塑料管制作工艺的制作方法
本发明涉及塑料管,特别地,涉及塑料管制作工艺。
背景技术:
1、塑料加工是将合成树脂或塑料转化为塑料制品的各种工艺的总称,主要包括塑材配料、塑料成型、塑件接合、塑件装配、机械加工和表面修饰,其中,塑料成型是把各种形态(粉料、粒料、溶液和分散体)的塑料制成所需形状的制品或坯件的过程。
2、塑料成型的常用方法包括挤出成型、注射成型、压延、吹塑和热成型等,挤出成型又称挤塑,是指物料通过挤出机料筒和螺杆间的作用,边受热塑化,边被螺杆向前推送,连续通过机头而制成各种截面制品或半制品的一种加工方法,注射成型是指塑料在注塑机加热料筒中塑化后,由柱塞或往复螺杆注射到闭合模具的模腔中形成制品的塑料加工方法。
3、上述塑料成型的方法制备得到的制品或坯件包括余料,一方面,余料造成了材料的浪费,降低了材料利用率,另一方面,需要去除余料,提高了加工成本。
技术实现思路
1、本技术的实施例提供了塑料管制作工艺,制备塑料管时,模具的型腔位置导电,其他位置绝缘,塑料粉末吸附在模具的型腔位置,其他位置不吸附塑料粉末,可以减少塑料粉末的浪费,进而提高原材料利用率。
2、本技术的其他特性和优点将通过下面的详细描述变得显然,或部分地通过本技术的实践而习得。
3、根据本技术实施例的第一方面,提供了塑料管制作工艺,包括:
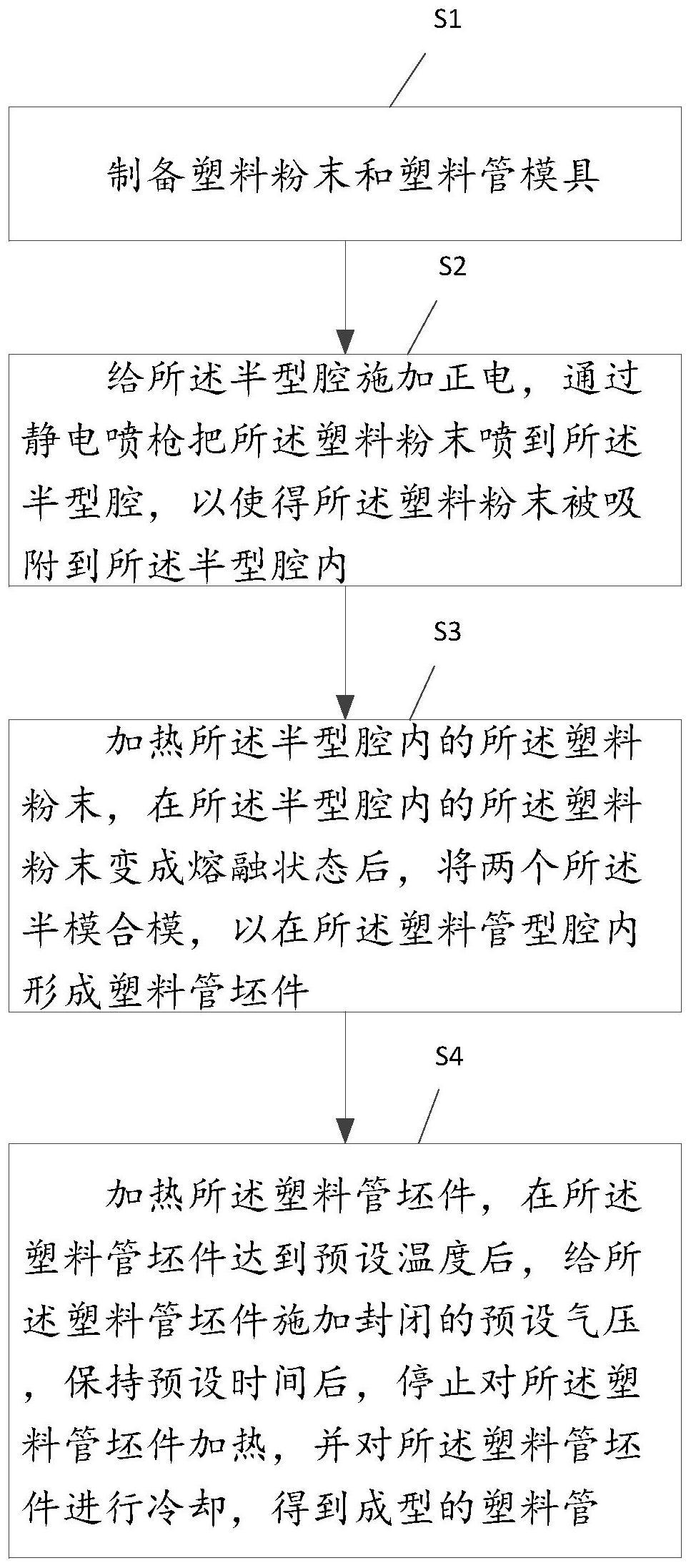
4、制备塑料粉末和塑料管模具,所述塑料粉末包括抗静电剂,所述塑料管模具由两个半模组成,所述半模包括半型腔,所述半模的半型腔导电且其他部位绝缘,所述半模的半型腔和另一个半模对应位置的半型腔构成塑料管型腔;
5、给半型腔施加正电,通过静电喷枪把塑料粉末喷到半型腔,所述塑料粉末被吸附到半型腔内;
6、加热半型腔内的塑料粉末,在半型腔内的塑料粉末变成熔融状态后,将两个半模合模,以在塑料管型腔内形成塑料管坯件;
7、加热塑料管坯件,在塑料管坯件达到预设温度后,给塑料管坯件施加封闭的预设气压,保持预设时间后,停止对塑料管坯件加热,并对塑料管坯件进行冷却,得到成型的塑料管。
8、在本技术的一些实施例中,基于前述方案,所述给半型腔施加正电,包括:
9、按照预设电荷量,给半型腔施加正电,所述预设电荷量通过塑料管预设厚度和塑料管表面积进行确定。
10、在本技术的一些实施例中,基于前述方案,所述预设电荷量和塑料管预设厚度成正比,所述预设电荷量和塑料管表面积成正比。
11、在本技术的一些实施例中,基于前述方案,所述通过静电喷枪把塑料粉末喷到半型腔,包括:
12、把塑料粉末注入喷粉设备,通过喷粉设备的静电喷枪把塑料粉末喷到半型腔。
13、在本技术的一些实施例中,基于前述方案,在所述塑料粉末被吸附到半型腔内后,去除半模的其他部位的塑料粉末。
14、在本技术的一些实施例中,基于前述方案,所述加热半型腔内的塑料粉末,通过对半型腔进行红外烘烤和或模具加热进行。
15、在本技术的一些实施例中,基于前述方案,所述加热塑料管坯件,通过加热模具和或往塑料管坯件内通循环热气流进行。
16、在本技术的一些实施例中,基于前述方案,所述对塑料管坯件进行冷却,往塑料管坯件内通循环冷气流进行。
17、在本技术的一些实施例中,基于前述方案,所述塑料管包括从外到内依次分布的多层分塑料管。
18、在本技术的一些实施例中,基于前述方案,所述给半型腔施加正电,通过静电喷枪把塑料粉末喷到半型腔,包括
19、按照分塑料管从外到内的顺序,依次给分塑料管对应的半型腔位置施加正电,通过静电喷枪将分塑料管所需的塑料粉末喷到分塑料管对应的半型腔位置。
20、在本技术的一些实施例中,基于前述方案,所述半型腔包括多个沿轴向分布的分型腔,相邻分型腔之间绝缘设置。
21、在本技术的一些实施例中,基于前述方案,所述塑料粉末还包括塑料原料、交联剂和发泡剂的一种或多种。
22、在本技术的一些实施例中,基于前述方案,在所述塑料粉末包括塑料原料和抗静电剂,且不包括交联剂和发泡剂时,所述制备塑料粉末,包括:
23、将抗静电剂混入塑料原料颗粒中,得到第一混合料;
24、对第一混合料进行密炼后,得到第一塑料粉末。
25、在本技术的一些实施例中,基于前述方案,在所述塑料粉末包括塑料原料、抗静电剂、交联剂和发泡剂时,所述制备塑料粉末,包括:
26、将抗静电剂、交联剂和发泡剂混入塑料原料颗粒中,得到第二混合料;
27、加热第二混合料至熔融状态,得到第二熔融混合料;
28、对第二熔融混合料进行密炼后,挤出得到第二塑料粉末。
29、在本技术的一些实施例中,基于前述方案,所述塑料粉末包括塑料原料、抗静电剂、交联剂和发泡剂时,所述预设温度为塑料管所需的发泡温度。
30、在本技术的一些实施例中,基于前述方案,塑料管的发泡倍率通过控制塑料粉末的发泡剂含量进行控制。
31、在本技术的一些实施例中,制备塑料管时,塑料管型腔导电,分模面绝缘,塑料粉末吸附在塑料管型腔内,其他位置即分模面不吸附塑料粉末,可以减少塑料粉末的浪费,进而提高原材料利用率,塑料管的厚度可以通过预设电荷量进行控制。
32、本技术的有益效果如下:
33、首先,准备好制作塑料管所需原料即制备塑料粉末,以及准备好制作塑料管所需装置即制备塑料管模具,塑料管模具只有半型腔导电,其他部位比如分模面绝缘,其次,给半型腔施加正电,即半型腔带正电,通过静电喷枪把塑料粉末喷到半型腔时,静电喷枪喷出的塑料粉末带负电,带负电的塑料粉末被吸附到带正电的半型腔表面,由于塑料管模具除了半型腔之外的其他部位不导电,因此,其他部位不吸附带负电的塑料粉末,最终使得塑料管模具的半型腔吸附有带负电的塑料粉末,其他部位不吸附带负电的塑料粉末,其他部位即使存在少量附着的塑料粉末,由于其他部分和附着的塑料粉末没有电荷吸附力,也可以通过翻转的方式,倒掉其他部分的塑料粉末,再次,对吸附在半型腔内的塑料粉末进行加热,当吸附在半型腔内的塑料粉末变成熔融状态后,变成熔融态塑料,熔融态塑料和半型腔之间存在粘连力和电荷吸附力,使得熔融态塑料能够更牢固地附着在半型腔表面,形成半塑料管坯件,将两个半模合模后,两个半塑料管坯件能够在塑料管型腔内形成完整的塑料管坯件,最后,加热塑料管坯件,在塑料管坯件达到预设温度后,给塑料管坯件施加封闭的预设气压,使得塑料管坯件紧贴在半型腔表面,保持预设时间后,停止对塑料管坯件加热,并对塑料管坯件进行冷却,得到成型的塑料管,在制作塑料管过程中,仅有成形区域即半型腔存在塑料粉末,成形区域外的其他部位即非成形区域没有塑料粉末,目前,原材料浪费主要产生于非成形区域比如靠近成形区域的位置,非成形区域没有塑料粉末,意味着通过本技术制作得到的塑料管可以减少塑料粉末的浪费,进而提高原材料利用率。
34、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本技术。
- 还没有人留言评论。精彩留言会获得点赞!