔140之间的连接,腔140或模腔140是通常在工具半部132、134之间形成的空腔,该空腔在喷射期间用熔体填充并且模塑料在该空腔中通过固化过程而固化。待制造的产品在该空间中成型。在成型中至关重要的是温度控制通道(图1中未示出),该温度控制通道加速模塑料的冷却。在熔体冷却且部件变硬后,该部件由顶出系统(图1中未示出)脱模,即从工具中取出。
26、下面描述注塑机100的示例性的加工循环。在此所提到的附图标记涉及所附的附图。
27、当工具130打开时,塑料注塑的加工循环的初始状态是:塑化和喷射单元110以及螺杆114缩回至它们各自的后部的端部位置,并且喷嘴122(如果存在封闭件)封闭,使得材料无法从缸体112流出。另外,工具130和加热带118设定于所需的温度。在该状态下,螺杆前室120充满塑料熔体。
28、在第一步骤中,工具130闭合并且构建夹紧力。工具130的这种闭合通过图1中的箭头136符号化表示。塑化和喷射单元110朝向工具130的方向移动,使得喷嘴122接触浇口138并且两者以较大的力连接。随后,在封闭喷嘴122的情况下,喷嘴122被打开,并且热塑性流体通过螺杆114的平移移动喷射到工具腔140中。螺杆114的这种平移移动通过压力活塞116的移动引起,并且在图1中通过箭头126符号化表示。在该阶段中的设定变量通常是喷射速度,该喷射速度必须设置得足够高,使得熔体仅在腔140中冷却。当腔140充满熔体时,喷射结束。
29、一旦腔140被充满,模塑料就开始冷却,更确切地说从表面向内部冷却。模塑料的体积在冷却时减小。因此,熔体还被保压入腔中,以避免质量收缩。该过程在预设期望的压力曲线后进行,其中,所谓的“保压”能够设定成,使得不克服工具夹紧力。喷射结束和刚刚描述的保压阶段开始的时间点称为切换点。
30、在保压阶段之后,塑化和喷射单元110缩回到其起始位置,这又通过图1中的箭头126符号化表示。为了制造下一产品,颗粒随后被输送给缸体112并由螺杆114吸入、熔化并均化。在该过程中,螺杆114旋转移动并且向后沿与工具130相反的方向平移地移动,而熔体收集在螺杆前室120中。该阶段称为塑化或计量。计量体积应大于对于成型件所需的体积。由此,在喷射和保压阶段之后,少量熔体保留在螺杆前室120中。该剩余体积称为残余质量填料或简单地称为(质量)填料并且借助设定计量路径来确定。
31、在塑化和喷射单元110移动和塑化过程期间,腔140中的模塑料冷却,使得当螺杆114处于其起始位置时,模制件完全成型。工具130因此被打开并且模制件被从模具中取出或退出。工具的打开再次通过图1中的箭头136符号化表示。循环由此结束并且能够重新开始。
32、这种的示例性注塑循环因此包括以下提出的步骤:
33、1.开始循环-闭合工具;
34、2.将塑化单元110向前移动;
35、3.喷射阶段;
36、4.保压阶段;
37、5.将塑化装置110向后移动;
38、6.计量;
39、7.剩余冷却时间;
40、8.打开工具130并退出产品——结束循环。
41、将机器学习方法例如理解为自动化的或部分自动化的(“机器的”)方法,该方法不通过预先确定的规则生成结果,而是其中借助学习算法或学习方法从多个实例中(自动)鉴别规律性。随后基于该调节规则产生待分析的数据的结论。
42、这种机器学习方法例如能够设计和设置为监督学习方法、部分监督学习方法、无监督学习方法或者甚至强化学习方法(“reinforcement learning,强化学习”)。
43、机器学习方法的实例例如是回归算法(例如线性回归算法)、决策树(所谓的“decision trees)的生成或优化、神经网络的学习方法、聚类方法(例如所谓的““k-means”聚类”)、用于生成支持向量机(“support vector machines”(svm))的学习方法、用于生成顺序决策模型的学习方法或用于生成贝叶斯模型或网络的学习方法。
44、因此,机器学习方法的一个实例是“线性回归”。线性回归是一种参数方法,其中,通过对所有特征进行加权来近似化标签。在线性模型的标准变型中,均方误差(英文meansquared error,mse)在优化中被最小化。存在线性模型的其他变型,该其他变型根据误差函数的形式区分。例如,一种变型是所谓的huber估计器,其中,引入参数ε来消除输入中的异常值。
45、机器学习方法的另一实例是k最近邻方法。k最近邻(k-nn)模型的原理是为每个输入得出k个最近的输入。这是一种非参数方法,其中,相似性标准是限定的度量。该度量能够是能够针对所有输入确定的范数或距离。标签的邻域从输入的邻域或相似性中推导出。
46、决策树是基于机器学习方法的ml模型的另一实例。决策树(英文decision tree,dt)是一种分层结构,借助该分层结构能够实施非参数估计。在使用决策树处理数据时,输入被划分为局部区域,该局部区域彼此间的距离通过特定的度量限定。该局部区域是决策树的叶子。
47、决策树是由决策节点和端部节点或叶子组成的递归划分序列。在每个决策节点中,经由限定的函数(即所谓的判别函数)做出离散决策,该离散决策的结果(是或否)产生后续节点。如果到达叶节点,则过程结束并提供输出值。
48、特别地在本说明书中,将这种机器学习算法或学习方法应用于特定数据的结果被称为“机器学习”模型或ml模型。在此,这种ml模型表示为将机器学习算法或学习方法应用于所分析的数据的数字存储的或可存储的结果。
49、在此,ml模型的生成能够构成设计为,使得通过应用机器学习方法新形成ml模型或者通过应用机器学习方法改变或适配已经存在的ml模型。
50、这种ml模型的实例是回归算法(例如线性回归算法)的结果、神经网络(“neuralnetworks”)、决策树(“decision tree”)、聚类方法的结果(包括例如所获得的聚类或聚类类别、聚类定义和/或聚类参数)、支持向量机(“support vector machines”(svm))、顺序决策模型或贝叶斯模型或网络。
51、神经网络例如能够是所谓的“深度神经网络”、“前馈神经网络”、“循环神经网络”、“卷积神经网络”或“自动编码器神经网络”。在此,将对应的机器学习方法应用于神经网络通常被称为“训练”对应的神经网络。
52、例如,决策树能够设计和设置为所谓的“迭代二分法3”(id3)、分类树或回归树(cart)或所谓的“随机森林”。
53、此外,不同类别的ml模型能够组合成整体ml模型。这种模型组合(英文ensemblelearning,集成学习)是将不同的ml模型链接,以实现更好的推理。组合的ml模型形成所谓的集成。例如能够存在不同的方法合并模型,更确切地说,该模型能够通过所谓的“投票”、“装袋”或“提升”来组合。
54、此外,还存在所谓的自动化机器学习。自动化机器学习(automl)是一种方法,按照该方法对于给定的任务或数据集,算法尝试从特定数量的机器学习方法或ml模型中确定最佳学习策略。在automl中,算法能够搜索最佳预处理步骤和最佳机器学习方法或最佳集成。automl能够与元学习组合。元学习、也称为“学会学习”是一门科学,其中,系统地观察不同的ml方案在多种学习任务中如何获得结果,并且随后从该经验(元数据)中学习,以便比其他方法更快地学习新任务。
55、软件库auto-sklearn(https://www.automl.org/automl/auto-sklearn/)提供了automl的良好的实施方案。该系统能够形成最多15个估计器的集成。此外,还能够使用最多14种特征预处理方法和4种数据集预处理方法。
56、至少在本说明书的上下文中,将神经网络例如理解为电子装置,该电子装置包括已知为节点的网络,其中,每个节点通常与多个其他节点连接。此外,在本说明书的上下文中,将神经网络例如还理解为存储在存储装置中的计算机程序产品,该计算机程序产品在计算机上运行时生成根据本说明书的这种网络。节点例如也被称为神经元、单位或单元。在此,每个节点具有至少一个输入连接和一个输出连接。神经网络的输入节点是能够从外界接收信号(数据、刺激、模式等)的节点。将神经网络的输出节点理解为能够向外界转发信号、数据等的节点。所谓的“隐藏节点(“hidden nodes”)”是神经网络的既不构成为输入节点也不构成为输出节点的节点。
57、在此,神经网络能够构成为所谓的深度神经网络(“deep neural network”,dnn)。这种“深度神经网络”是一种网络节点分层设置的神经网络(其中,层本身能够是一维、二维甚至更高维的)。在此,深度神经网络至少包括两个所谓的隐藏层,该隐藏层仅包括非输入节点或输出节点的节点。这就是说,隐藏层与输入信号或输出信号没有直接连接。
58、例如,在此,将所谓的“深度学习”理解为一类机器学习技术,该机器学习技术将非线性信息处理的多层用于有监督或无监督的特征提取和转换以及用于模式分析和分类。
59、例如,神经网络还能够具有所谓的自动编码器结构。这种自动编码器结构例如能够适合于降低数据的维度进而例如识别相似性和共同性。
60、神经网络例如还能够构成为所谓的分类网络,该分类网络特别适合于将数据划分为类。这种分类网络例如与手写识别结合使用。
61、例如,神经网络的另一种可行的结构能够是所谓的“深度信念网络”的设计方案。
62、例如,神经网络还能够具有上述结构中多种结构的组合。例如,因此,神经网络的架构能够包括自动编码器结构,以减少输入数据的维度,该输入数据随后能够与其他网络结构组合,以便例如识别数据减少的维度内的特性和/或异常或对数据减小的维度进行分类。
63、描述各个节点及其连接的值,包括描述特定神经网络的其他值,例如能够存储在描述神经网络的值集中。这种值集例如为神经网络的一个设计方案。这种值集例如也能够存储在实现神经网络的计算机程序的范围内。如果在训练神经网络之后存储这种值集,例如在实现神经网络的计算机程序的范围内存储或单独存储,那么借助整个所存储的计算机程序或值集例如存储训练的神经网络的设计方案。因此,例如可行的是:在第一计算机系统中借助对应的训练数据训练神经网络,随后存储与该神经网络相关联的对应的值集和/或对应的计算机程序,并且作为训练过的神经网络的设计方案转换到第二系统中。
64、通常能够通过经由各种已知的学习方法通过将输入数据输入神经网络并分析来自神经网络的对应的输出数据来得出各个节点或其连接的参数值来训练神经网络。以这种方式,能够借助已知的数据、模式、刺激或信号以当今已知的方式来训练神经网络,以便随后能够将如此训练过的网络用于分析其他的数据。
65、通常,将神经网络的训练理解为:借助于一种或多种训练算法在神经网络中处理用以训练神经网络的数据,以计算或改变在神经网络内的分别两个节点之间的连接或神经网络的各个节点的所谓的偏差值(“bias”)、权重值(“weights”)和/或传递函数(“transferfunctions”)。
66、为了训练神经网络,例如根据本说明书训练神经网络,能够使用例如所谓的“监督学习(“supervised learning”)”的方法之一。在此,通过用对应的训练数据进行训练,为网络训练分别与该数据相关联的结果或能力。此外,也能够使用所谓的无监督训练(“unsupervised learning”)的方法来训练神经网络。对于给定量的输入,这种算法例如产生如下模型,该模型描述输入并由此实现预测。在此,例如存在聚类方法,如果数据例如由于特征性模式彼此不同,则能够借助该聚类方法将数据分为不同的类别。
67、在训练神经网络时,例如,如果将可训练的特性或能力与数据的一部分相关联,而数据的其他部分则没有,那么也能够将监督和无监督学习方法组合。
68、此外,所谓的强化学习(“reinforcement learning”)方法至少还能够用于训练神经网络。
69、例如,需要对应的计算机的相对高计算能力的训练能够在高性能系统上进行,而借助训练过的神经网络进行进一步的工作或数据分析完全能够在低性能系统上执行。借助训练过的神经网络进行的这种进一步工作和/或数据分析例如能够在应用模块上和/或在控制装置、可编程逻辑控制器或模块化可编程逻辑控制器或根据本说明书的其他对应装置上进行。
70、特别地,例如,神经网络的训练能够设计和设置为所谓的监督学习。例如,在此能够使用所谓的深度神经网络。例如,能够使用“深度学习”学习方法作为学习方法。在此,用于训练神经网络的训练数据能够例如设计和设置为,将记录到的一个或多个过程参数与注塑设备的状态或特征变量相关联——例如与制成的产品的重量值相关联。记录到的一个或多过程参数例如能够在特定的时间点记录或也能够在特定的、预设的或可预设的时间段内记录。将状态或特征变量与特定的一个或多个传感器值相关联通常被称为借助所提出的数据对传感器数据进行所谓的“贴标”。
71、此外,例如,监督学习还能够设计和设置为,使得形成训练数据,以至于例如将上述特征变量(例如制成的产品的重量值)中的一个或多个与过程参数的时间序列相关联。以类似的方式,源自不同传感器的过程参数的时间序列也能够与上述特征变量中的一个或多个相关联。
72、机器学习和/或机器学习系统的监视在两个主要阶段中工作:训练和推理。
73、训练ml模型涉及将机器学习算法用于创建模型的过程。训练包含使用深度学习框架(例如tensorflow)和训练数据集。物联网数据提供了训练数据的来源,数据科学家和工程师能够使用该数据来训练从错误识别直至消费者智能等多个应用情况的“机器学习”模型。
74、推理涉及使用训练过的机器学习算法做出预测的过程。物联网数据能够用作训练过的机器学习模型的输入,并且实现能够控制在设备上、在边缘网关处或在物联网系统中其他位置处的决策逻辑的预测。
75、例如所谓的“huber估计器”(一种特殊的回归方法)、所谓的“额外树估计器(极其随机的树估计器;多个决策树的借助于所谓的“bagging”产生的组合)、所谓的“直方图梯度增强估计器”或还有上面已经提到的“automl估计器”或“auto-sklearn估计器”用于作为在本说明书的上下文中的ml模型或机器学习方法使用。对于所提到的huber估计器、额外树估计器和直方图梯度增强估计器,例如将对应的算法存储在“sklearn”软件库(https://scikit-learn.org)中。例如,automl估计器或auto-sklearn软件库能够在https://www.automl.org/automl/auto-sklearn/中可用。
76、在此,在本说明书的范围内的重量值例如能够是对应产品的重量或质量或者从这种重量和/或这种质量中导出的变量。
77、第一重量值以及至少一个前任重量值例如能够是在注塑机中制造之后从对应工具中取出的产品的重量值。此外,所提到的重量值还能够是制造过程结束后仍处于工具中的产品的重量值。所提及的重量值例如还能够是对应的中间产品中的一个或多个中间产品的在产品制造过程中得出的重量值。
78、在此,例如能够通过对对应的产品或中间产品进行称重来得出重量值,例如在单独的称重装置上或者也能够在对应地构建在注塑机或工具中的称重装置上或者类似的传感装置上。重量值还能够通过得出所生产的产品或中间产品的其他产品特征变量来得出。因此,例如,能够得出或估计对应产品的体积,并且随后能够使用所使用的产品材料的密度来得出重量值。在本说明书的范围内,重量值还包括对应产品或中间产品的体积变量。
79、产品或中间产品的重量例如还能够通过从与产品相关的其他重量值的内插或外推来得出,其中,其他重量值例如在制造过程之后或在制造过程的范围中来得出。
80、与产品制造相关的生产参数例如能够是所使用的注塑机和/或其部件的在制造产品之前、期间和/或之后所得出或测量的所有测量值、机器参数、部件参数。此外,生产参数还能够是关于已制造的或待制造的产品或中间产品的在产品制造之前、期间和/或之后得出或测量的所有测量值和特征变量。此外,生产参数还能够是注塑机的环境的测量值和/或设定值,即例如环境温度、空气压力、空气湿度、亮度或类似参数。例如,能够通过注塑机内或其环境中的对应的传感装置来得出生产参数。此外,过程参数也能够基于这种传感器值来计算和/或借助所谓的虚拟传感器在注塑机模拟的范围中(例如在数字孪生的范围中)来得出。
81、此外,生产参数还能够是所有预设的、可预设的或其他的控制参数,该控制参数在注塑机控制的范围中在制造相关产品的范围内在产品生产之前、期间和/或之后形成或已经形成。这种控制参数例如在产品制造过程的控制的范围中能够通过对应的控制装置收集、存储和/或输出。例如,这种控制参数也能够设计和设置为注塑机的设定值。例如,这能够通过用户直接在注塑机处设定和/或也能够经由hmi(hmi:“human machine interf ace人机界面,”用户输入/输出界面)输入到注塑机的控制装置中。此外,这种控制参数还能够借助于对应的设施模拟和/或控制装置的模拟来得出,例如在整个设施或对应的控制装置的数字孪生的范围内得出。
82、在此,特定的生产参数例如能够是该生产参数的单个值,如在对应产品的生产期间记录和/或得出的单个值。此外,生产参数还能够包括该生产参数的值的时间序列,该时间序列在对应的产品的生产的范围中记录。
83、注塑装置的生产参数的实例为:
84、工具温度,
85、熔体温度,
86、加热区的温度,
87、喷嘴处的压力,
88、螺杆位置(线性和旋转)(例如通过下压),
89、喷嘴的阀位置,
90、运行模式(计量/减速后/注射/喷射/保持):此外,对基于速度或压力的调节具有影响,
91、通过喷嘴的流量重量,
92、计量时的马达速度和扭矩,
93、喷射时的马达速度和扭矩,
94、由线性轴施加的力,
95、切换点中的位置,
96、切换点中的力,
97、材料湿度,
98、室温度,
99、室湿度,
100、空气压力,
101、总线性转换能量的时间估计,
102、保压,
103、喷射压力,
104、喷射速度,
105、保压时间,
106、喷射时间,
107、浇口尺寸,
108、喷嘴温度,
109、螺杆位置,
110、滞止压力。
111、生产参数的其他实例是(括号中分别为生产参数的单位的实例):
112、喷嘴接触压力-实际值(bar),
113、颗粒残留湿度-实际值(ppm),
114、线性螺杆力-实际值(kn),
115、线性螺杆力-设定值(kn),
116、切换点中的线性螺杆力-实际值(kn),
117、切换点中的线性螺杆力-设定值(kn),
118、线性螺杆位置-实际值(mm),
119、切换点中的线性螺杆位置-实际值(mm),
120、切换点中的线性螺杆位置-设定值(mm),
121、计量中的马达扭矩-设定值(nm),
122、计量时的马达扭矩-实际值(nm),
123、填充过程中的马达扭矩-实际值(nm),
124、填充过程中的马达扭矩-设定值(nm),
125、计量中的马达转速-实际值(u/min),
126、计量中的马达转速-设定值(u/min),
127、填充过程中的马达转速-实际值(u/min),
128、填充期间的马达转速-设定值(u/min),
129、过程状态-实际值
130、径向螺杆位置-实际值(°),
131、注塑件的最终重量-实际值(g),
132、环境湿度-实际值(%),
133、环境空气压力-实际值(hpa),
134、环境温度-实际值(℃),
135、区域温度(1至7)-实际值(℃)。
136、在本发明的范围内,ml模型设计和设置为,使得在输入至少一个所选择的生产参数之后,至少输出尤其所制造的产品的重量值,其中,至少一个所选择的生产参数包括至少一个在所制造的产品的制造的范围中记录到的参数。
137、前任产品例如能够设计和设置为与第一产品结构相同的产品,该产品借助于注塑设备时间上在第一产品之前生产。此外,前任产品还能够设计和设置为与第一产品结构相同的并且时间上在制造所制造的产品之前在与注塑设备相同或相似的设备上生产的产品。
138、前任生产参数例如能够设计和设置为在制造对应的前任产品范围中记录的生产参数。在此,该生产参数例如能够源自用于制造前任产品的注塑设备、对应使用的控制装置以及可能配属的用户输入和/或输出装置,或者能够由它们记录或转发。
139、在此,前任生产参数能够例如设计和设置为,使得对于至少一个前任产品中的每一个前任产品,在前任生产参数中分别包含一组生产参数。
140、重量值例如能够设计和设置为重量或质量或者也能够为从一种或两种变量中推导出的变量。
141、重量值例如能够通过注塑设备中的对应的称重设备或者借助外部称重设备来测量。此外,还能够例如通过对应的体积测量、体积估计或体积确定来通过以下方式确定重量值:即例如直接将体积用作为重量值或者例如使用所使用材料的密度确定重量值。在这种情况下,能够例如使用引入到对应工具中的熔体的量来确定、得出和/或估计对应的体积和/或还通过其他已知的体积确定方法来确定、得出和/或估计对应的体积。
142、例如,还能够通过在对应的注塑设备内模拟产品制造过程来得出重量值。
143、此外,重量值例如能够设计和设置为关于相应产品记录的或得出的单个值。此外,重量值还能够设计和设置为在制造相应产品的范围中在一定时间段期间记录的和/或得出的对应重量值的时间序列。
144、在此,例如,重量值能够直接测量或从测量值中推导出。例如,因此能够测量第一产品的重量值,并且基于所测量的重量值能够计算或得出在制造第一产品期间的中间产品的第一重量值,并且随后能够将该第一重量值用作为在根据本说明书的方法的范围中的第一重量值。
145、此外,还能够在模拟通过注塑设备制造产品的范围中确定重量值。例如,这能够通过在所提到的模拟的范围中限定的、所谓的“虚拟传感器”或“软传感器”来进行。
146、使用上面提出的选项,还能够在制造产品期间得出重量值的对应的时间序列。
147、因此,重量值的时间序列能够例如借助于通过对应的注塑设备模拟配属产品的制造过程来得出。在此,例如,能够使用所制造的产品的测量的重量值,或者也能够在没有这种测量的重量值的情况下执行。此外,例如,重量值的时间序列能够通过以下方式得出,即从制造的最终产品的测量的重量值估计或模拟、内插或外推在产品制造期间存在的中间产品的对应的重量值。
148、借助于监督学习方法对ml模型进行训练例如能够设计和设置为,使得第一生产参数以及前任生产参数和至少一个前任重量值被输入到ml模型中。随后,由ml模型输出第一产品的对应的预测重量值。随后,借助于第一产品的记录的第一重量值通过以下方式训练ml模型,即例如使用记录的第一重量值和预测重量值得出误差变量,进而借助监督学习方法之一训练ml模型。
149、在此,第一生产参数、前任生产参数以及至少一个前任重量值被称为输入值、输入参数或输入变量,而第一重量值在监督学习的范围内被称为该输入值的所谓的“标签”。
150、在本发明的一个改进形式中,该方法还设计和设置为,使得至少部分地借助于注塑设备的传感器和/或用于注塑设备的控制变量来记录和/或得出生产参数和/或前任生产参数,和/或经由称重装置来记录和/或得出第一产品的第一重量值和/或至少一个前任产品的至少一个前任重量值。
151、在此,生产参数或前任生产参数的记录例如能够至少部分地借助注塑设备的对应的传感器来进行。这种传感器例如能够是压力传感器、温度传感器、扭矩传感器、力传感器、流体传感器或类似的传感器。
152、此外,生产参数或前任生产参数的记录和/或得出也能够全部或部分地通过模拟、内插或外推来确定。
153、生产参数和/或前任生产参数能够至少部分地设计和设置为所谓的虚拟传感器的值。在此,虚拟传感器能够在模拟注塑设备的范围内来限定或确定。例如,因此能够根据特定的输入参数、即例如注塑设备的真实传感器的设定值和/或传感器值来模拟注塑设备,并且随后在该模拟的范围中能够得出虚拟传感器的对应值。此外,还能够从注塑设备的测量的传感器值和/或设定值来以分析的方式计算这种虚拟传感器的值。
154、此外,生产参数和/或其他生产参数和/或第一重量值和/或至少一个前任重量值的记录和/或确定能够至少部分地借助于注塑设备的计算机实施的模拟来进行。
155、还能够提出,第一重量值和/或至少一个前任重量值分别与取自或能够取自注塑设备的完成产品相关联。
156、此外,在一个替代的设计方案中,第一重量值和/或至少一个前任重量值能够分别与中间产品相关联,该中间产品在产品制造的范围中形成。在此,重量值例如又能够通过重量测量来得出或者例如通过对应的体积测量和/或估计来得出,并且可选地使用所使用的材料的密度来计算。此外,还能够例如通过在相应的注塑设备中模拟产品的制造过程来得出这种中间产品的对应的重量值。
157、第一重量值和/或至少一个在前任重量值也能够分别设计和设置为单独重量值的时间序列。
158、在此,时间序列由在产品的生产过程中记录和/或得出的至少两个重量值组成。特别地,时间序列能够由在产品的生产过程期间的不同时间点记录和/或得出的至少两个重量值组成。
159、此外,时间序列的每个单独重量值能够在相应产品的制造范围中的预设的或可预设的时间点与中间产品相关联。
160、在此,时间序列的各个重量值能够分别例如通过重量测量、重量得出和/或重量计算来进行。在此,时间序列的不同重量值能够以所提到的(或还有其他的)不同可行性来确定。例如,根据本说明书,重量的得出能够通过模拟、例如在对应的注塑设备的数字孪生的范围内来进行。例如,根据本说明书,能够从对应产品或中间产品的测量的、得出的和/或估计的体积进行计算——例如使用产品材料的密度。
161、上述目的还通过一种用于确定借助于注塑设备制造的产品的预测重量值的计算机实施的方法来实现,
162、其中,该方法包括以下列出的步骤:
163、记录和/或得出注塑设备在制造产品期间的生产参数,
164、记录和/或得出注塑设备在制造至少一个前任产品期间的前任生产参数,以及分别记录和/或得出至少一个前任产品的至少一个前任重量值,
165、使用借助于本说明书的方法训练的ml模型和使用生产参数、前任产生参数以及至少一个前任重量值来得出产品的预测重量值。
166、在此,所提出的方法描述了将根据本说明书训练的ml模型用于得出当前完成的产品。该使用也称作为使用ml模型进行推理。
167、在此,生产参数、生产参数的记录和/或得出、产品、注塑设备、前任生产参数、前任生产参数的记录和/或得出以及至少一个前任重量值和至少一个前任产品能够根据本说明书来设计和设置。
168、在此,该产品又能够是能够借助注塑设备制造的或通过注塑设备制造的任何产品。在此,产品例如能够由各种塑料材料或能够借助注塑设备加工的类似材料构成。这种材料例如是聚碳酸酯或包含聚碳酸酯的任何材料组合。产品还能够由不同的材料或材料组分或材料混合物构成,只要它们适合或用于在注塑设备中进行加工即可。
169、预测重量的得出例如能够进行为,使得将生产参数、前任生产参数以及至少一个前任重量参数用作ml模型的输入变量,其中,ml模型的输出因此包括预测重量值。在此,例如,在输入生产参数、前任生产参数以及前任重量值之前,它们仍然能够被相应地适配和/或准备以输入到ml模型中。这种适配例如能够包括对于输入变量的归一化、重缩放和/或其他类似的且在ml模型的范围中常见的准备步骤。
170、在此,该方法例如能够设计和设置为,使得在产品制造期间已经得出预测重量值。为此,该方法能够例如设计和设置为,使得在制造产品期间进行注塑设备的生产参数的监视和/或得出直至一个或多个预设的或可预设的时间点,并且随后在该记录和/或得出之后立即或在制造产品期间的后续时间点得出预测重量值。
171、借助该设计方案可行的是:在借助注塑设备进行的产品制造过程期间已经预测随后的最终产品的质量。在该预测的质量与产品的可预设的或预设的参考或期望质量有偏差的情况下,例如已经在制造产品期间能够干预注塑设备的用于制造的生产参数、控制参数或设定。在此,例如能够改变注塑设备的生产参数和/或设定,使得借助改变的设备完成生产的产品的质量尽可能接近产品的期望或参考质量。
172、因此,上述方法实现更快、更简单和/或更灵活地监视和/或控制注塑过程。
173、计算机实施的方法能够例如在计算装置上、在电子控制装置中、在控制器中、在边缘设备中、在云中和/或在类似的计算机装置中运行或在那里执行。例如,在此,对于计算机程序产品能够在所提及的电子装置的一个或多个电子装置上实施,该计算机程序产品在该电子装置上运行时生成或引起所提到的计算机实施的方法的方法步骤。
174、在此,在按照根据本说明书的方法确定预测重量值之后,能够将预测重量值存储在电子存储装置中。此外,还能够将预测重量值输出给用户,或者还能够将所得出的预测重量值以通信方式传输给另一计算机装置、计算装置、控制装置或类似的电子装置。
175、随后,在预测重量值的存储、输出或通信传输之后,能够进行预测重量值的进一步处理。预测重量值的这种进一步处理例如能够设计和设置为计算机实施的方法,该方法至少还包括得出用于注塑设备的改变的生产参数。
176、在此,电子存储装置例如能够是在其上训练ml模型的电子装置的一部分。此外,电子存储装置还能够是根据本说明书的另一电子装置的一部分。
177、所描述的计算机实施的方法还能够借助根据本说明书的方法使用根据本说明书制成的产品的生产参数和产品重量来训练ml模型。
178、借助该设计方案可行的是:在使用ml模型来预测刚刚制成的产品的产品质量之后,借助该产品的对应数据还以相同方式训练ml模型。以该方式可行的是:能够与使用ml模型并行地继续引导训练,进而使用根据本说明书的ml模型与使用nl模型并行地进一步改进产品重量的预测的质量。
179、以该方式变得可行的是:能够更快、更简单和/或更灵活地监视注塑过程的监视和/或控制。
180、在此,例如能够训练ml模型,在制造产品之后,得出根据本说明书的所制成的产品的重量值。之后,使用监督学习方法借助在产品制造期间记录的和/或得出的生产参数、记录的和/或得出的前任生产参数、至少一个前任重量值作为ml模型的输入数据以及将制成的产品的重量值作为标签或控制变量来训练ml模型。
181、上述目的还通过一种用于控制借助于注塑设备制造产品的控制方法来实现,该方法包括如下步骤:
182、使用用于注塑设备的启动控制变量来启动用于借助注塑设备制造产品的生产流程,
183、在生产流程期间记录和/或得出当前的生产参数,
184、使用根据本说明书的计算机实施的方法,使用当前的生产参数的至少一部分作为根据本说明书的生产参数来得出产品预测重量值,
185、使用产品预测重量值与产品设定重量值的偏差来确定改变的控制变量,
186、使用改变的控制变量继续用于制造产品的生产流程,或者使用改变的控制变量启动用于制造另一产品的另一生产流程。
187、在此,产品、产品的制造、产品制造的控制、注塑设备、生产参数、生产流程以及产品预测重量值能够根据本说明书来设计和设置。
188、上述控制方法还能够设计和设置为计算机实施的控制方法。计算机实施的控制方法能够例如在计算装置上、在电子控制装置或控制装置中、在可编程逻辑控制器中、在控制器中、在边缘设备中、在云中和/或在类似的计算机装置中运行。在此,例如,对应的计算机程序产品能够在所提及的电子装置的一个或多个电子装置上实施,该计算机程序产品在该电子装置上运行时生成或引起所提到的计算机实施的方法的方法步骤。
189、上述方法实现:使用根据本说明书的ml模型来控制注塑设备,该ml模型根据本说明书进行训练。借助这种方法同样实现更快速、更简单和/或更灵活地监视和/或控制注塑过程,因为通过使用例如能够借助大量生产参数进行训练的ml模型,能够以保持不变的耗费使用大数量和/或较大选择性的生产参数来监视生产。
190、在此,优选地,控制方法能够设计和设置为计算机实施的控制方法。特别地,控制方法能够至少部分地在用于注塑设备的控制装置上运行。控制方法的其他部分例如能够在分开的计算装置、计算机、边缘设备和/或为控制装置专门设计的附加模块上运行。例如,该其他部分能够是控制方法的涉及使用ml模型的那些部分。
191、控制方法还能够例如设计和设置为,使得与原始控制变量在产品制成之前保持不变的情况相比,在产品生产期间根据所描述的方法改变控制变量,以产生质量改进的产品。在此,将“质量改进”理解为产品质量在产品参考重量、材料质量、产品成型、产品颜色和/或类似的产品特性方面的任何改进。
192、在一个有利的设计方案中,控制方法能够实时执行。在这种情况下,控制方法能够在计算装置中实施,使得在计算设备中运行控制方法时,实时地执行控制方法。计算装置在此能够例如是控制装置、计算机、边缘设备和/或类似的计算和/或控制装置。
193、在此,实时方法能够设计和设置为,使得能够保证响应时间例如小于10秒、小于1秒、小于100ms、小于1ms、或者甚至小于50μs。
194、在此,例如能够使用当前生产参数以及对应的前任生产参数的至少一部分和根据本说明书的至少一个前任重量值来得出产品预测重量值。
195、控制变量是生产参数的一部分,并且能够是注塑设备的所有类型的设定值。例如,控制变量能够是控制命令、设定和/或用于或可用于控制和/或设定注塑设备的类似变量、数据、信息或命令。
196、这种设定值的实例是喷射速度、喷射压力、喷射时间、保压压力、保压时间、剩余冷却时间、夹紧力、冷却温度、缸体温度、螺杆转速、滞止压力、减压路径和计量路径。
197、在此,例如,控制变量或控制命令能够从预设的或可预设的设定值中推导出,或者也能够独立于设定值输送给注塑设备以对注塑设备进行控制。此外,设定值还能够从其他控制变量中推导出或已从其他控制变量中推导出。设定值能够例如经由用户或通过对应的控制装置馈送给注塑设备,并且能够在那里例如直接由内部控制装置或由内部控制器实施。
198、控制参量的记录例如能够经由设计和设置用于执行根据本说明书或描述的控制方法的对应的控制装置和/或对应的注塑设备的内部控制装置来进行。此外,还能够例如经由对应的用户输入/输出设备(例如所谓的hmi:“人机界面”)来记录控制变量。
199、将产品设定重量值理解为根据本说明书的重量值,该重量值与根据本说明书的待由注塑设备制造的产品相关联或已经与其相关联。该产品设定重量值是产品的计划的、预设的或所设置的重量值。特别地,产品设定重量值是在通过注塑机结束生产之后(特别是在该产品已经从注塑机中移除之后)产品的预设的或所设置的重量值。
200、在此,产品设定重量值例如能够借助于称重装置从模板产品中得出或确定,其中,模板产品用作待制造的产品的模型、原型、草案或模板。
201、此外,产品设定重量值还能够例如从产品的规划数据或cad数据中得出。在此,例如,能够从规划数据或cad数据中确定待制造的产品的体积,随后例如能够将该体积直接用作就本说明书意义而言的重量值,或者例如经由所用材料的密度转换成待制造的产品的产品设定重量值。
202、另外,例如,产品设定重量值还能够从注塑设备的模拟和/或注塑设备运行的过程中来得出。因此,在此,例如也能够模拟注塑设备中的产品的制造,使得能够从所获得的模拟数据中得出所制造的产品的重量值。这例如能够根据上面的描述又经由通过模拟得出所制造的产品的体积和从中得出配属的重量值来进行。
203、另外,产品设定重量值例如也能够通过用户或对应的产品规格来预设或是可预设的。
204、产品预测重量值与产品设定重量值的偏差例如能够设计和设置为这两个变量的差、为这种差的绝对值、为这种差的平方或为如下任意的其他数学变量:该其他数学变量适合于描述产品预测重量值与产品设定重量值的偏差。
205、除了产品预测重量值与产品设定重量值的偏差之外,还能够使用根据本说明书的至少一个前任重量值来确定改变的控制变量。在此,例如,产品预测重量值与产品设定重量值的偏差以及与至少一个前任重量值的偏差能够用于确定改变的控制变量。以这种方式,例如,如果连续依次地执行当前描述的方法,则在使用改变的控制变量时能够考虑特定的动态。
206、在本说明书的范围内,将确定改变的控制变量理解为确定至少一个改变的控制变量。此外,在确定改变的控制变量的范围内,也能够改变通过注塑设备用于制造该产品或另一产品的多个或所有控制变量。
207、改变的控制变量的确定例如能够包括在保压阶段内增加或减小压力或者延长或缩短保压阶段本身。这能够以如下方式进行:即根据产品预测重量值与产品设定重量值的偏差来适配保压阶段。
208、此外,确定改变的控制变量能够包括增加或减小熔体温度,以减少产品预测重量值与产品设定重量值的偏差。根据经验,这种熔体温度的增加或减小过于缓慢,而无法在产品的持续生产过程中实施。因此,包括熔体温度的这种改变的改变的控制变量例如适合于使用该改变的控制变量启动用于制造另一产品的另一生产流程。
209、此外,包括喷射压力、喷射速度或喷射速度廓线或喷射压力廓线的喷射廓线能够被改变,使得减小产品预测重量值与产品设定重量值的偏差。因为控制变量的这种改变能够瞬时或几乎瞬时地进行,所以包括喷射廓线中的这种改变的改变的控制变量既被用于以改变的控制变量继续用于制造产品的生产流程,又被用于启动另一生产流程以使用该改变的控制变量制造另一产品。
210、在此,控制变量例如能够以如下示例性列举的方式来改变:
211、如果产品预测重量值小于产品设定重量值,则例如能够:
212、增加喷射压力,
213、增加喷射速度,
214、增加保压的压力值,
215、增加缸体温度,
216、增加螺杆压力,
217、增加工具壁温度,和/或
218、对应地延长保压时间。
219、例如,如果产品预测重量值过低的原因是用注塑材料不完全填充工具,则能够使用控制变量的这种变化。
220、如果由于产品中形成气泡而导致产品预测重量过小,则改变的控制变量例如能够是或者包括:
221、缸体温度的降低,
222、螺杆滞止压力的降低,
223、螺杆转速的降低,和/或
224、缸体直径的降低。
225、如果产品预测重量值大于产品设定重量值,则在所制造的产品中会形成或已经形成例如毛刺和/或所谓的飞边。在这种情况下,控制变量的变化例如能够包括:
226、工具夹紧力的增加,
227、喷射压力的减小,
228、保压的压力值的减小,和/或
229、熔体的区域温度的增加。
230、特别地,由于压力的增加或减少或者特定的作用时间(例如保压时间)的延长能够瞬时实施,所以控制变量的这种改变适合于以改变的控制变量继续用于制造产品的生产流程,和适合于启动另一生产流程以使用改变的控制变量制造另一产品。
231、如果控制变量的变化包括例如熔体温度或还有缸体温度的增加,则包括这种改变的控制变量的变化尤其适合于启动另一生产流程以使用改变的控制变量来制造另一产品。
232、例如,能够从对应的专业文献中得出控制变量以及这种改变的绝对值的其他变化可行性。
233、例如能够使用各种生产参数、设定变量和/或控制变量的对应表格或特性曲线来确定改变的控制变量。例如,该表格或特性曲线能够以数字方式存储在计算装置、控制装置或类似设备中并自动进行评估。例如还能够使用对应的数学公式或分析方法来确定改变的控制变量。这种公式例如能够从对应的专业文献或注塑技术人员的对应专业知识中得出。例如,分析方法能够包括对过去的对应的控制变量结合产品预测重量值与待实现的产品设定重量值的偏差以及产品预测重量值与至少一个前任重量值的可能对应的偏差进行外推或内插。此外,至少还能够使用统计方法来确定改变的控制变量。
234、此外,为了确定改变的控制变量,与根据本说明书的ml模型类似,还能够使用控制变量ml模型,该控制变量ml模型至少包括产品预测重量值与产品设定重量值的偏差作为输入变量,并且包括至少一个改变的控制变量、优选地至少一个特别合适的改变的控制变量作为输出变量。随后,能够例如使用对应的实验系列的数据来训练这种控制变量ml模型,在该实验系列中根据生产参数变化来确定产品预测重量值与对应的产品设定重量值的偏差的相关性。
235、在此,以改变的控制变量继续用于制造产品的生产流程能够设计和设置为,使得控制变量在用于制造产品的生产流程的持续运行期间被改变,使得在此不形成生产流程的中断。此外,以改变的控制变量继续用于制造产品的生产流程能够设计和设置为,使得在控制变量的改变的范围内的可能的中断设计和设置为,使得这种中断对所制造的产品在期望的产品质量范围中的质量没有显著影响。在此,允许的中断例如会与期望的产品质量相关。
236、使用改变的控制变量启动用于制造另一产品的另一生产流程能够设计和设置为,使得在以启动控制变量制造产品之后对应地改变控制变量,并且随后使用改变的控制变量来制造该另一产品。
237、在一个替代的设计方案中,该方法还能够设计和设置为,使得在产品制造期间已经改变控制变量,并且随后另一产品同样已经部分地借助改变的控制变量来生产。
238、在一个有利的设计方案中,控制方法能够实时执行或者能够设计和设置用于实时执行。
239、特别地,能够提出:该方法在注塑机控制的范围内实时地执行或者能够实时地执行。
240、控制方法的设计方案实现:在生产一个或多个产品期间已经对对应的偏差做出反应,进而实现对注塑过程的更快、简单和/或更灵活的监视和/或控制。
241、将实时理解为计算系统、调节系统或控制系统的运行,其中,用于处理产生的数据的程序始终准备好运行,使得处理结果在预设的时间段或响应时间内可用(参见例如diniso/iec 2382或din 44300)。根据应用情况,数据能够按时间随机分布地产生或在事先确定的时间点产生。通过硬件和软件必须确保:不会出现可能妨碍遵守此条件的延迟。在此,数据的处理不必特别快速地进行,只需保证足够快以满足相应应用程序的相应要求即可。根据应用情况,数据能够按时间随机分布地产生或在预设的时间产生。
242、将实时操作系统理解为用于数据处理装置的操作系统,该数据处理装置设计和设置为,使得在事先确定的或可确定的时间段内以存储的方式能够处理用户程序的请求或经由硬件界面进入的信号。在此重要的是:确实存在这种确定的时间段。该时间段有多长对于特定操作系统是否是实时操作系统并不重要。
243、例如,实时操作系统能够设计和设置为din 44300意义上的实时操作系统。
244、上述时间段或保证的响应时间例如能够是10秒、1秒、100ms、1ms甚至50μs或更小。
245、在此,该控制方法能够实时地执行,使得在控制变量或控制参数的改变的范围内,方法流程的中断并不超过根据实时规范所保证的响应时间。此外,控制方法能够设计和设置为,使得得出产品预测重量值和改变控制变量之间的时间段不超过根据实时规范所保证的响应时间。控制方法还能够设计和设置为,使得得出产品预测重量值和以改变的控制变量继续用于制造产品的过程流程之间的时间段不超过根据实时规范所保证的响应时间。
246、如果在控制方法的范围内使用具有循环程序执行的控制程序,则实时地执行控制方法能够设计和设置为,使得所谓的循环时间(循环时间:用于运行控制程序的程序循环的时间)小于或等于根据实时规范规定的最大响应时间。在这种情况下,控制方法例如能够设计和设置为,使得在确定在控制程序的程序流程的第一循环中的改变的控制变量的情况下,在控制程序的程序流程的第二循环中以改变的控制变量继续生产流程。在此,能够提出:在程序流程的第一循环和第二循环之间存在预设的或可预设的数量的或最小数量的程序流程循环。
247、上述目的还通过一种用于控制注塑设备的控制系统来实现,其中,注塑设备设计和设置用于制造产品,
248、其特征在于,
249、控制系统设计和设置用于借助于根据本说明书的控制方法来控制注塑设备。
250、控制系统例如能够包括设计和设置用于控制注塑设备的控制装置。
251、在此,例如,能够在控制装置内得出产品预测重量值以及确定改变的控制变量。
252、此外,也能够在另一计算装置中得出产品预测重量值和/或确定改变的控制变量。该另一计算装置例如能够设计和设置为计算机、另一控制装置、边缘设备或者用于控制装置的应用模块。在此,预测产品重量值的得出和改变的控制变量的确定能够在相同的另一计算装置中进行或在不同的计算装置中进行。
253、控制装置能够是设计和设置用于控制仪器或设备的任何类型的计算机或计算机系统。控制装置还能够是计算机、计算机系统或所谓的云,在其上实施或安装控制软件或控制软件应用、例如控制应用。例如,在云中实施的这种控制应用能够设计和设置为具有可编程逻辑控制器的功能的应用。
254、控制设备还能够设计和设置为所谓的边缘设备,其中,这种边缘设备例如能够包括用于控制设备或设施的应用。例如,这种应用能够设计和设置为具有可编程逻辑控制器的功能的应用。在此,边缘设备例如能够与设备或设施的另一控制装置连接或者直接与待控制的设备或设施连接。此外,边缘设备能够被设计和设置为,使得其附加地还与数据网络或云连接,或者能够设计和设置用于与对应的数据网络或对应的云连接。
255、控制装置例如还能够设计和设置为所谓的可编程逻辑控制器(plc)(英文为“programmable logic controller”或plc)。此外,安全导向的控制装置还能够设计和构成为所谓的模块化可编程逻辑控制器(模块化plc)。
256、可编程逻辑控制器、简称plc是一种能够编程并用于调节或控制设施或机器的部件。诸如流程控制装置的特定功能能够在可编程逻辑控制器中实施,使得能够以该方式控制过程或机器的输入和输出信号。可编程逻辑控制器例如在标准en 61131和/或iec 61499中限定。
257、为了将可编程逻辑控制器联接于设施或机器,使用通常连接于可编程逻辑控制器的输出端的执行器和传感器。还使用状态显示器。通常,传感器位于plc输入端处,其中,可编程逻辑控制器通过该传感器获得有关设施或机器中发生的情况的信息。例如适用于作为传感器的有:光栅、限位开关、按钮、增量编码器、料位传感器、温度传感器。例如适用于作为执行器的有:用于接通电马达的接触器、用于压缩空气或液压的电阀、驱动控制模块、马达和驱动器。
258、plc的实施方式能够以不同的方式和方法进行。这就是说,其例如能够作为单个电子设备、作为软件模拟、作为所谓的“虚拟plc”或“软plc”、或者作为pc插入卡实施。通常,存在模块化解决方案,在该模块化解决方案的范围中plc由多个插接模块组装。这种模块例如能够是或包括中央控制模块、输入/输出模块、通信模块、逆变器模块、应用模块或类似的模块。
259、将虚拟plc或所谓的软plc理解为如下可编程逻辑控制器,该可编程逻辑控制器作为软件应用实施并在计算机设备、工业pc或其他pc、计算装置或例如还有边缘设备上运行或能够运行。在这种情况下,存在以模块化方式构成虚拟plc或软plc的可行性。在此,随后将可编程逻辑控制器或plc的各个功能构成为各个软件模块,该软件模块例如经由所谓的中间件和/或内部数据总线彼此连接或能够彼此连接。这种模块例如能够是中央控制软件模块(例如至少包括但不限于由标准iec 61131预设的特性和能力)、用于耦联于现场总线、通信网络、特定设备或装备、耦联于以太网的通信模块、opc-ua或类似的通信网络、网络服务器模块、hmi模块(hmi:人机界面)和/或根据本说明书的应用模块。
260、在此,模块化可编程逻辑控制器能够设计和设置为,使得设有或能够设有多个模块,其中,通常除了所谓的中央模块之外,能够设有一个或多个扩展模块,其中,该中央模块设计和设置用于运行控制程序,例如用于控制部件、机器或设施(或其一部分)。例如,这种扩展模块能够设计和设置为电流/电压供应装置,或者还能够用于输入和/或输出信号,或者还能够设计和设置为用于承担特定任务的功能模块或应用模块(例如计数器、逆变器、用人工智能方法进行数据处理)。
261、例如,功能模块或应用模块也能够设计和设置为ai模块,用于使用人工智能方法或机器学习方法执行动作。这种功能模块例如能够包括神经网络或根据本说明书的ml模型或者根据本说明书的控制变量ml模型。
262、边缘设备或边缘仪器例如能够包括用于控制设备或设施的应用。例如,这种应用能够设计和设置为具有可编程逻辑控制器的功能的应用。在此,边缘设备例如能够与设备或设施的另一控制装置连接或者也能够直接与待控制的设备或设施连接。此外,边缘设备能够设计和设置为,使得其附加地还与数据网络或云连接,或者设计和设置用于与对应的数据网络或对应的云连接。
263、边缘设备还能够设计和设置用于,结合例如机器、设施或其部件或部分的控制来实现附加的功能。例如,这种功能能够是:
264、收集数据并将其传输到云和/或对这种数据进行对应的预处理、压缩和/或分析;
265、数据分析,例如借助人工智能方法,例如借助神经网络或对应的机器学习模型。例如,边缘设备为此能够包括ml模型。
266、管理或执行神经网络或ml模型的训练。在此,训练本身能够至少部分地在边缘设备自身中进行,但是或者至少也能够在云中进行。如果训练在云中进行,则边缘设备例如能够构成用于:下载训练过的神经网络或ml模型,并且随后使用它。
267、例如,应用模块能够设计和设置为硬件模块。这种硬件模块例如能够设计和设置为结构上独立的模块。这种结构上独立的硬件模块例如能够具有壳体和/或机械元件或用于与控制装置耦联的设备或用于机械集成到控制装置中的设备。
268、此外,应用模块能够设计和设置为软件模块。在这种情况下,例如控制装置能够包括该软件模块,并且控制装置还能够设计和设置用于实施构成为软件模块的应用模块。
269、在一个有利的设计方案中,应用模块是控制装置的一部分。在此,应用模块例如能够逻辑上属于控制装置。此外,应用模块能够机械地与控制装置耦联或者机械地集成到控制装置中。应用模块还能够设计和设置为软件应用,其中,控制装置能够包括设计为软件应用的应用模块。
270、应用模块能够设计和设置为可自由编程的应用模块。可自由编程的固件实现:提供可自由编程的或独立编程的“应用”或“app”,其构成为固件的一部分和/或在由应用模块提供的运行环境的范围中实施。
271、可自由编程的应用模块例如能够设计和设置用于执行软件或程序,该软件或程序以编程语言创建和执行,该编程语言不受其余的控制装置或控制装置的其余部件和/或模块支持。特别地,可自由编程的应用模块例如能够设计和设置用于执行软件或程序,该软件或程序以编程语言创建,该编程语言不基于iec标准iec 61138或关于控制装置和/或可编程逻辑控制器的类似标准而被确定为用于这种装置的编程语言。
272、在一个有利的设计方案中,可自由编程的应用模块不设计和设置用于运行以根据iec 61131、iec 61499或类似标准的编程语言创建的程序。这些编程语言包括:awl(指令表/英文instruction list(il))、kop(梯形图/英文ladder diagram(ld))、fbs或fup(功能块语言/英文function block diagram(fbd))、as(流程语言/英文sequential functionchart顺序功能图(sfc))和st((结构化文本)/英文structured text(st))。
273、用于控制装置的可自由编程的应用模块例如能够设计和设置为,使得除了在控制装置中运行的、用于控制机器或设施的控制程序之外,该应用模块还用于运行软件应用。这种可自由编程的应用模块实现:除了标准控制功能之外,还实现控制装置的功能,其中,该标准控制功能例如由用于控制装置的中央控制模块实现。中央控制模块例如能够设计和设置用于运行用于控制机器或设施的控制程序。中性控制模块例如还能够根据标准iec61131、iec 61499和/或常见可编程逻辑控制器的类似标准来设计和设置,或者能够包括至少一个这种功能。
274、这种应用模块的实例例如能够是用于执行机器学习应用的硬件或软件模块。这种应用模块的其他实例例如是用于实现布尔处理器、用于实现或执行模拟或运行模拟程序、用于编程或执行数学算法、分析方法或大数据分析、用于运行呈一个或多个预设编程语言(例如c、c++、python...)的独立程序或类似应用或应用程序的硬件或软件模块。
275、根据本说明书的控制系统还能够设计和设置用于实时执行根据本说明书的控制方法。
276、为此,控制系统能够例如包括用于控制注塑设备的控制装置,该控制装置至少还包括根据本说明书的实时操作系统。
277、如果控制系统包括多个硬件部件,则控制系统还能够设计为,使得该硬件部件设计和设置以及共同作用用于确保根据本说明书的控制方法的实时执行。
278、此外,控制系统能够包括边缘设备,该边缘设备设计和设置用于得出根据本说明书的产品预测重量值和/或确定根据本说明书的改变的控制变量。
279、在此,边缘仪器或边缘设备能够根据本说明书来设计和设置。
280、控制系统例如能够包括可编程逻辑控制器,该可编程逻辑控制器设计和设置用于借助于根据本说明书的控制方法来控制注塑设备。在此,可编程逻辑控制器能够包括应用模块,该应用模块设计和设置用于得出根据本说明书的产品预测重量值和/或确定根据本说明书的改变的控制参数。
281、在此,例如,能够根据本说明书来设计和设置可编程逻辑控制器和应用模块。
282、在此,例如,应用模块能够设计和设置为用于使用人工智能方法或机器学习方法执行动作的所谓的ai模块或ml模块——或者包括这种功能。这种应用模块例如能够包括根据本说明书的ml模型或神经网络。
283、此外,应用模块还能够设计和设置用于实现和执行模拟或运行模拟程序,用于编程或执行数学算法和分析方法,或者也设计和设置为可自由编程的应用模块——或包括这种功能。
284、其他有利的设计方案在从属权利要求中得出。
- 还没有人留言评论。精彩留言会获得点赞!