一种大口径给排水管挤出辅助定型装置的制作方法
本发明涉及管材加工,特别是涉及一种大口径给排水管挤出辅助定型装置。
背景技术:
1、近年来,我国城市化的快速发展在使得市政建设规模不断扩大的同时也对城市水污染的治理标准提出了更高的要求,排水系统作为城市的重要基础设施,对保障城市的正常运转及城市安全用水的作用也日益明显,作为排水系统的重要组成部分的排水管材也在不断的更新换代。
2、排水管材按形状可分为光管和波纹管,其中波纹管广泛用于市政工程、建筑工程、电气电信工程等领域,能够用作排水管、排污管、建筑物雨水管、各种动力电缆的保护管等;在波纹管材生产的过程中,为了使波纹管材之间能够直接进行快速的对接,一般都需要在波纹管材的端部进行加工扩口,如公告号为cn111231259b的中国发明专利就公开了一种pvc波纹管一体成型方法,该pvc波纹管一体成型方法在对波纹管进行扩口时,通过在波纹管成型机中设置两个对称设置的扩口模具,当两个扩口模具闭合时,利用抽真空的方式将波纹管的外壁吸附到扩口模具上,同时利用增加气压的方式将波纹管的内壁贴合在波纹管的外壁上,使波纹管内外壁完全贴合形成扩口。
3、上述pvc波纹管一体成型方法虽然在一定程度上提高了波纹管扩口的效率,但是该pvc波纹管一体成型方法只能加工并扩口预设长度的波纹管,在需要加工和扩口的波纹管的长度发生改变时,需要人工进行波纹管成型机的成型模具的数量、尺寸和扩口模具的尺寸、位置的调整,操作麻烦,耗费时间较长,影响波纹管扩口的效率。
技术实现思路
1、基于此,有必要针对目前的波纹管扩口过程中所存在的效率低的问题,提供一种大口径给排水管挤出辅助定型装置。
2、上述目的通过下述技术方案实现:
3、一种大口径给排水管挤出辅助定型装置,所述大口径给排水管挤出辅助定型装置包括:
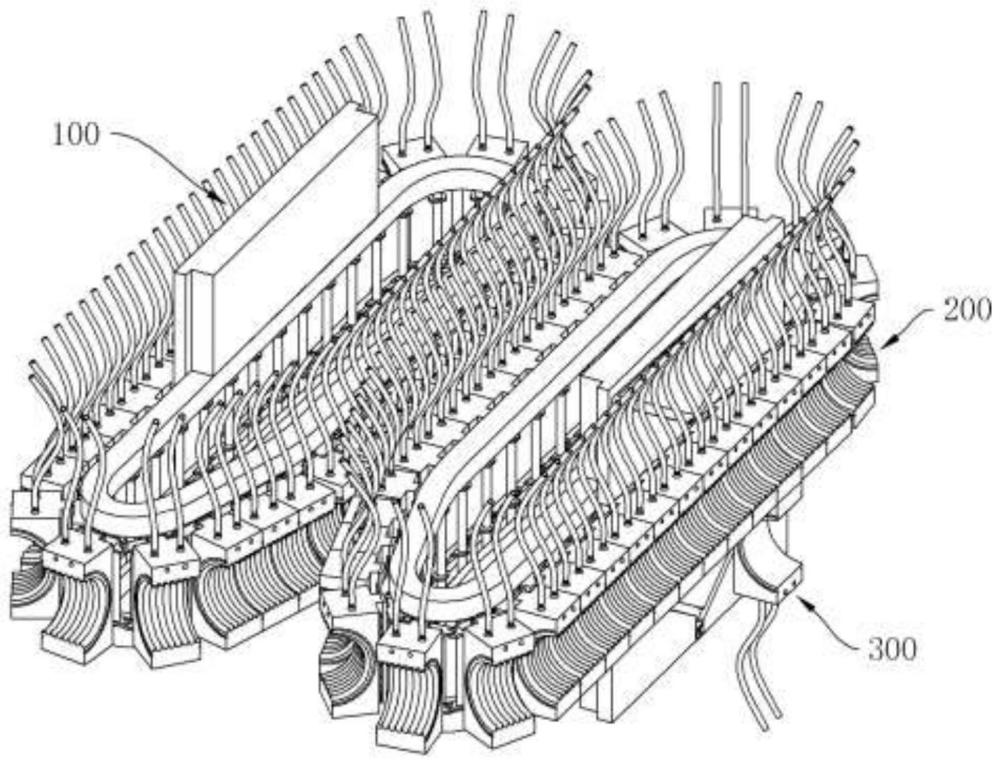
4、两组镜像对称设置的成型模组,每个所述成型模组均包括n个首尾依次相连的成型模具,两组所述成型模组同步沿相反方向转动时其对正的所述成型模具能够接收具有预设温度的物料,并通过连续的合模和开模使物料形成管型;
5、两个镜像对称设置的扩口模具,所述扩口模具扩口面的半径大于所述成型模具成型面的半径;
6、两组镜像对称设置的换位机构,所述换位机构用于将两个所述扩口模具替换掉两组所述成型模组中的其中两个所述成型模具,进而在两组所述成型模组同步沿相反方向转动时两个所述扩口模具能够合模和开模以对管材进行扩口。
7、进一步地,所述换位机构包括第一导轨和第二导轨,所述扩口模具沿所述第二导轨滑动时其中一个所述成型模具同步沿所述第一导轨滑动以完成替换。
8、进一步地,所述第一导轨包括首尾依次相连的第一分轨、第二分轨和第三分轨,所述第一分轨、所述第二分轨和所述第三分轨均为倾斜设置,所述第一分轨和所述第二分轨的连接处在竖直方向上的高度高于所述第二分轨和所述第三分轨的连接处的高度;所述第二导轨包括与所述第一分轨平行且具有相等长度的第四分轨和与所述第三分轨平行的第五分轨;所述扩口模具沿所述第四分轨滑动时其所在的所述滑动导轨上的其中一个所述成型模具沿所述第一分轨滑动以替换掉该所述成型模具,该所述成型模具沿所述第三分轨滑动时所述扩口模具沿所述第五分轨滑动以替换掉所述扩口模具。
9、进一步地,所述成型模具的底部设置有能够沿平行于所述滑动导轨方向弹性滑动的第一挡块,所述扩口模具的顶部设置有能够沿平行于所述滑动导轨方向弹性滑动的第二挡块,所述第一挡块和所述第二挡块能够止挡以在所述成型模具随所述成型模组移动时能够带动所述扩口模具移动,或所述扩口模具随所述成型模组移动时能够带动所述成型模具移动。
10、进一步地,所述大口径给排水管挤出辅助定型装置还包括单向机构,所述单向机构设置在所述第一分轨和所述第二分轨的连接处,所述单向机构用以在所述成型模具从所述第一分轨切换到第二分轨时阻碍所述成型模具沿所述第一分轨滑动。
11、进一步地,所述单向机构包括单向板,所述单向板和所述第二分轨平行设置且一端铰接在所述第一分轨和所述第二分轨的连接处,另一端悬空设置,所述单向板仅能够单向转动以阻碍所述成型模具沿所述第一分轨滑动。
12、进一步地,一组所述成型模组中所有的所述成型模具靠近成型面一侧的壁面和一个扩口模具靠近扩口面一侧的壁面上均设置有连接槽;另一个组所述成型模组中所有的所述成型模具靠近成型面一侧的壁面和另一个扩口模具靠近扩口面一侧的壁面上均设置有能够与所述连接槽卡接且能够弹性滑动的连接凸起。
13、进一步地,所述连接槽和所述连接凸起的形状为半球形。
14、进一步地,所述大口径给排水管挤出辅助定型装置还包括抽气机构,所述抽气机构用于抽出所述成型模具的成型面处的气体和所述扩口模具的扩口面处的气体以在物料两侧的压差作用下使物料形成管型。
15、进一步地,所述大口径给排水管挤出辅助定型装置还包括输送机构,所述输送机构用以带动所述成型模组转动。
16、本发明的有益效果是:
17、本发明提供的一种大口径给排水管挤出辅助定型装置在加工管材的过程中,两组成型模组上相邻的成型模具通过接收具有预设温度的物料,并在两组成型模组同步沿相反方向转动时通过连续的合模和开模以使物料形成管型,当需要对管材进行扩口时,通过换位机构将扩口模具替换掉其中一个成型模具,进而在两组成型模组同步继续沿相反方向转动时两个扩口模具能够合模和开模以对管材进行扩口,从而可根据不同管材的长度需求,控制管材的扩口位置,在提高装置适用性的同时提高管材加工和扩口的效率。
技术特征:
1.一种大口径给排水管挤出辅助定型装置,其特征在于,所述大口径给排水管挤出辅助定型装置包括:
2.根据权利要求1所述的大口径给排水管挤出辅助定型装置,其特征在于,所述换位机构包括第一导轨和第二导轨,所述扩口模具沿所述第二导轨滑动时其中一个所述成型模具同步沿所述第一导轨滑动以完成替换。
3.根据权利要求2所述的大口径给排水管挤出辅助定型装置,其特征在于,所述第一导轨包括首尾依次相连的第一分轨、第二分轨和第三分轨,所述第一分轨、所述第二分轨和所述第三分轨均为倾斜设置,所述第一分轨和所述第二分轨的连接处在竖直方向上的高度高于所述第二分轨和所述第三分轨的连接处的高度;所述第二导轨包括与所述第一分轨平行且具有相等长度的第四分轨和与所述第三分轨平行的第五分轨;所述扩口模具沿所述第四分轨滑动时其所在的所述滑动导轨上的其中一个所述成型模具沿所述第一分轨滑动以替换掉该所述成型模具,该所述成型模具沿所述第三分轨滑动时所述扩口模具沿所述第五分轨滑动以替换掉所述扩口模具。
4.根据权利要求3所述的大口径给排水管挤出辅助定型装置,其特征在于,所述成型模具的底部设置有能够沿平行于所述滑动导轨方向弹性滑动的第一挡块,所述扩口模具的顶部设置有能够沿平行于所述滑动导轨方向弹性滑动的第二挡块,所述第一挡块和所述第二挡块能够止挡以在所述成型模具随所述成型模组移动时能够带动所述扩口模具移动,或所述扩口模具随所述成型模组移动时能够带动所述成型模具移动。
5.根据权利要求3所述的大口径给排水管挤出辅助定型装置,其特征在于,所述大口径给排水管挤出辅助定型装置还包括单向机构,所述单向机构设置在所述第一分轨和所述第二分轨的连接处,所述单向机构用以在所述成型模具从所述第一分轨切换到第二分轨时阻碍所述成型模具沿所述第一分轨滑动。
6.根据权利要求5所述的大口径给排水管挤出辅助定型装置,其特征在于,所述单向机构包括单向板,所述单向板和所述第二分轨平行设置且一端铰接在所述第一分轨和所述第二分轨的连接处,另一端悬空设置,所述单向板仅能够单向转动以阻碍所述成型模具沿所述第一分轨滑动。
7.根据权利要求1所述的大口径给排水管挤出辅助定型装置,其特征在于,一组所述成型模组中所有的所述成型模具靠近成型面一侧的壁面和一个扩口模具靠近扩口面一侧的壁面上均设置有连接槽;另一个组所述成型模组中所有的所述成型模具靠近成型面一侧的壁面和另一个扩口模具靠近扩口面一侧的壁面上均设置有能够与所述连接槽卡接且能够弹性滑动的连接凸起。
8.根据权利要求7所述的大口径给排水管挤出辅助定型装置,其特征在于,所述连接槽和所述连接凸起的形状为半球形。
9.根据权利要求1所述的大口径给排水管挤出辅助定型装置,其特征在于,所述大口径给排水管挤出辅助定型装置还包括抽气机构,所述抽气机构用于抽出所述成型模具的成型面处的气体和所述扩口模具的扩口面处的气体以在物料两侧的压差作用下使物料形成管型。
10.根据权利要求1所述的大口径给排水管挤出辅助定型装置,其特征在于,所述大口径给排水管挤出辅助定型装置还包括输送机构,所述输送机构用以带动所述成型模组转动。
技术总结
本发明涉及管材加工技术领域,具体涉及一种大口径给排水管挤出辅助定型装置,其包括两组镜像对称设置的成型模组、两个镜像对称设置的扩口模具和两组镜像对称设置的换位机构,每个成型模组均包括N个首尾依次相连的成型模具,两组成型模组同步沿相反方向转动时其对正的成型模具能够接收具有预设温度的物料,并通过连续的合模和开模使物料形成管型,扩口模具扩口面的半径大于成型模具成型面的半径,换位机构用于将两个扩口模具替换掉两组成型模组中的其中两个成型模具,进而在两组成型模组同步沿相反方向转动时两个扩口模具能够合模和开模以对管材进行扩口,从而可根据不同管材的长度需求,控制管材的扩口位置,提高管材加工和扩口的效率。
技术研发人员:王建国,王新军,陈健,熊满益
受保护的技术使用者:新疆润庆节水新材料有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!