一种轮胎面嵌块式口型板组件的制作方法
本发明涉及轮胎加工,尤其涉及一种轮胎面嵌块式口型板组件。
背景技术:
1、轮胎的胎面的预成型是在挤出机上完成的,挤出机将形成胎面的两复合层或三复合层挤压成型为胎面,胎面各层的形状、尺寸需要符合工艺要求,而胎面各层的形状、尺寸的控制是由安装在机头上的口型板组件完成的。
2、现有技术方法中,嵌块内型胶胶料流动的腔体,左右加工深度一致。该设计方案下,因左右挤出路径长度不一致,会导致型胶左右两侧的挤出压力、挤出阻力不一致,最终造成型胶挤出厚度均匀性较差。尤其是胶芯的设计形态,左右厚度差异大,很难通过调整嵌块与主体的开口高度差控制型胶的厚度挤出均匀性。通常挤出路径长度短的一侧,型胶厚度挤出偏厚;挤出路径长度长的一次,型胶厚度挤出偏薄,型胶整体厚度均匀性差,无法挤压出厚度均匀的型胶。
技术实现思路
1、为解决轮胎型胶挤出厚度不一致的问题,本发明提供一种轮胎面嵌块式口型板组件。
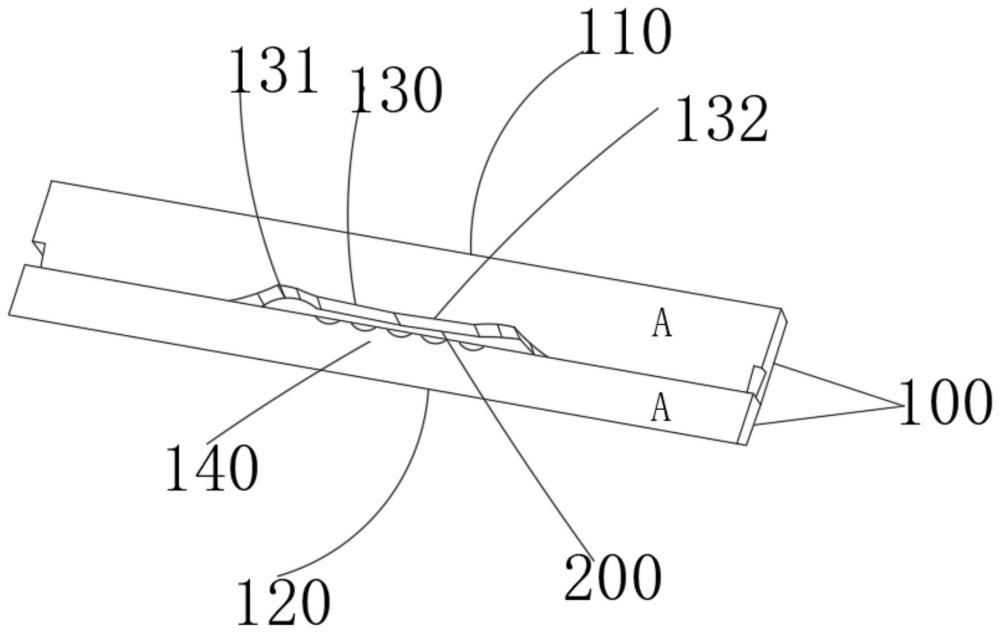
2、为实现本发明目的提供的一种轮胎面嵌块式口型板组件,包括口型盒,其前后两侧面上分别设置有安装槽,口型盒上开设有贯通前后安装槽的流通通道;
3、口型板,设置在口型盒前侧的安装槽内,口型板上设有贯通的型胶出口;
4、预口型板,设置在口型盒后侧的安装槽内,预口型板上设有胎冠胶挤出通道和胎翼胶挤出通道,胎冠胶挤出通道和胎翼胶挤出通道与口型盒的流通通道连通;
5、口型板包括上板和下板,沿上板体长方向设有型胶上出口,下板上开设有型胶下出口,型胶上出口和型胶下出口形成型胶挤出口,型胶挤出口与胎冠胶挤出通道的出口相连通。
6、在其中一些具体实施例中,型胶上出口和型胶下出口相对设置形成型胶挤出口。
7、在其中一些具体实施例中,型胶上出口的左右两侧设有第一出胶口,第一出胶口内凹呈弧形,两个第一出胶口之间设有第二出胶口。
8、在其中一些具体实施例中,型胶下出口的左右两侧设有第三出胶口,第三出胶口内凹呈弧形,两个第三出胶口之间设有第四出胶口。
9、在其中一些具体实施例中,左侧第一出胶口的深度大于右侧第一出胶口的深度。
10、在其中一些具体实施例中,左侧第三出胶口的长度大于右侧第三出胶口的长度。
11、在其中一些具体实施例中,左侧第一出胶口与左侧第三出胶口形成第一胎翼的型胶挤出口;右侧第一出胶口与右侧第三出胶口形成第二胎翼型胶挤出口。
12、在其中一些具体实施例中,型胶上出口的第二出胶口和型胶下出口的第四出胶口形成胎冠的型胶挤出口。
13、本发明的有益效果:本发明提供了一种轮胎面嵌块式口型板组件。包括口型盒、口型板和预口型板。通过改变左右出胶口的深度,在挤出路径短的一侧,减小出胶口的加工深度,用于增加该侧的挤出阻力,从而降低该侧型胶的挤出厚度;在挤出路径长的一侧,通过增加出胶口的加工深度,用于降低该侧的挤出阻力,从而增加该侧型胶的挤出厚度。通过调整口型板的出胶口左右加工的深度差异,可以确保型胶挤出厚度均匀。
技术特征:
1.一种轮胎面嵌块式口型板组件,其特征在于,包括:
2.根据权利要求1所述的轮胎面嵌块式口型板组件,其特征在于,所述型胶上出口和所述型胶下出口相对设置形成型胶挤出口。
3.根据权利要求1所述的轮胎面嵌块式口型板组件,其特征在于,所述型胶上出口的左右两侧设有第一出胶口,所述第一出胶口内凹呈弧形,两个所述第一出胶口之间设有第二出胶口。
4.根据权利要求3所述的轮胎面嵌块式口型板组件,其特征在于,所述型胶下出口的左右两侧设有第三出胶口,所述第三出胶口内凹呈弧形,两个所述第三出胶口之间设有第四出胶口。
5.根据权利要求4所述的轮胎面嵌块式口型板组件,其特征在于,左侧所述第一出胶口的深度大于右侧所述第一出胶口的深度。
6.根据权利要求5所述的轮胎面嵌块式口型板组件,其特征在于,左侧所述第三出胶口的长度大于右侧所述第三出胶口的长度。
7.根据权利要求6所述的轮胎面嵌块式口型板组件,其特征在于,左侧所述第一出胶口与左侧所述第三出胶口形成第一胎翼的所述型胶挤出口;右侧所述第一出胶口与右侧所述第三出胶口形成第二胎翼所述型胶挤出口。
8.根据权利要求6所述的轮胎面嵌块式口型板组件,其特征在于,所述型胶上出口的所述第二出胶口和所述型胶下出口的所述第四出胶口形成胎冠的所述型胶挤出口。
技术总结
本发明涉及一种轮胎面嵌块式口型板组件,包括口型盒、口型板和预口型板,口型盒,其前后两侧面上分别设置有安装槽,口型盒上开设有贯通前后安装槽的流通通道;口型板,设置在口型盒前侧的安装槽内,口型板上设有贯通的型胶出口;预口型板,设置在口型盒后侧的安装槽内,预口型板上设有胎冠胶挤出通道和胎翼胶挤出通道,胎冠胶挤出通道和胎翼胶挤出通道与口型盒的流通通道连通。本发明通过改变左右出胶口的深度,从而降低型胶的挤出厚度;在挤出路径长的一侧,通过增加出胶口的加工深度,用于降低该侧的挤出阻力,从而增加该侧型胶的挤出厚度。通过调整口型板的出胶口左右加工的深度差异,可以确保型胶挤出厚度均匀。
技术研发人员:王锋,吕晓琳,刘竹新,赵学玮,矫玉鹏,韩远棋,陈雪梅,郭建平,刘羽,吕国刚
受保护的技术使用者:山东玲珑轮胎股份有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!