热塑性聚氨酯薄膜制备装置及热塑性聚氨酯薄膜制备方法与流程
本发明涉及一种热塑性聚氨酯薄膜制备装置及热塑性聚氨酯薄膜的制备方法(apparatus for thermoplastic polyurethane film and manufacturing method forthermoplastic polyurethane film)。
背景技术:
1、热塑性聚氨酯是一种具有热塑性且具有高弹性的树脂物质。热塑性聚氨酯由于恢复力、变形率以及耐久性优良,因而使用于多个领域。热塑性聚氨酯不仅使用于鞋、鞋底、滑雪靴等消费品,而且使用于软管、密封垫、带状物等工业用途,还使用于医疗器械外壳或导管等医疗用途。
2、尤其,热塑性聚氨酯薄膜其作为涂覆汽车表面的涂覆材料的使用量在增加,且作为附着于智能手机等显示屏的玻璃表面的保护薄膜的使用量也在增加。
3、在热塑性聚氨酯薄膜的制备中,使其具有一定的厚度和弹性是非常重要的要素。但是,韩国是温度和湿度等外部环境的变化严重的国家,根据投入的原材料的特性,会发生所制备的聚氨酯薄膜的厚度或物性变化的问题。
4、在先技术文献
5、专利文献
6、专利文献1:韩国公开专利公报第1999-022826号
技术实现思路
1、所要解决的问题
2、本发明的目的在于提供一种能够对厚度和物性进行一定的管理而制备的热塑性聚氨酯薄膜制备装置及热塑性聚氨酯薄膜的制备方法。
3、另外,减少不良,从而能够降低生产成本和维护管理成本。
4、另外,能够容易地控制所生产的热塑性聚氨酯薄膜的厚度和物性。
5、解决问题方案
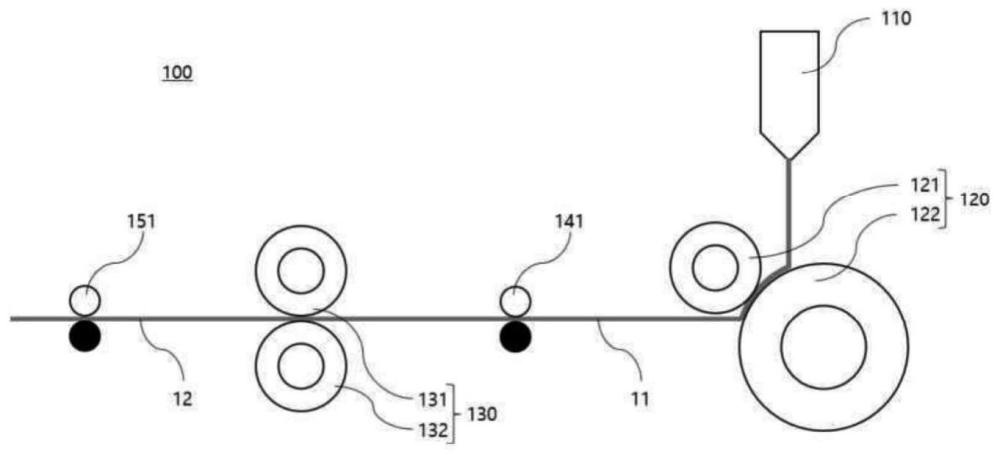
6、根据本发明的实施例的热塑性聚氨酯薄膜制备装置包括:t型模具(t-die),其供给原材料;第一辊部,其接收从上述t型模具供给的原材料并将该原材料成型为一次薄膜;第二辊部,其接收在上述第一辊部成型的一次薄膜并将该一次薄膜成型为二次薄膜;第一测定部,其配置于上述第一辊部与第二辊部之间而测定上述一次薄膜的厚度;第二测定部,其配置于上述第二辊部后方而测定上述二次薄膜的厚度;以及控制部,其基于在上述第一测定部和第二测定部测定的信息而控制上述第二辊部的旋转速度。
7、上述第一测定部和第二测定部中至少一个测定部可以包括配置于上述一次薄膜或二次薄膜的上表面和下表面的测定辊,随着上述一次薄膜或二次薄膜移动,上述控制部可以基于通过上述测定辊测定的负载而运算上述一次薄膜或二次薄膜的厚度。
8、上述第一测定部和第二测定部中至少一个测定部可以包括光学传感器,该光学传感器包括受光部和发光部。
9、上述一次薄膜或二次薄膜贯穿经过在上述发光部释放的光,上述受光部接收在上述发光部释放的光中未被上述一次薄膜或二次薄膜遮挡的光,上述控制部可以基于在上述发光部释放的光的量和在上述受光部接收的光的量而运算上述一次薄膜和二次薄膜的厚度。
10、可以进一步包括在上述第二辊部的前方加热上述一次薄膜的加热器。
11、根据本发明的实施例的热塑性聚氨酯薄膜的制备方法是利用之前说明的热塑性聚氨酯薄膜制备装置制备的方法。
12、本方法包括:从上述t型模具供给原材料的步骤;在上述第一辊部将上述原料成型而制备一次薄膜的步骤;上述控制部利用在上述第一测定部测定的信息而运算上述一次薄膜的厚度的步骤;在上述第二辊部将上述一次薄膜成型而制备二次薄膜的步骤;上述控制部利用在上述第二测定部测定的信息而运算上述二次薄膜的厚度的步骤;以及在上述二次薄膜的厚度脱出基准值的情况下,上述控制部基于上述一次薄膜的厚度和二次薄膜的厚度而控制上述第二辊部的旋转速度的步骤。
13、发明效果
14、根据本发明的实施例的热塑性聚氨酯薄膜制备装置及热塑性聚氨酯薄膜的制备方法能够对生产的热塑性聚氨酯薄膜的厚度和物性进行一定的管理。
15、另外,减少不良,从而能够降低生产成本和维护管理成本。
16、另外,能够容易地控制所生产的热塑性聚氨酯薄膜的厚度和物性。
技术特征:
1.一种热塑性聚氨酯薄膜制备装置,其特征在于,包括:
2.根据权利要求1所述的热塑性聚氨酯薄膜制备装置,其特征在于,
3.根据权利要求1所述的热塑性聚氨酯薄膜制备装置,其特征在于,
4.根据权利要求1所述的热塑性聚氨酯薄膜制备装置,其特征在于,
5.一种热塑性聚氨酯薄膜的制备方法,是利用权利要求1所述的热塑性聚氨酯薄膜制备装置制备热塑性聚氨酯薄膜的方法,该方法的特征在于,包括:
技术总结
本发明涉及一种热塑性聚氨酯薄膜制备装置及热塑性聚氨酯薄膜的制备方法。根据本发明的实施例的热塑性聚氨酯薄膜制备装置包括:T型模具,其供给原材料;第一辊部,其接收从上述T型模具供给的原材料并将该原材料成型为一次薄膜;第二辊部,其接收在上述第一辊部成型的一次薄膜并将该一次薄膜成型为二次薄膜;第一测定部,其配置于上述第一辊部与第二辊部之间而测定上述一次薄膜的厚度;第二测定部,其配置于上述第二辊部后方而测定上述二次薄膜的厚度;以及控制部,其基于在上述第一测定部和第二测定部测定的信息而控制上述第二辊部的旋转速度。
技术研发人员:朴伍均
受保护的技术使用者:可安可有限公司
技术研发日:
技术公布日:2024/5/12
- 还没有人留言评论。精彩留言会获得点赞!