FRP筋的制备方法及FRP筋与流程
本申请涉及建筑,尤其涉及一种frp筋的制备方法及frp筋。
背景技术:
1、拉挤成型工艺因其自动化连续生产、可充分发挥增强材料连续性和定向强度高等优点而被广泛使用。其中,纤维增强复合材料筋,也叫frp筋或frp筋,就是一种常见的拉挤成型工艺制品。frp筋具有抗拉强度高、重量轻、塑性变形小、抗疲劳性能好等特点,在我国基础工程建设中应用广泛。
2、在实际生产过程中,为了便于运输、保证材料的连续性,frp筋通常不进行截断处理,而是由牵引装置牵引后盘卷在卷盘上。但是现有的frp筋制备方法一般采用:在牵引装置的连续牵引下,纱架上的纤维经常规的热塑性/热固性树脂进行浸胶处理,随后直接在张力作用下通过具有固定截面形状的加热模具进行固化成型,从而实现连续出模的生产工艺,例如专利文件cn104960211b。这样得到的frp筋韧性较差,而盘卷操作时frp筋弯折,可能会发生局部断裂而难以或无法投入使用。
3、因此,如何增加frp筋的韧性,成为本领域技术人员亟待解决的问题。
技术实现思路
1、为了增加frp筋的韧性,本申请提供一种frp筋的制备方法及frp筋。
2、一种frp筋的制备方法,包括以下步骤:
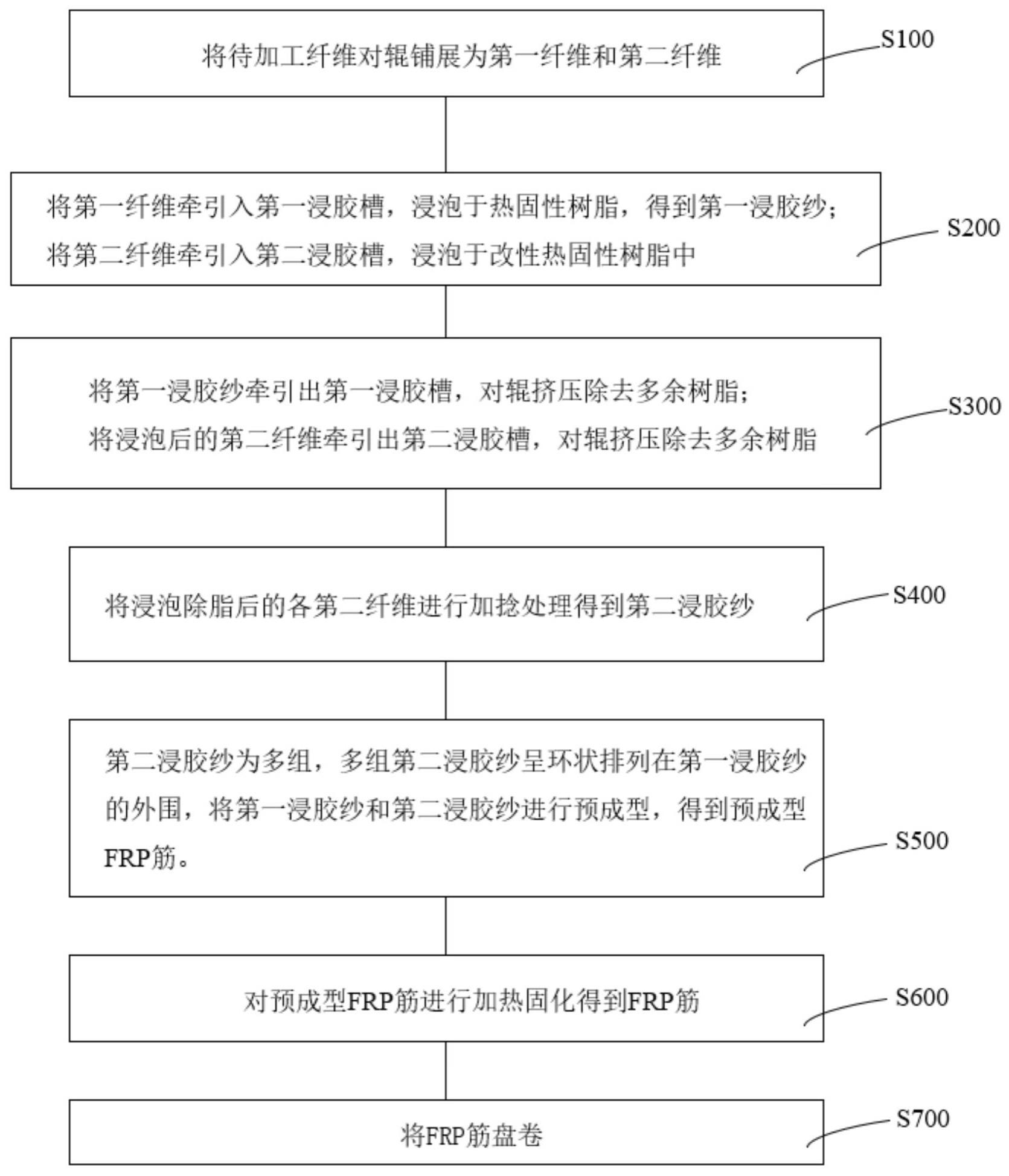
3、将待加工纤维铺展为第一纤维和第二纤维;
4、将所述第一纤维浸泡在热固性树脂中,并将所述第二纤维浸泡在改性热固性树脂中;其中,所述第一纤维和所述第二纤维均为多股,且多股所述第二纤维呈环状排列在所述第一纤维的外围;
5、将浸泡后的各所述第二纤维进行加捻处理得到第二浸胶纱,将各所述第二浸胶纱和对各股所述第一纤维浸泡得到的各第一浸胶纱进行预成型,得到预成型frp筋;
6、对所述预成型frp筋进行加热固化处理,得到frp筋。
7、一种frp筋,采用所述frp筋的制备方法制备得到。
8、本申请通过向改性热固性树脂中加入增韧剂,第二纤维浸泡在改性热固性树脂,取出加捻得到第二浸胶纱,第二浸胶纱包裹第一浸胶纱进行拉挤预定型及加热固化得到frp筋,相比较现有frp筋的制备方法,本申请能够增加frp筋的韧性,减少frp筋在盘卷过程中断裂的可能性,保证frp筋的正常储存、运输和使用。
技术特征:
1.一种frp筋的制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的frp筋的制备方法,其特征在于,所述第一纤维占待加工纤维的40%以下,所述第二纤维占待加工纤维的60%以上。
3.根据权利要求1所述的frp筋的制备方法,其特征在于,在将浸泡后的各所述第二纤维进行加捻处理前,还包括除去浸泡后的所述第二纤维表面多余的树脂的步骤;以及
4.根据权利要求1所述的frp筋的制备方法,其特征在于,将浸泡后的各所述第二纤维进行加捻处理得到第二浸胶纱,所述第二浸胶纱的捻系数为3.5~5.0。
5.根据权利要求1所述的frp筋的制备方法,其特征在于,在将所述第二浸胶纱和所述第一浸胶纱进行预成型时,所述第二浸胶纱呈环状排列在所述第一浸胶纱的外围,所述第一浸胶纱和所述第二浸胶纱的体积比为1.4~2.5。
6.根据权利要求1所述的frp筋的制备方法,其特征在于,所述加热固化处理的温度为180℃~250℃。
7.根据权利要求1所述的frp筋的制备方法,其特征在于,在得到所述frp筋之后,还包括将所述frp筋盘卷的步骤。
8.一种frp筋,其特征在于,采用权利要求1-7任一所述的frp筋的制备方法制备得到。
9.根据权利要求8所述的frp筋,其特征在于,所述frp筋的直径为20mm~30mm。
技术总结
本申请涉及建筑领域,尤其涉及一种FRP筋的制备方法及FRP筋,该FRP筋的制备方法:将待加工纤维铺展为第一纤维和第二纤维;将第一纤维浸泡在热固性树脂中,并将第二纤维浸泡在改性热固性树脂中;其中,第一纤维和第二纤维均为多股,且多股第二纤维呈环状排列在第一纤维的外围;将浸泡后的各第二纤维进行加捻处理得到第二浸胶纱,将各第二浸胶纱和对各股第一纤维浸泡得到的各第一浸胶纱进行预成型,得到预成型FRP筋;对预成型FRP筋进行加热固化处理,得到FRP筋。该FRP筋采用前述FRP筋的制备方法制备得到。相比较现有FRP筋的制备方法,本申请能够增加FRP筋的韧性,减少FRP筋在盘卷过程中断裂的可能性,保证FRP筋的正常储存、运输和使用。
技术研发人员:周广恩,刘小斌,马翠翠,张波
受保护的技术使用者:北京研合复材科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!